- Обработка на токарных с ЧПУ станках

Содержание
- 2. Базовая компоновка и набор возможных модулей для токарного многоцелевого станка с ЧПУ
- 3. Станок вертикальный двухшпиндельный с ЧПУ модели 500VT
- 5. 1-6 — основные поверхности 1- торцовая; 2 -радиусная торцовая; 3 - цилиндрическая наружная; 4 - конусная;
- 6. Зоны обработки
- 7. Типовые схемы переходов при черновой токарной обработке «Петля»
- 8. Типовые схемы переходов при черновой токарной обработке «Виток» («зигзаг»)
- 9. Типовые схемы переходов при черновой токарной обработке «Спуск»
- 10. Типовые схемы переходов при черновой токарной обработке Черновая схема с подборкой Черновая с получистовым (зачистным) проходом
- 11. Типовые схемы переходов при черновой токарной обработке Эквидистантна Контурная
- 12. Обработка канавок
- 13. Обработка канавок
- 14. Обработка канавок
- 15. Маркировка резцов для наружного точения
- 16. Маркировка резцов для наружного точения
- 17. Маркировка резцов для внутреннего точения
- 18. Маркировка резцов для внутреннего точения
- 19. Маркировка резцов для внутреннего точения
- 20. Маркировка пластин для резцов
- 21. Выбор пластины
- 22. Обработка резьбы
- 23. Обработка резьбы
- 24. Режимы резания Подача в зависимости от требуемой точности детали и погрешности заготовки Подачу обеспечивающая требуемую шероховатость
- 25. Режимы резания Шероховатость в зависимости от подачи может определяться по формуле
- 26. Полигональное точение Xt=A cos αt-B cos(β-α)t Yt=A sin αt = B sin(β-α)t
- 27. Та= То.а + Тв.а; , Тв.а = Тв.х.а + Тocт+Тсм.ин Особенности нормирования работ на станках с
- 28. Особенности нормирования работ на станках с ЧПУ Тв= tуст + tв.оп + tконтр Время вспомогательной ручной
- 30. Скачать презентацию

Базовая компоновка и набор возможных
модулей для токарного многоцелевого станка с ЧПУ
Базовая компоновка и набор возможных
модулей для токарного многоцелевого станка с ЧПУ

Станок вертикальный двухшпиндельный с ЧПУ модели 500VT
Станок вертикальный двухшпиндельный с ЧПУ модели 500VT

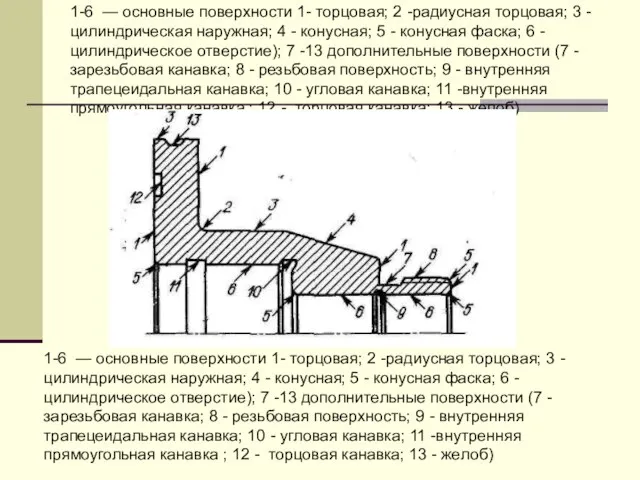
1-6 — основные поверхности 1- торцовая; 2 -радиусная торцовая; 3 -
1-6 — основные поверхности 1- торцовая; 2 -радиусная торцовая; 3 -
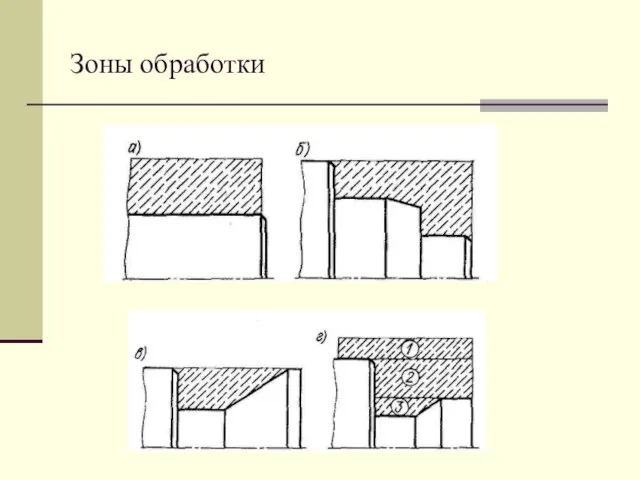
Зоны обработки
Зоны обработки

