- Поверхность электротехнической анизотропной стали

Содержание
- 2. Выплавка стали кислородно-конвертерным способом. После получения необходимого химического состава непрерывная разливка на криволинейной машине в слябы.
- 3. Нагрев непрерывно-литых слябов в методических печах до температур 1260..1280°С в течение 3.5…4 часов. Горячая прокатка слябов
- 4. Схема производства ЭАС по нитридно-медной технологии Тема 4
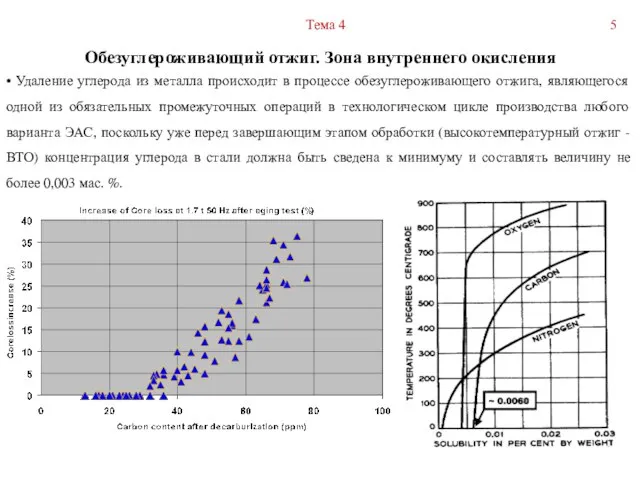
- 5. Обезуглероживающий отжиг. Зона внутреннего окисления Тема 4 • Удаление углерода из металла происходит в процессе обезуглероживающего
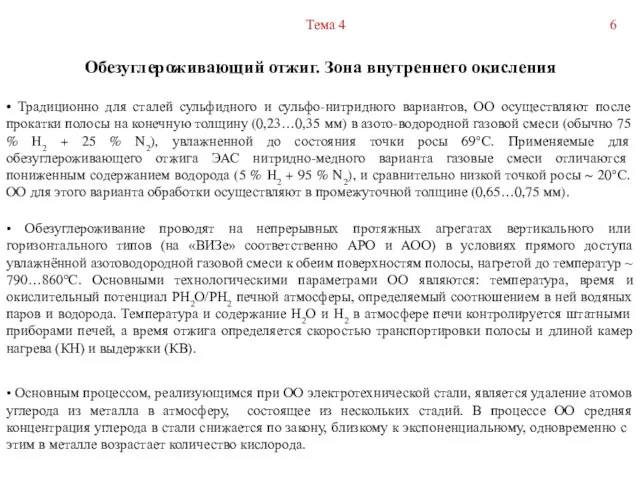
- 6. Обезуглероживающий отжиг. Зона внутреннего окисления Тема 4 • Традиционно для сталей сульфидного и сульфо-нитридного вариантов, ОО
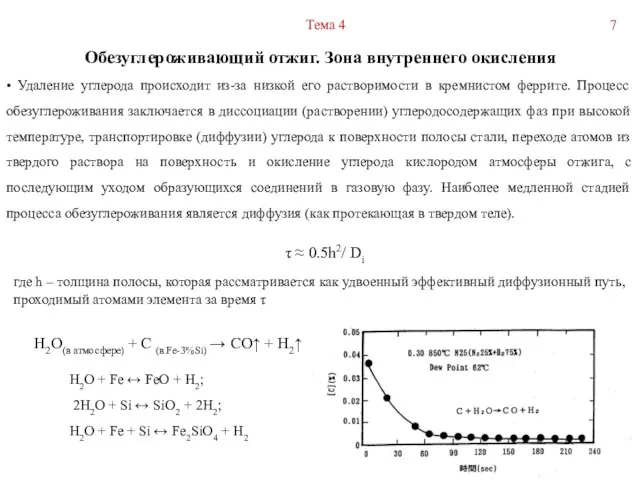
- 7. Обезуглероживающий отжиг. Зона внутреннего окисления Тема 4 τ ≈ 0.5h2/ Di где h – толщина полосы,
- 8. Обезуглероживающий отжиг. Зона внутреннего окисления Тема 4
- 9. FeO Fe+ H2O→FeO+ H2 SiO2+Fe+2H2O→Fe2SiO4+2H2 Si+2H2O→SiO2+H2 Silica Fayalite Temperature(℃) 5. Heat stability of Oxides by partial
- 10. Тема 4 Зона внутреннего окисления
- 11. * Microstructure of Base Coating Oxidative defects (Fe-mound, Oxidized color change) Structure exposure / peel-off glass
- 12. Схема изменений химического состава и структуры поверхности ЭАС при нанесении термостойкого покрытия и последующем высокотемпературном отжиге
- 13. Изменение структуры поверхностного слоя ЭАС на различных стадиях ее обработки Тема 4
