- Наставничество сварщиков эффективным способам сварки и методам их механизации в реальных условиях

Содержание
- 2. Как увеличить производительность и качество сварочных работ? ОБУЧЕНИЕ СВАРЩИКОВ ЭФФЕКТИВНЫМ СПОСОБАМ СВАРКИ И МЕХАНИЗАЦИИ ПОВТОРЯЮЩИХСЯ ПРОЦЕССОВ
- 3. Основные случаи, когда необходима механизация: -Большая протяжённость сварных соединений похожего типа; -Сварка производится одинаковым способом; Наши
- 4. Какие цели стояли: -Уменьшить время сварки; -Увеличить качество сварного соединения; -Уменьшить количество брака; -Выполнять сварку за
- 5. Что было достигнуто: ДО РЕАЛИЗАЦИИ ПРОЕКТА ПОСЛЕ РЕАЛИЗАЦИИ 4,30 минуты; 5 минут; ВРЕМЯ СВАРКИ 1 МЕТРА:
- 6. Сравним качество до реализации проекта и после. ДО РЕАЛИЗАЦИИ ПРОЕКТА ПОСЛЕ РЕАЛИЗАЦИИ
- 7. Снизилось время сварочных работ на 10%; Снизилось количество брака на 2%; Сварной шов выполняется за один
- 9. Скачать презентацию
Как увеличить производительность и качество сварочных работ?
ОБУЧЕНИЕ СВАРЩИКОВ ЭФФЕКТИВНЫМ СПОСОБАМ СВАРКИ
Как увеличить производительность и качество сварочных работ?
ОБУЧЕНИЕ СВАРЩИКОВ ЭФФЕКТИВНЫМ СПОСОБАМ СВАРКИ
Основные случаи, когда необходима механизация:
-Большая протяжённость сварных соединений похожего типа;
-Сварка производится
Основные случаи, когда необходима механизация:
-Большая протяжённость сварных соединений похожего типа;
-Сварка производится
Какие цели стояли:
-Уменьшить время сварки;
-Увеличить качество сварного соединения;
-Уменьшить количество брака;
-Выполнять сварку
Какие цели стояли:
-Уменьшить время сварки;
-Увеличить качество сварного соединения;
-Уменьшить количество брака;
-Выполнять сварку
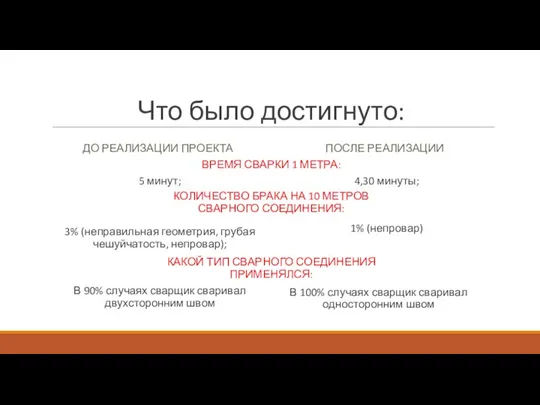
Что было достигнуто:
ДО РЕАЛИЗАЦИИ ПРОЕКТА
ПОСЛЕ РЕАЛИЗАЦИИ
4,30 минуты;
5 минут;
ВРЕМЯ СВАРКИ 1 МЕТРА:
КОЛИЧЕСТВО
Что было достигнуто:
ДО РЕАЛИЗАЦИИ ПРОЕКТА
ПОСЛЕ РЕАЛИЗАЦИИ
4,30 минуты;
5 минут;
ВРЕМЯ СВАРКИ 1 МЕТРА:
КОЛИЧЕСТВО

Сравним качество до реализации проекта и после.
ДО РЕАЛИЗАЦИИ ПРОЕКТА
ПОСЛЕ РЕАЛИЗАЦИИ
Сравним качество до реализации проекта и после.
ДО РЕАЛИЗАЦИИ ПРОЕКТА
ПОСЛЕ РЕАЛИЗАЦИИ
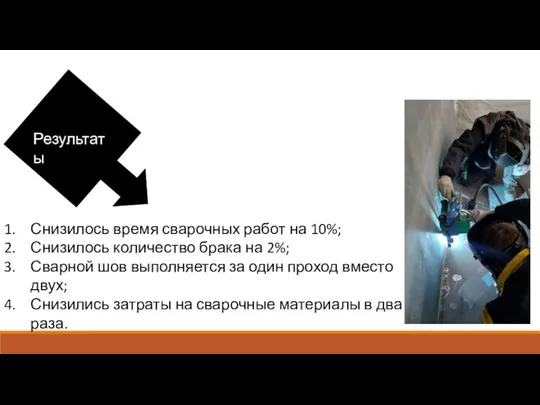
Снизилось время сварочных работ на 10%;
Снизилось количество брака на 2%;
Сварной шов
Снизилось время сварочных работ на 10%;
Снизилось количество брака на 2%;
Сварной шов
 Паровые и газовые турбины
Паровые и газовые турбины Создание эффективной модели по саморазвитию молодого педагога
Создание эффективной модели по саморазвитию молодого педагога Индустриальная революция: достижения и проблемы
Индустриальная революция: достижения и проблемы Мой четвероногий друг
Мой четвероногий друг Разработка технических мероприятий, направленных на снижение объемов образования сельскохозяйственных отходов
Разработка технических мероприятий, направленных на снижение объемов образования сельскохозяйственных отходов У кого самые лучшие цветы
У кого самые лучшие цветы Патент РФ 2396488. Горелка для сжигания газа
Патент РФ 2396488. Горелка для сжигания газа Клиентский сервис в чатах
Клиентский сервис в чатах Химическая промышленность
Химическая промышленность Карикатуры и анекдоты на тему медицины
Карикатуры и анекдоты на тему медицины Реализация различных технологий розничных продаж в страховании
Реализация различных технологий розничных продаж в страховании Образ дерева и цветопись
Образ дерева и цветопись Современные технологии глубокой биоконверсии побочных продуктов и отходов переработки сырья животного происхождения
Современные технологии глубокой биоконверсии побочных продуктов и отходов переработки сырья животного происхождения Разработка проекта этнографического тура по Воронежской области
Разработка проекта этнографического тура по Воронежской области 49b18a841e16910eaa4e018949e234a2 (1) (1)
49b18a841e16910eaa4e018949e234a2 (1) (1) Способы технического моделирования прямой юбки
Способы технического моделирования прямой юбки Расчет и характеристики асинхронных машин. Асинхронный двигатель. Строение. Разновидности
Расчет и характеристики асинхронных машин. Асинхронный двигатель. Строение. Разновидности реклама арт живопись
реклама арт живопись Тампонная печать
Тампонная печать вохмичи-фронту. Танки
вохмичи-фронту. Танки Совершенствование мотальных автоматов (лабораторная работа)
Совершенствование мотальных автоматов (лабораторная работа) Ковролин. Материалы и их свойства
Ковролин. Материалы и их свойства Might Must Can by helgabel
Might Must Can by helgabel winter clothes _ memory _ by Artem Morozov
winter clothes _ memory _ by Artem Morozov ЦВ ПРОТЕК_К1
ЦВ ПРОТЕК_К1 Итоговое собрание по результатам Июля 2022 г
Итоговое собрание по результатам Июля 2022 г ВПР 5 КЛАСС №7.1
ВПР 5 КЛАСС №7.1 Достопримечательности рк
Достопримечательности рк