- Опиливание металла. Урок по курсу: Слесарное дело

Содержание
- 2. ЦЕЛЬ УРОКА: Научить учащихся правильно принимать рабочую стойку у тисков при опиливании металла, правильной хватке напильника,
- 3. При изучении темы учащимся предстоит усвоить целый комплекс приёмов, а именно: Научиться принимать правильную рабочую стойку
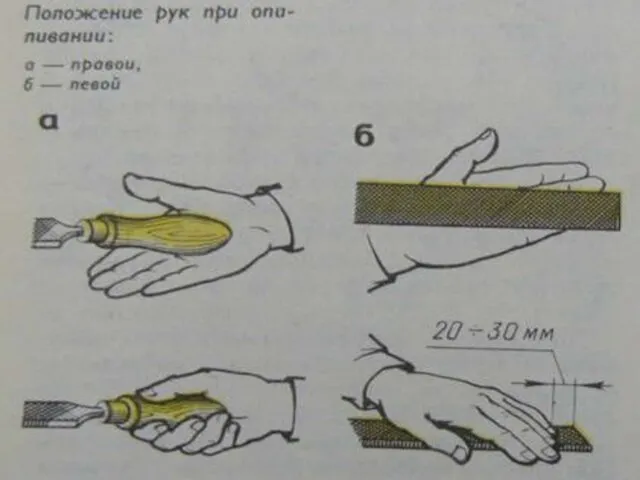
- 4. Ручное опиливание металла.
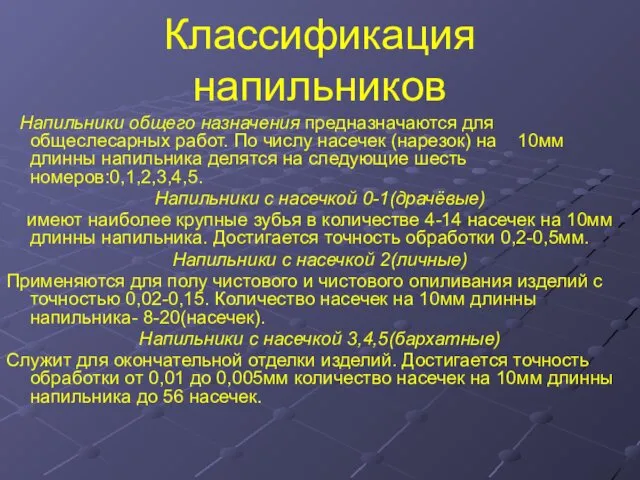
- 5. Классификация напильников Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 10мм длинны
- 6. Профили поперечного сечения напильника.
- 7. Типы насечек и геометрия режущего зуба.
- 18. Механизированное опиливание.
- 20. Напильники машинные.
- 21. Бор - головки.
- 22. Диски.
- 23. Причины брака. Неровности поверхностей (горбы) и завалы краев заготовки как результат неумения пользоваться напильником. Вмятины или
- 25. Скачать презентацию
ЦЕЛЬ УРОКА: Научить учащихся правильно принимать рабочую стойку у тисков при
ЦЕЛЬ УРОКА: Научить учащихся правильно принимать рабочую стойку у тисков при
При изучении темы учащимся предстоит усвоить целый комплекс приёмов, а
При изучении темы учащимся предстоит усвоить целый комплекс приёмов, а
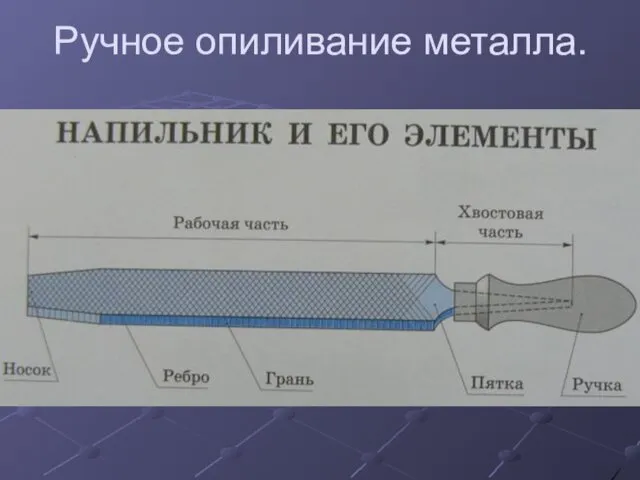
Ручное опиливание металла.
Ручное опиливание металла.
Классификация напильников
Напильники общего назначения предназначаются для общеслесарных работ. По числу
Классификация напильников
Напильники общего назначения предназначаются для общеслесарных работ. По числу
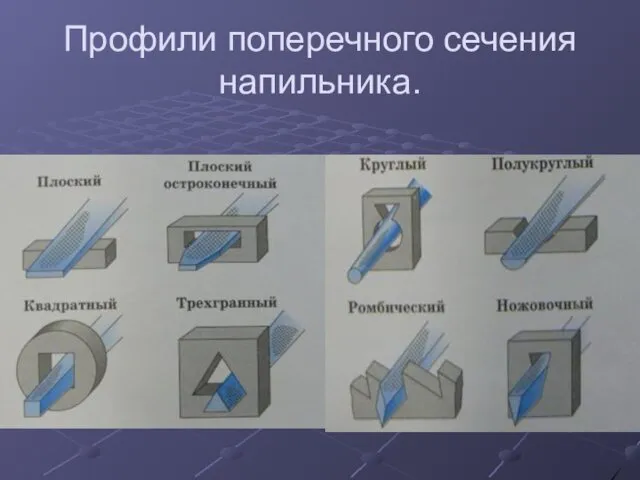
Профили поперечного сечения напильника.
Профили поперечного сечения напильника.