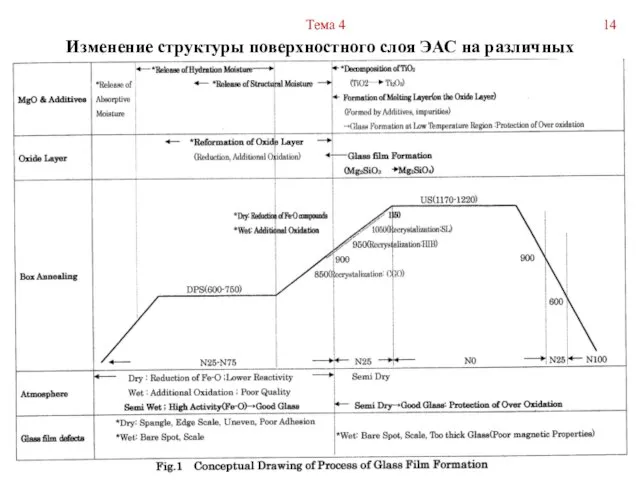
- 14. Изменение структуры поверхностного слоя ЭАС на различных стадиях ее обработки Тема 4
- 15. Тема 4 • Последней стадией формирования покрытия является нанесение на поверхность стали водного раствора смеси Al(OH)3,
- 16. • В условиях сложности технологических процессов, различного уровня состояния действующего оборудования и культуры производства на рулонах
- 17. Дефекты сплошности ЭАС. Газовые пузыри (09), плены (09), вкатанная окалина и выкрошка (010), дыры, заломы (603),
- 18. 009 – «Дыры (плена до дыр)» 029 – «сварка по плене или по газовому пузырю» В
- 19. 603 – «Заломы по кромке» 522 – «Разрывы по границам зерен» Преимущественно по кромкам в конце
- 20. Дефекты геометрии ЭАС. Неплоскостность (наддав ВТО (501), местный короб (202), продольный наддав (604), вытяжка (607), термический
- 21. 501 – «Наддав ВТО» Наиболее вероятное месторасположение: кромка полосы со стороны посада Причина образования: деформация кромки
- 22. 604 – «Продольный надав» 607 – «Вытяжка» по всей длине рулона на некотором расстоянии от кромки
- 23. Дефекты поверхности и категорийность Дефекты, связанные с прямым окислением поверхности ЭАС: разводы (500), окисление (305, 405,
- 24. 500 – «Развод» Место расположения: кромка внешних витков рулона, наиболее выражен на стороне противоположной посаду на
- 25. 305 – «Окисление по плоскости», 405, 505 – «Распаковочное окисление» 305 Степень выраженности: средняя 305 Степень