Типовые схемы переходов при черновой токарной обработке
«Петля»
Типовые схемы переходов при черновой токарной обработке
«Петля»
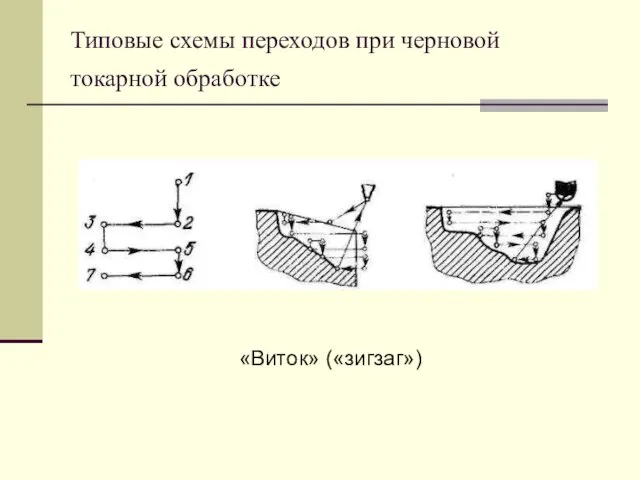
Типовые схемы переходов при черновой токарной обработке
«Виток» («зигзаг»)
Типовые схемы переходов при черновой токарной обработке
«Виток» («зигзаг»)
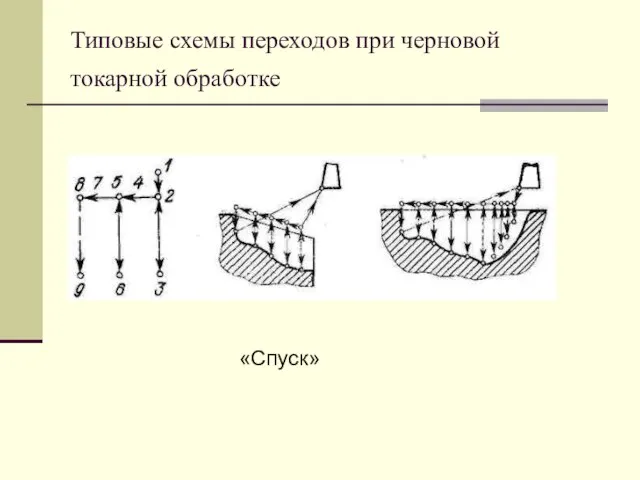
Типовые схемы переходов при черновой токарной обработке
«Спуск»
Типовые схемы переходов при черновой токарной обработке
«Спуск»
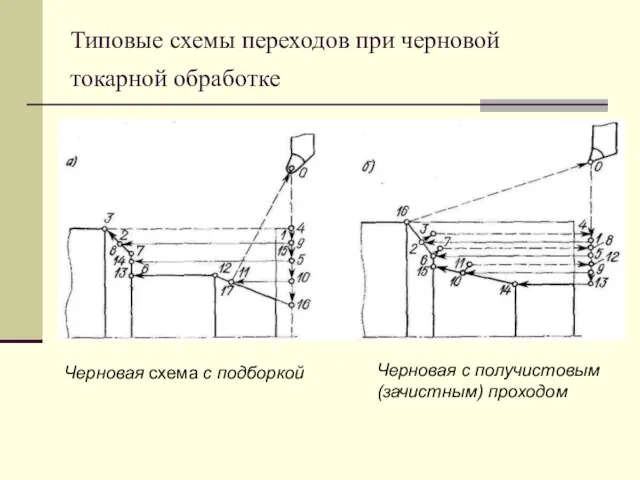
Типовые схемы переходов при черновой токарной обработке
Черновая схема с подборкой
Типовые схемы переходов при черновой токарной обработке
Черновая схема с подборкой
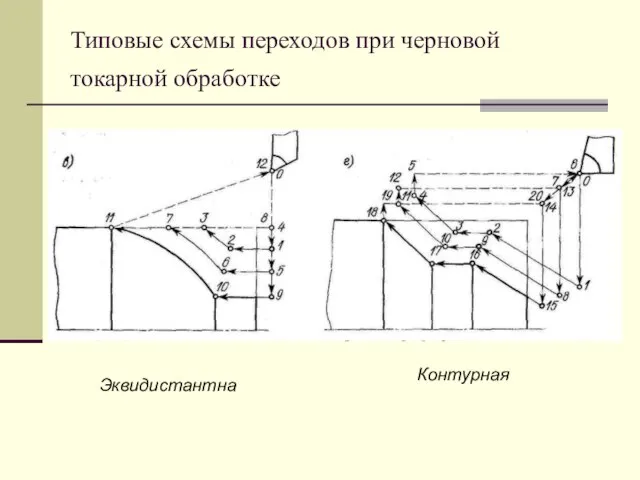
Типовые схемы переходов при черновой токарной обработке
Эквидистантна
Контурная
Типовые схемы переходов при черновой токарной обработке
Эквидистантна
Контурная

