- Педпрофильные курсы Сварочных дел мастер

Содержание
- 2. Расписание 9-00 - 9-30 1 подключение/занятие онлайн 9-30 - 9-45 Перерыв 9-45 - 10-25 2 подключение/занятие
- 3. Теоретические сведения по основам ручной дуговой сварки Как и в случае с другими способами сварки, РД
- 4. Преимущества ручной дуговой сварки Как и в случае с другими способами сварки, у РД преимущества и
- 5. Источники питания Для сварки РДС используются следующие источники питания: Трансформатор. Редко используемый источник питания для ручной
- 6. Способы зажигания сварочной дуги КАСАНИЕМ ЧИРКАНЬЕМ
- 7. Длина сварочной дуги
- 8. Движение электрода при ручной дуговой сварке
- 9. Схемы и виды рабочих мест
- 10. Пространственное расположение сварщика
- 11. Правила техники безопасности и пожарной безопасности - 1 час при выполнении работ нельзя отвлекаться. Нужно постоянно
- 12. МАЛОАМПЕРНЫЙ ДУГОВОЙ ТРЕНАЖЕР СВАРЩИКА ТСДМ-6010
- 13. Тренажер сварщика ТСДМ 6010 Назначение и основные технические характеристики тренажера сварщика ТСДМ 6010: Тренажер сварщика ТСДМ
- 14. Описание органов управления ТСДМ 6010
- 17. Скачать презентацию
Расписание
9-00 - 9-30 1 подключение/занятие онлайн
9-30 - 9-45 Перерыв
9-45 - 10-25 2
Расписание
9-00 - 9-30 1 подключение/занятие онлайн
9-30 - 9-45 Перерыв
9-45 - 10-25 2
Теоретические сведения по основам ручной дуговой сварки
Как и в случае
Теоретические сведения по основам ручной дуговой сварки
Как и в случае
Преимущества ручной дуговой сварки
Как и в случае с другими способами сварки,
Преимущества ручной дуговой сварки
Как и в случае с другими способами сварки,
Источники питания
Для сварки РДС используются следующие источники питания:
Трансформатор. Редко используемый