- 26. 306, 406, 506 – «Пятна без грунта» 306 Степень выраженности: легкая 306 Степень выраженности: средняя 406
- 27. 508 – «Не смытый MgO» 542 – «Зерно» 508 Степень выраженности: средняя 508 Степень выраженности: легкая
- 28. 437 – «Крапчатость» на внешних витках рулона по всей поверхности полосы по всей длине полосы на
- 29. Дефекты поверхности и категорийность Дефекты приготовления и нанесения суспензии термостойкого покрытия: полосчатость (425), рябизна (423), точки
- 30. 423 – «Рябизна» 425 – «Полосчатость» 423 Степень выраженности: средняя 423 Степень выраженности: легкая 425 Степень
- 31. 411 – «Точки MgO» 421 – «Продольная шероховатость» 411 Степень выраженности: средняя 411 Степень выраженности: легкая
- 32. 441 – «Темные точки на грунте» 441 Степень выраженности: средняя 441 Степень выраженности: легкая Наиболее вероятное
- 33. Дефекты поверхности и категорийность Дефекты, связанные с приготовлением и нанесением электроизоляционного покрытия: “S-2» (633), пятна без
- 34. 606 – «Пятна без электроизоляционного покрытия» 627 – «Следы раствора» 606 Степень выраженности: средняя 606 Степень
- 36. Скачать презентацию
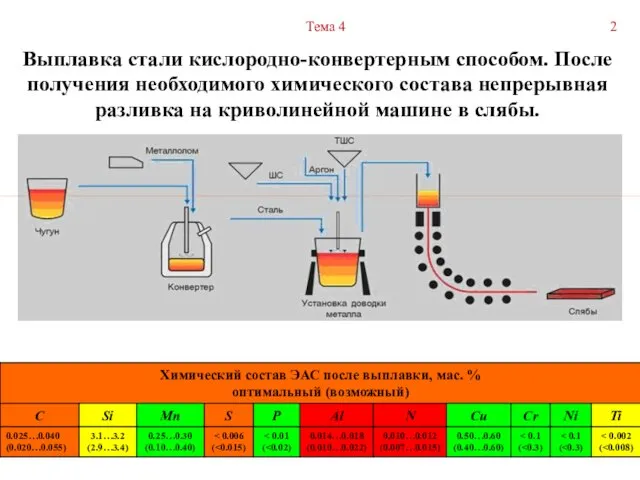
Выплавка стали кислородно-конвертерным способом. После получения необходимого химического состава непрерывная разливка
Выплавка стали кислородно-конвертерным способом. После получения необходимого химического состава непрерывная разливка

Нагрев непрерывно-литых слябов в методических печах до температур 1260..1280°С в течение
Нагрев непрерывно-литых слябов в методических печах до температур 1260..1280°С в течение