Типы насечек и геометрия режущего зуба.
Типы насечек и геометрия режущего зуба.









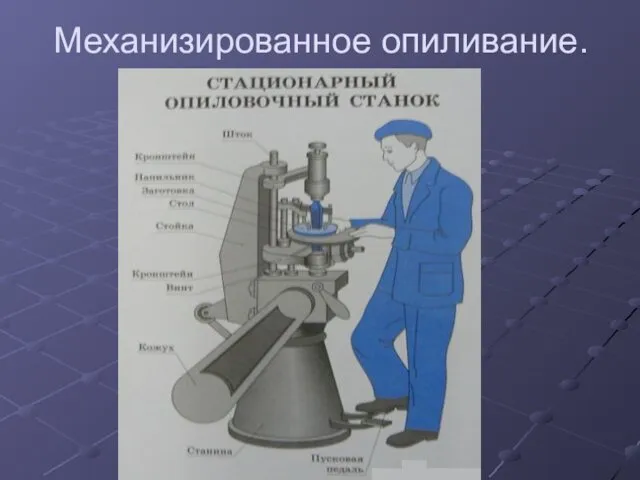
Механизированное опиливание.
Механизированное опиливание.

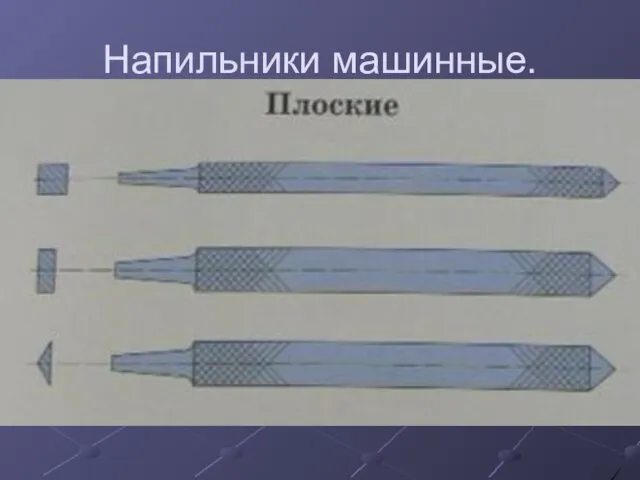
Напильники машинные.
Напильники машинные.