Источники питания
Для сварки РДС используются следующие источники питания:
Трансформатор. Редко используемый
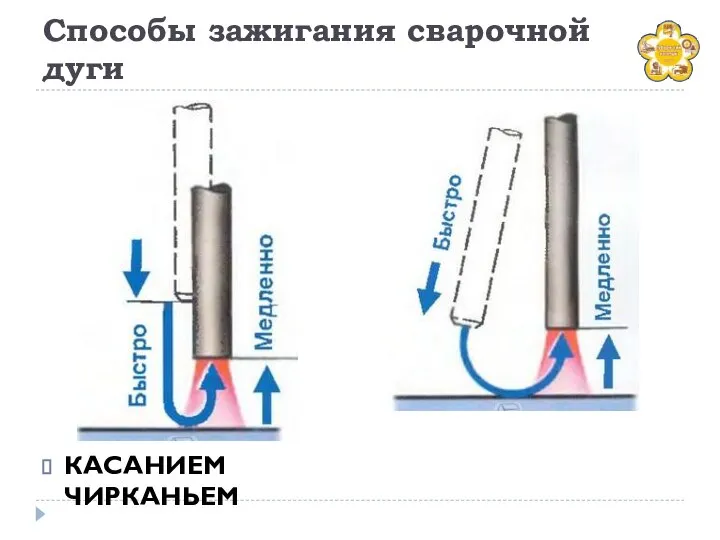
Способы зажигания сварочной дуги
КАСАНИЕМ ЧИРКАНЬЕМ
Способы зажигания сварочной дуги
КАСАНИЕМ ЧИРКАНЬЕМ
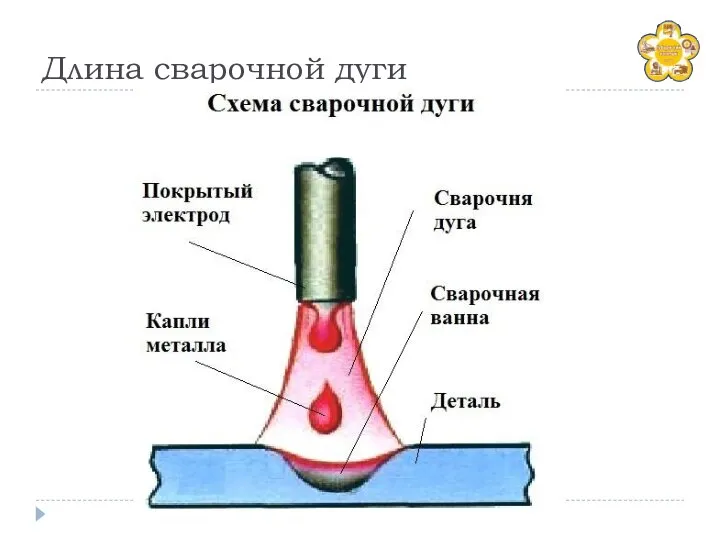
Длина сварочной дуги
Длина сварочной дуги
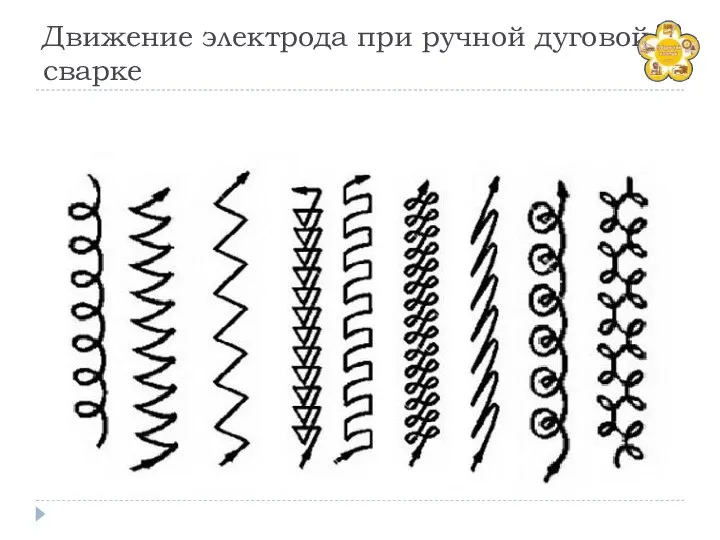
Движение электрода при ручной дуговой сварке
Движение электрода при ручной дуговой сварке
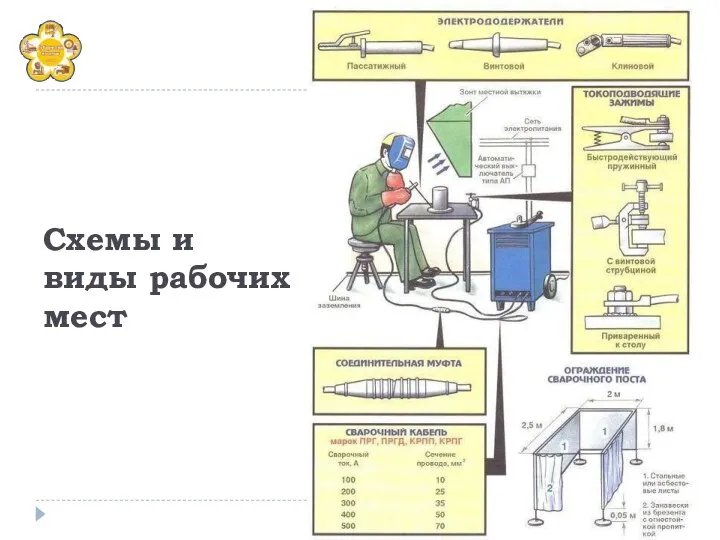
Схемы и виды рабочих мест
Схемы и виды рабочих мест
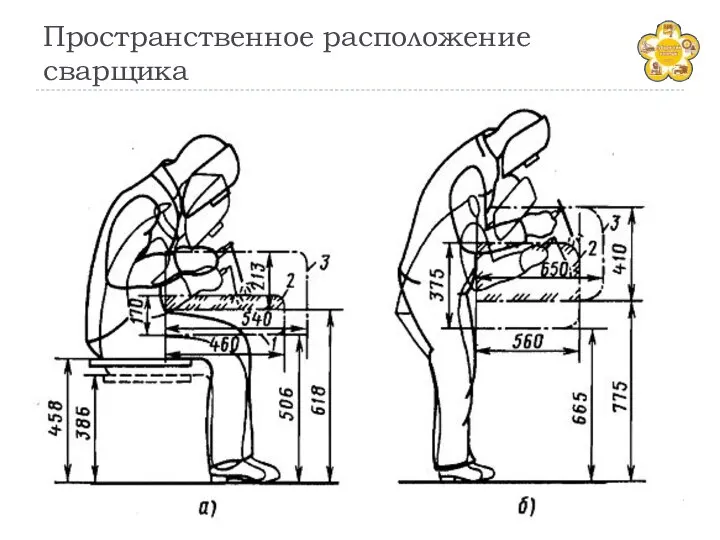
Пространственное расположение сварщика
Пространственное расположение сварщика
Правила техники безопасности и пожарной безопасности - 1 час
при выполнении
Правила техники безопасности и пожарной безопасности - 1 час
при выполнении

МАЛОАМПЕРНЫЙ ДУГОВОЙ ТРЕНАЖЕР СВАРЩИКА ТСДМ-6010
МАЛОАМПЕРНЫЙ ДУГОВОЙ ТРЕНАЖЕР СВАРЩИКА ТСДМ-6010
Тренажер сварщика ТСДМ 6010
Назначение и основные технические характеристики тренажера
Тренажер сварщика ТСДМ 6010
Назначение и основные технические характеристики тренажера

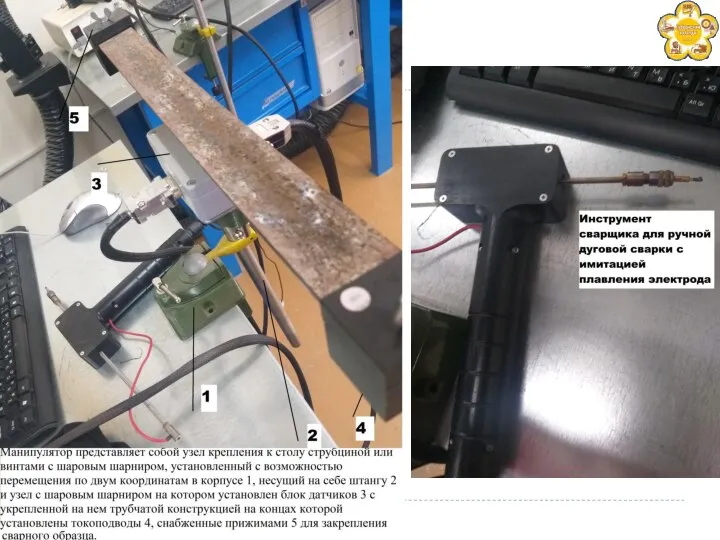
Описание органов управления ТСДМ 6010
Описание органов управления ТСДМ 6010
 Презентация
Презентация Соединение костей пояса и свободной части верхней конечности
Соединение костей пояса и свободной части верхней конечности Поліський заповідник
Поліський заповідник Е-Кампус 2
Е-Кампус 2 моряк
моряк Зимняя дорога
Зимняя дорога In Harmony with the World
In Harmony with the World пункция щитовидной железы
пункция щитовидной железы Мой любимый город Набережные Челны