Схема производства ЭАС по нитридно-медной технологии
Тема 4
Схема производства ЭАС по нитридно-медной технологии
Тема 4
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
• Удаление углерода из металла происходит
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
• Удаление углерода из металла происходит
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
• Традиционно для сталей сульфидного и
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
• Традиционно для сталей сульфидного и
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
τ ≈ 0.5h2/ Di
где h –
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
τ ≈ 0.5h2/ Di
где h –

Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
Обезуглероживающий отжиг. Зона внутреннего окисления
Тема 4
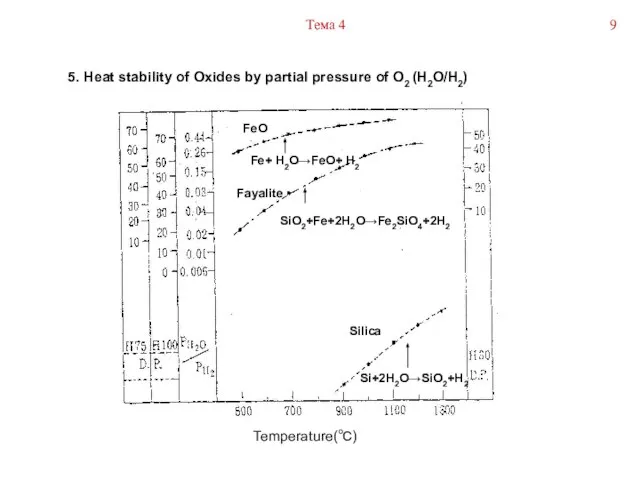
FeO
Fe+ H2O→FeO+ H2
SiO2+Fe+2H2O→Fe2SiO4+2H2
Si+2H2O→SiO2+H2
Silica
Fayalite
Temperature(℃)
5. Heat stability of Oxides by partial pressure
FeO
Fe+ H2O→FeO+ H2
SiO2+Fe+2H2O→Fe2SiO4+2H2
Si+2H2O→SiO2+H2
Silica
Fayalite
Temperature(℃)
5. Heat stability of Oxides by partial pressure
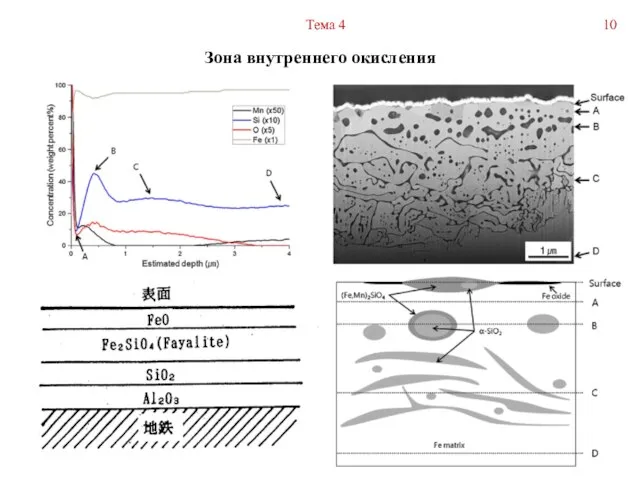
Тема 4
Зона внутреннего окисления
Тема 4
Зона внутреннего окисления
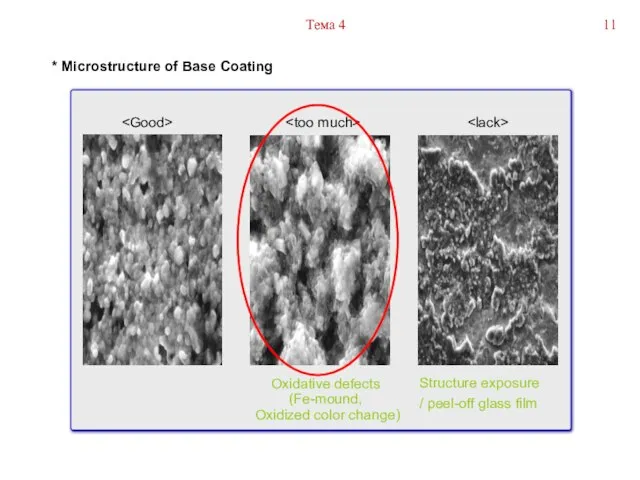
* Microstructure of Base Coating
Oxidative defects
(Fe-mound,
Oxidized color change)
Structure
* Microstructure of Base Coating Oxidative defects Structure
(Fe-mound,
Oxidized color change)
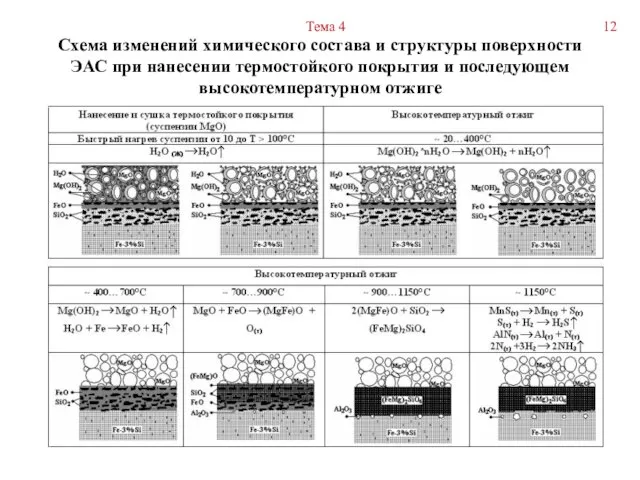
