- Операции изготовления печатных плат (Часть II)

Содержание
- 2. Подготовка поверхности фольги и диэлектрика Подготовка поверхности фольги и диэлектрика включает в себя процессы очистки их
- 3. Металлизация Основные цели металлизации в производстве ПП: получение на стенках монтажных и переходных отверстий токопроводящего покрытия,
- 4. Химическое меднение - (ХМ) в производстве ПП применяется главным образом для получения на стенках отверстий токопроводящего
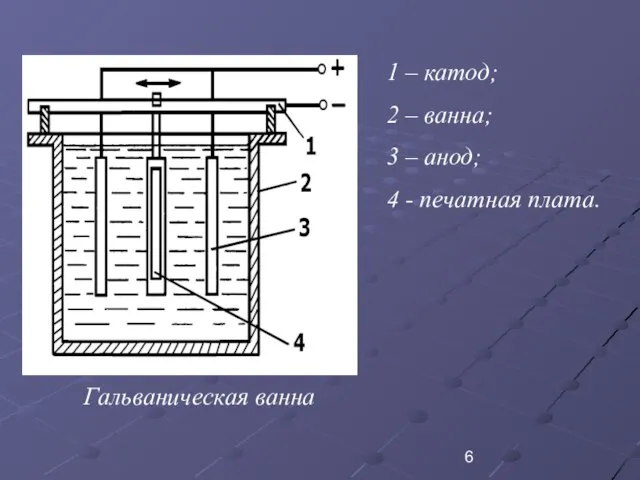
- 5. Гальваническая металлизация (ГМ) в производстве ПП обычно включает в себя следующие процессы: предварительное и основное меднение,
- 6. 1 – катод; 2 – ванна; 3 – анод; 4 - печатная плата.
- 7. Получение Контактные маски (КМ) в производстве ПП получают с использованием следующих видов резистов: фоторезисты, трафаретные краски
- 8. По выполняем функциям выделяют следующие типы КМ: КМ, защищающие медь в растворах травления. Гальваностойкие КМ. Более
- 9. Травление меди В производстве ПП участки меди, не защищенные резистом, обычно удаляют жидким химическим травлением. В
- 10. Схема установки струйного травления: 1 – заготовка; 2 – корпус; 3 – разбрызгивающее устройство; 4 –
- 11. Лужение В промышленности применяют два способа горячего лужения ПП. Первый способ - нанесение на плату расплавленного
- 13. Скачать презентацию
Подготовка поверхности
фольги и диэлектрика
Подготовка поверхности фольги и диэлектрика включает в
Подготовка поверхности
фольги и диэлектрика
Подготовка поверхности фольги и диэлектрика включает в
Металлизация
Основные цели металлизации в производстве ПП:
получение на стенках монтажных и
Металлизация
Основные цели металлизации в производстве ПП:
получение на стенках монтажных и
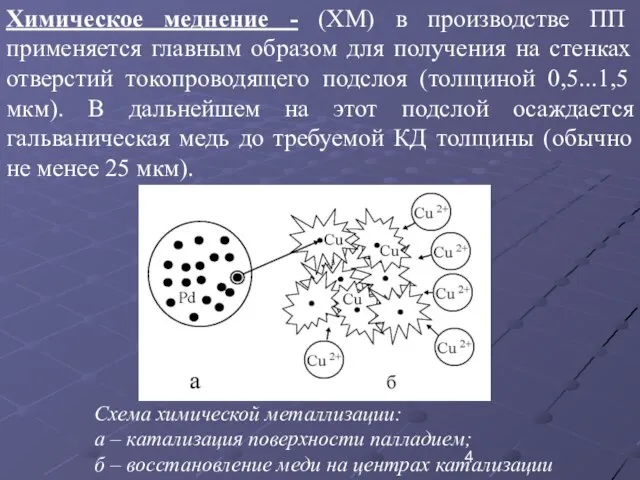
Химическое меднение - (ХМ) в производстве ПП применяется главным образом для
Химическое меднение - (ХМ) в производстве ПП применяется главным образом для
Гальваническая металлизация (ГМ) в производстве ПП обычно включает в себя следующие
Гальваническая металлизация (ГМ) в производстве ПП обычно включает в себя следующие
1 – катод;
2 – ванна;
3 – анод;
4 - печатная плата.
1 – катод;
2 – ванна;
3 – анод;
4 - печатная плата.