Мой любимый город Набережные Челны Автоматизированная производственная линия по изготовлению профилей ЛСТК (легкие стальные тонкостенные конструкции)
Автоматизированная производственная линия по изготовлению профилей ЛСТК (легкие стальные тонкостенные конструкции) 20120409_krymskaya_voyna1853-1856_gg_034
20120409_krymskaya_voyna1853-1856_gg_034 20160426_obobshchayushchiy_urok
20160426_obobshchayushchiy_urok Переработка изношенных автошин в г. Альметьевске
Переработка изношенных автошин в г. Альметьевске app
app Ремонт корпуса автосцепки СА-3
Ремонт корпуса автосцепки СА-3 Словарный диктант по теме Безударная гласная в корне, проверяемая ударением. 3 класс
Словарный диктант по теме Безударная гласная в корне, проверяемая ударением. 3 класс 20130619_hvorikova_lyubov_venidiktovna_literaturnoe_kraevedenie_0
20130619_hvorikova_lyubov_venidiktovna_literaturnoe_kraevedenie_0 Изучение особенностей электрических сетей Smart grid
Изучение особенностей электрических сетей Smart grid Автоматический радиокомпас KR-87
Автоматический радиокомпас KR-87 Смолины Юрий Николаевич и Мария Тимофеевна
Смолины Юрий Николаевич и Мария Тимофеевна О мониторингах в медицинских организациях Тюменской области
О мониторингах в медицинских организациях Тюменской области 20150228_kompyuternyy_praktikum_dlya_logopeda_-_chast_2
20150228_kompyuternyy_praktikum_dlya_logopeda_-_chast_2 Группа Светотехника. Отдел категорийного менеджмента
Группа Светотехника. Отдел категорийного менеджмента Мыслим логически
Мыслим логически Электрические измерения. Общие сведения об измерениях
Электрические измерения. Общие сведения об измерениях Технология выполнения мозаики
Технология выполнения мозаики Бесплатный_шаблон_презентаций_14
Бесплатный_шаблон_презентаций_14 13 (1)
13 (1)