Схема изменений химического состава и структуры поверхности ЭАС при нанесении термостойкого
Схема изменений химического состава и структуры поверхности ЭАС при нанесении термостойкого
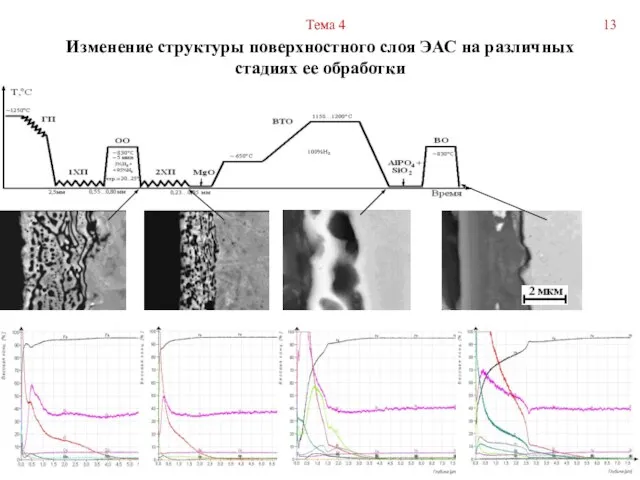
Изменение структуры поверхностного слоя ЭАС на различных стадиях ее обработки
Тема
Изменение структуры поверхностного слоя ЭАС на различных стадиях ее обработки
Тема
Изменение структуры поверхностного слоя ЭАС на различных стадиях ее обработки
Тема
Изменение структуры поверхностного слоя ЭАС на различных стадиях ее обработки
Тема
Тема 4
• Последней стадией формирования покрытия является нанесение на поверхность стали
Тема 4
• Последней стадией формирования покрытия является нанесение на поверхность стали

• В условиях сложности технологических процессов, различного уровня состояния действующего оборудования
• В условиях сложности технологических процессов, различного уровня состояния действующего оборудования
Дефекты сплошности ЭАС.
Газовые пузыри (09), плены (09), вкатанная окалина и
Дефекты сплошности ЭАС.
Газовые пузыри (09), плены (09), вкатанная окалина и
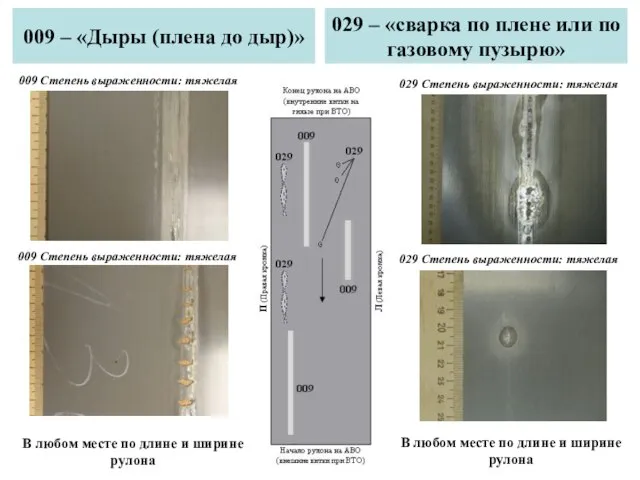
009 – «Дыры (плена до дыр)»
029 – «сварка по плене или
009 – «Дыры (плена до дыр)»
029 – «сварка по плене или

603 – «Заломы по кромке»
522 – «Разрывы по границам зерен»
Преимущественно по
603 – «Заломы по кромке»
522 – «Разрывы по границам зерен»
Преимущественно по
Дефекты геометрии ЭАС.
Неплоскостность (наддав ВТО (501), местный короб (202), продольный
Дефекты геометрии ЭАС.