Бор - головки.
Бор - головки.
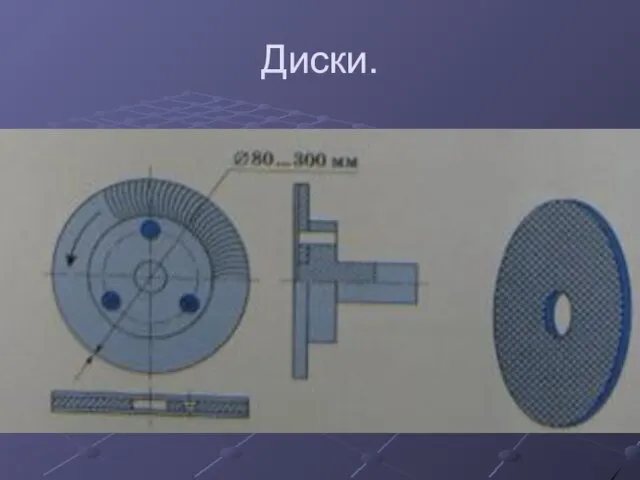
Диски.
Диски.
Причины брака.
Неровности поверхностей (горбы) и завалы краев заготовки как результат неумения
Причины брака.
Неровности поверхностей (горбы) и завалы краев заготовки как результат неумения
 Религиозные взгляды различных социальных категорий населения
Религиозные взгляды различных социальных категорий населения Синхронные машины
Синхронные машины лекция 2 - презентация
лекция 2 - презентация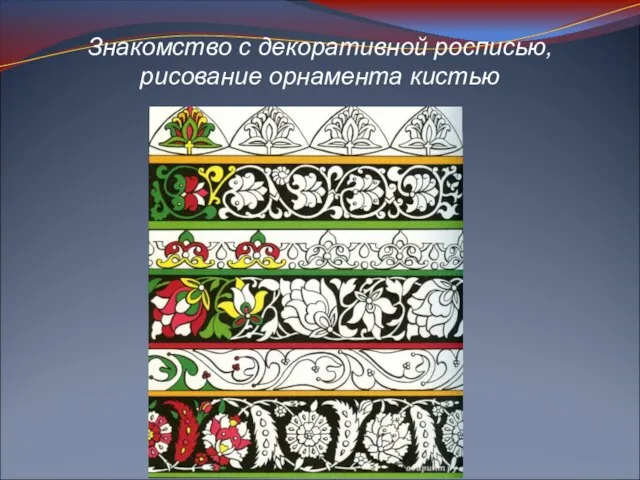 Знакомство с декоративной росписью, рисование орнамента кистью
Знакомство с декоративной росписью, рисование орнамента кистью Четыре свечи
Четыре свечи Организация и технология предоставления услуг технического осмотра автомобилей ОТО Сервис, РБ, г. Брест. Шаблон
Организация и технология предоставления услуг технического осмотра автомобилей ОТО Сервис, РБ, г. Брест. Шаблон Схемы электроснабжения города
Схемы электроснабжения города Виртуальная экскурсия Сердце отдано людям
Виртуальная экскурсия Сердце отдано людям Сравнительный анализ личности, индивидуальности, индивидуума и т.д
Сравнительный анализ личности, индивидуальности, индивидуума и т.д Автоматизация производства ИВТ
Автоматизация производства ИВТ ПАМЯТЬ
ПАМЯТЬ trte
trte Католический мир. Мировая конфессиональная структура
Католический мир. Мировая конфессиональная структура Анализ добывающих возможностей скважин на Шершневского месторождении
Анализ добывающих возможностей скважин на Шершневского месторождении НАША ГАЛАКТИКА Толстошеев Сергей
НАША ГАЛАКТИКА Толстошеев Сергей Религии мира. Ислам
Религии мира. Ислам Droga Krzyżowa Dla Osób Rozeznających Swoje Powołanie
Droga Krzyżowa Dla Osób Rozeznających Swoje Powołanie Отдел петербурговедения
Отдел петербурговедения Интерактивная раскраска. Портрет для друга. Математика 4 класс. Чигусова М.В
Интерактивная раскраска. Портрет для друга. Математика 4 класс. Чигусова М.В Итоги работы предприятий агропромышленного комплекса Жлобинского района за январь-июль 2019 года
Итоги работы предприятий агропромышленного комплекса Жлобинского района за январь-июль 2019 года Косилки общего назначения КС-2,1 и КРН-2,1
Косилки общего назначения КС-2,1 и КРН-2,1 Международный день числа Пи
Международный день числа Пи Turg'unboyeva Nafisa
Turg'unboyeva Nafisa Ткачество на раме
Ткачество на раме Берёзка белоствольная
Берёзка белоствольная Дорога, её элементы и правила поведения на ней
Дорога, её элементы и правила поведения на ней Студенческое конструкторское бюро Ветер
Студенческое конструкторское бюро Ветер the political party Yabloko
the political party Yabloko