Получение
Контактные маски (КМ) в производстве ПП получают с использованием следующих видов
Получение
Контактные маски (КМ) в производстве ПП получают с использованием следующих видов

По выполняем функциям выделяют следующие типы КМ:
КМ, защищающие медь в растворах
По выполняем функциям выделяют следующие типы КМ:
КМ, защищающие медь в растворах
Травление меди
В производстве ПП участки меди, не защищенные резистом, обычно удаляют
Травление меди
В производстве ПП участки меди, не защищенные резистом, обычно удаляют
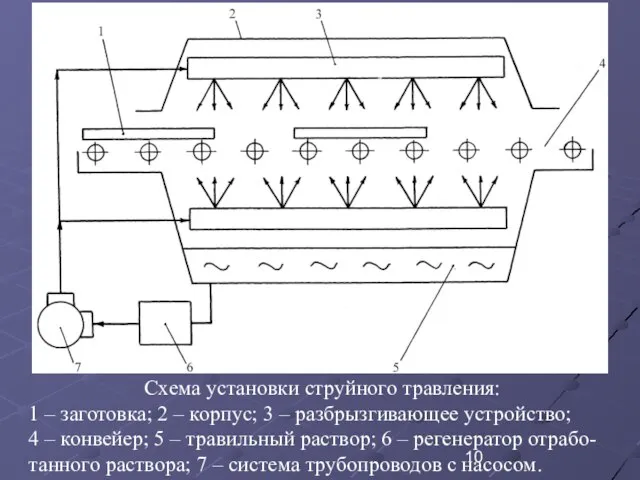
Схема установки струйного травления:
1 – заготовка; 2 – корпус; 3 –
Схема установки струйного травления:
1 – заготовка; 2 – корпус; 3 –
Лужение
В промышленности применяют два способа горячего лужения ПП.
Первый способ -
Лужение
В промышленности применяют два способа горячего лужения ПП.
Первый способ -
 Христос и его крест
Христос и его крест Прайс лист кроссовки Adidas yeezy Boost
Прайс лист кроссовки Adidas yeezy Boost Введение в электронику
Введение в электронику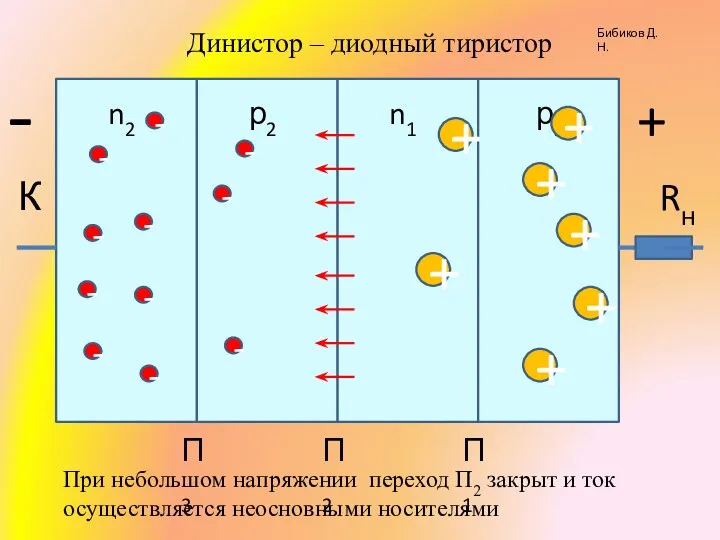 Динистор – диодный тиристор
Динистор – диодный тиристор Проектирование круизного продукта в сегменте событийного туризма, посвященного Году литературы Москва – Константиново – Москва
Проектирование круизного продукта в сегменте событийного туризма, посвященного Году литературы Москва – Константиново – Москва Энергия биомассы. Биогазовые установки
Энергия биомассы. Биогазовые установки Лекция 9. Отходы
Лекция 9. Отходы Литературные жанры в Библии
Литературные жанры в Библии Профилактика COVID-19 для студентов
Профилактика COVID-19 для студентов Біолігіміз жарасқан
Біолігіміз жарасқан Оборудование ГТИ
Оборудование ГТИ Естественное и искусственное лесовозобновление
Естественное и искусственное лесовозобновление Метрологія, технологічні вимірювання та прилади в нафтогазовій промисловості
Метрологія, технологічні вимірювання та прилади в нафтогазовій промисловості Сход 2021 Культура
Сход 2021 Культура Композиционный центр в костюме
Композиционный центр в костюме Предложения по внедрению новой стандартной окраски для подвижного состава МУП КТТУ
Предложения по внедрению новой стандартной окраски для подвижного состава МУП КТТУ PanTum_КПС1_отред
PanTum_КПС1_отред Ассоциативные листы
Ассоциативные листы Виды новостных сообщений
Виды новостных сообщений Отделение непрерывной разливки в составе конвертерного цеха с производительностью 8,5 млн тонн стали в год
Отделение непрерывной разливки в составе конвертерного цеха с производительностью 8,5 млн тонн стали в год 20131104_syurpriz_dlya_krokodila_geny
20131104_syurpriz_dlya_krokodila_geny Дербес компьютер
Дербес компьютер Собрание2
Собрание2 Развитие малоэтажного жилищного строительства Республики Крым
Развитие малоэтажного жилищного строительства Республики Крым Отчет измерений геометрии. Применение макросов. Таблица TNC
Отчет измерений геометрии. Применение макросов. Таблица TNC Презентация ТЭЦ-ГПУ
Презентация ТЭЦ-ГПУ Rodovod
Rodovod Государева дорога_01-08
Государева дорога_01-08