Неплоскостность (наддав ВТО (501), местный короб (202), продольный
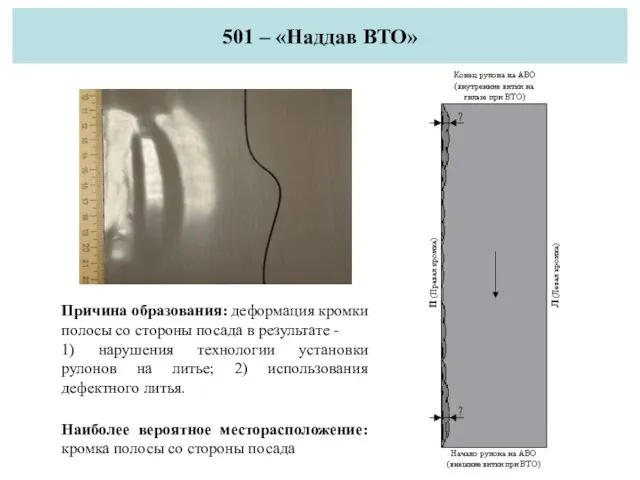
501 – «Наддав ВТО»
Наиболее вероятное месторасположение: кромка полосы со стороны посада
Причина
501 – «Наддав ВТО»
Наиболее вероятное месторасположение: кромка полосы со стороны посада
Причина
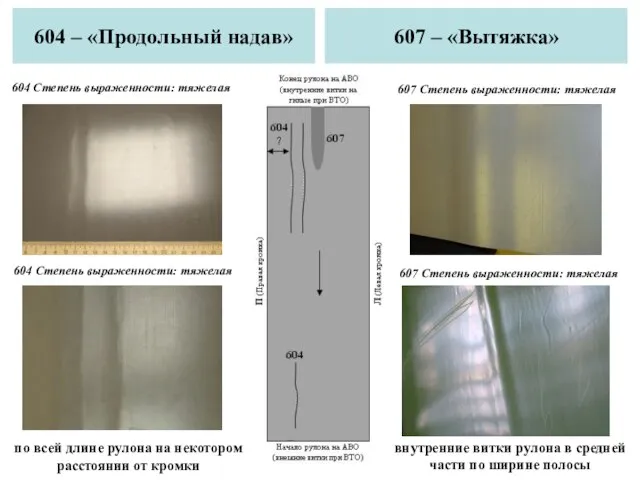
604 – «Продольный надав»
607 – «Вытяжка»
по всей длине рулона на некотором
604 – «Продольный надав»
607 – «Вытяжка»
по всей длине рулона на некотором
Дефекты поверхности и категорийность
Дефекты, связанные с прямым окислением поверхности ЭАС: разводы
Дефекты поверхности и категорийность
Дефекты, связанные с прямым окислением поверхности ЭАС: разводы

500 – «Развод»
Место расположения: кромка внешних витков рулона, наиболее выражен на
500 – «Развод»
Место расположения: кромка внешних витков рулона, наиболее выражен на

305 – «Окисление по плоскости», 405, 505 – «Распаковочное окисление»
305 Степень
305 – «Окисление по плоскости», 405, 505 – «Распаковочное окисление»
305 Степень
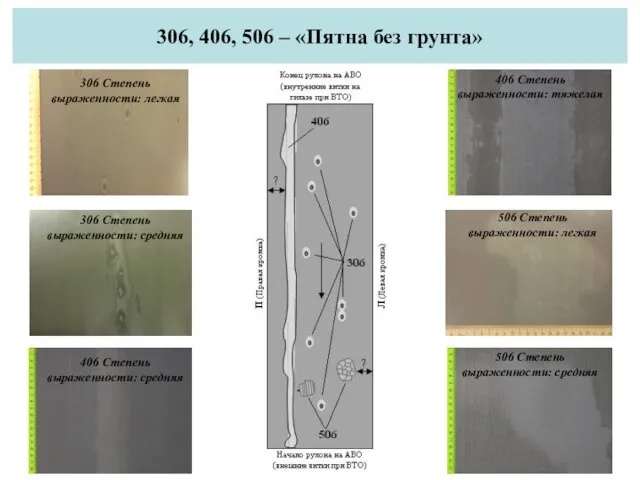