Обработка канавок
Обработка канавок

Обработка канавок
Обработка канавок
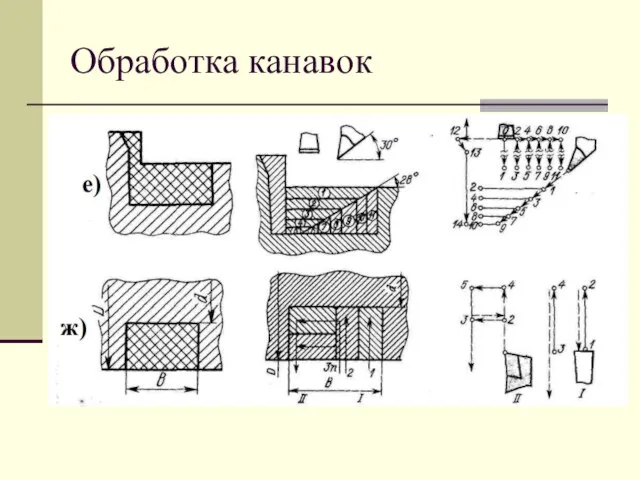
Обработка канавок
Обработка канавок

Маркировка резцов для наружного точения
Маркировка резцов для наружного точения

Маркировка резцов для наружного точения
Маркировка резцов для наружного точения

Маркировка резцов для внутреннего точения
Маркировка резцов для внутреннего точения

Маркировка резцов для внутреннего точения
Маркировка резцов для внутреннего точения

Маркировка резцов для внутреннего точения
Маркировка резцов для внутреннего точения

Маркировка пластин для резцов
Маркировка пластин для резцов
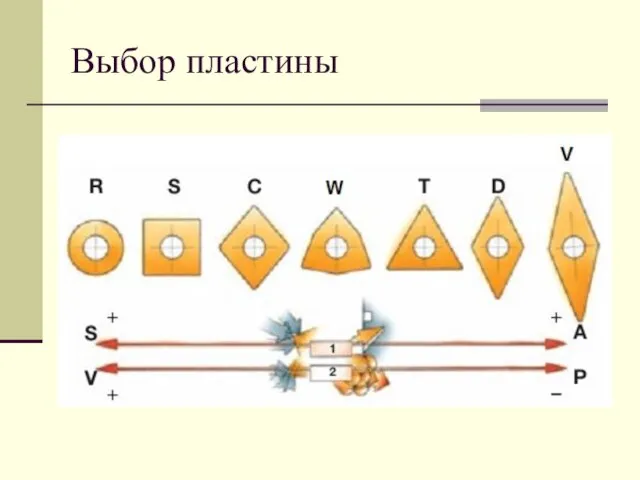
Выбор пластины
Выбор пластины

Обработка резьбы
Обработка резьбы

Обработка резьбы
Обработка резьбы
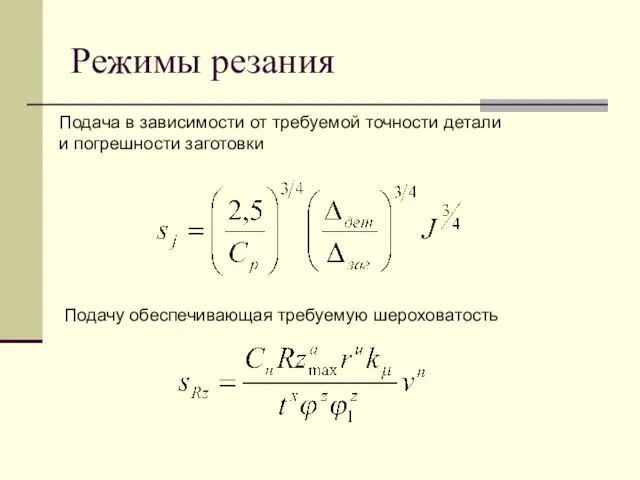
Режимы резания
Подача в зависимости от требуемой точности детали
и погрешности заготовки
Режимы резания
Подача в зависимости от требуемой точности детали
и погрешности заготовки
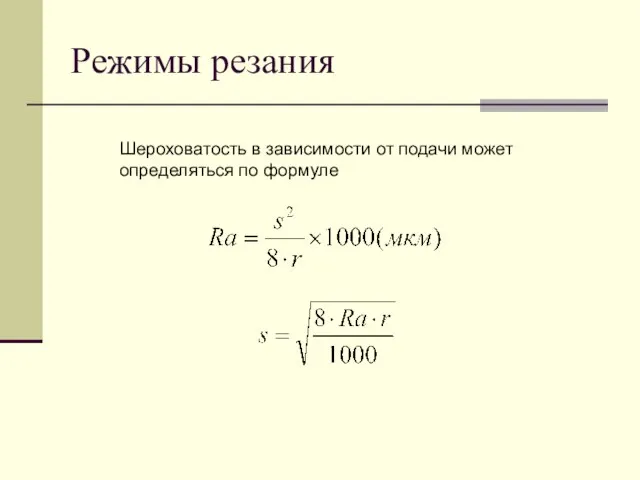
Режимы резания
Шероховатость в зависимости от подачи может
определяться по формуле
Режимы резания
Шероховатость в зависимости от подачи может
определяться по формуле

Полигональное точение
Xt=A cos αt-B cos(β-α)t
Yt=A sin αt = B sin(β-α)t
Полигональное точение
Xt=A cos αt-B cos(β-α)t
Yt=A sin αt = B sin(β-α)t

Та= То.а + Тв.а;
,
Тв.а = Тв.х.а + Тocт+Тсм.ин
Особенности нормирования работ на
Та= То.а + Тв.а;
,
Тв.а = Тв.х.а + Тocт+Тсм.ин
Особенности нормирования работ на
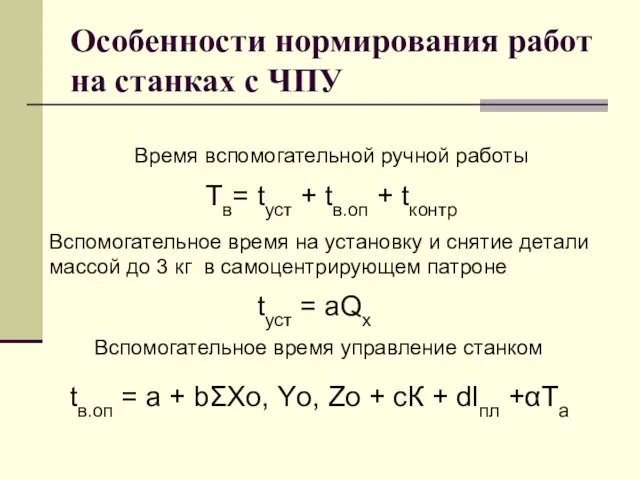
Особенности нормирования работ на станках с ЧПУ
Тв= tуст + tв.оп +
Особенности нормирования работ на станках с ЧПУ
Тв= tуст + tв.оп +
 Надворная Ю.Ю.Нир4
Надворная Ю.Ю.Нир4 Tsum банер для колонны
Tsum банер для колонны Церковь - это божье учреждение
Церковь - это божье учреждение Отчет Казаковой Виктории Сергеевны за 2016-2017 год. Фотоальбом
Отчет Казаковой Виктории Сергеевны за 2016-2017 год. Фотоальбом пр.Коммунистический,2
пр.Коммунистический,2 От плоскостного изображения к объёмному макету
От плоскостного изображения к объёмному макету Совет по катехизации Пермской епархии
Совет по катехизации Пермской епархии Родари Дж. Чем пахнут ремёсла
Родари Дж. Чем пахнут ремёсла Отчет по практике Организация видов работ при эксплуатации и реконструкции строительных объектов
Отчет по практике Организация видов работ при эксплуатации и реконструкции строительных объектов Разработка технологии производства бесшовных труб 25х2,5 мм
Разработка технологии производства бесшовных труб 25х2,5 мм Неделя безопасности
Неделя безопасности Склеивание деревянных изделий
Склеивание деревянных изделий 1 сентября - день знаний
1 сентября - день знаний Двигатель Kia Ceed 1.4
Двигатель Kia Ceed 1.4 Тақырыбы: Металл өндірісі кезіндегі қоршаған ортаны қорғау проблемалары
Тақырыбы: Металл өндірісі кезіндегі қоршаған ортаны қорғау проблемалары Внедрение и поддержка компьютерных систем
Внедрение и поддержка компьютерных систем Все профессии важны, все профессии нужны
Все профессии важны, все профессии нужны Автобусная остановка Я здесь
Автобусная остановка Я здесь Течения в исламе
Течения в исламе Коммутаторы
Коммутаторы Продукты природного преобразования нефтей
Продукты природного преобразования нефтей Аттестационная работа. Проектная деятельность младших классов
Аттестационная работа. Проектная деятельность младших классов Проектирование СЭС. Метод коэффициента расчетной активной мощности
Проектирование СЭС. Метод коэффициента расчетной активной мощности Геральдика автомобильных фирм
Геральдика автомобильных фирм Сырьё для производства цемента и строительной извести
Сырьё для производства цемента и строительной извести С днём рождения
С днём рождения 20180227_otkrytyy_urok_28_04_2015
20180227_otkrytyy_urok_28_04_2015 Роль религии в обществе
Роль религии в обществе