306, 406, 506 – «Пятна без грунта»
306 Степень выраженности: легкая
306 Степень
306, 406, 506 – «Пятна без грунта»
306 Степень выраженности: легкая
306 Степень
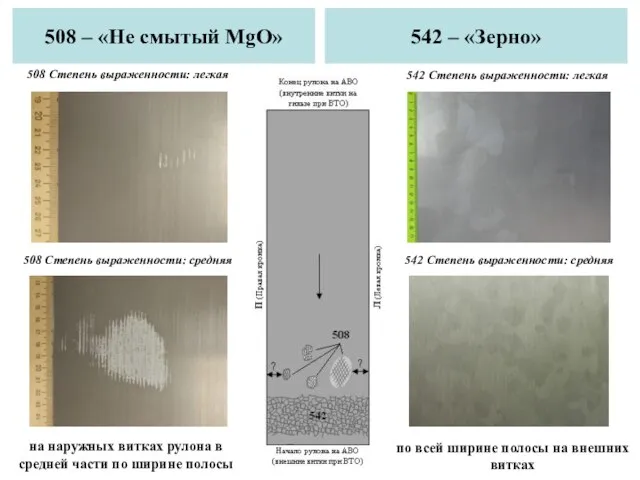
508 – «Не смытый MgO»
542 – «Зерно»
508 Степень выраженности: средняя
508 Степень
508 – «Не смытый MgO»
542 – «Зерно»
508 Степень выраженности: средняя
508 Степень
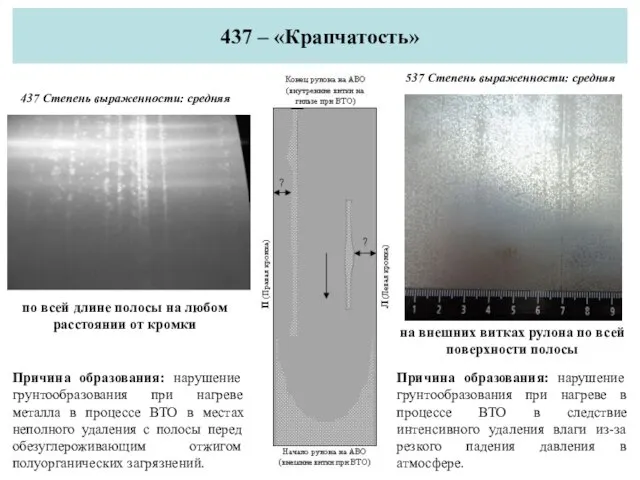
437 – «Крапчатость»
на внешних витках рулона по всей поверхности полосы
по
437 – «Крапчатость»
на внешних витках рулона по всей поверхности полосы
по
Дефекты поверхности и категорийность
Дефекты приготовления и нанесения суспензии термостойкого покрытия: полосчатость
Дефекты поверхности и категорийность
Дефекты приготовления и нанесения суспензии термостойкого покрытия: полосчатость
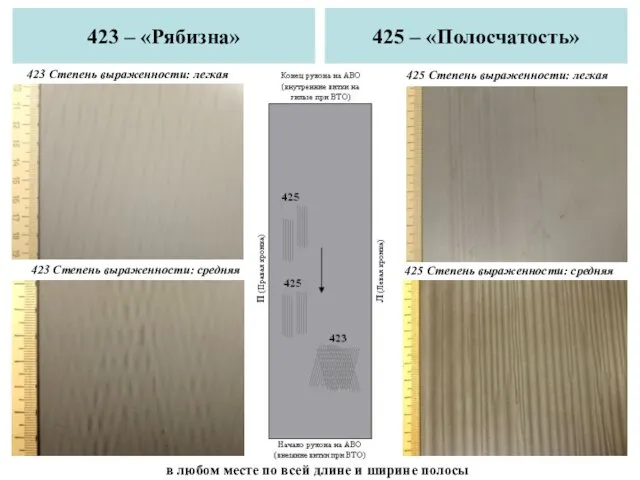
423 – «Рябизна»
425 – «Полосчатость»
423 Степень выраженности: средняя
423 Степень выраженности: легкая
425
423 – «Рябизна»
425 – «Полосчатость»
423 Степень выраженности: средняя
423 Степень выраженности: легкая
425
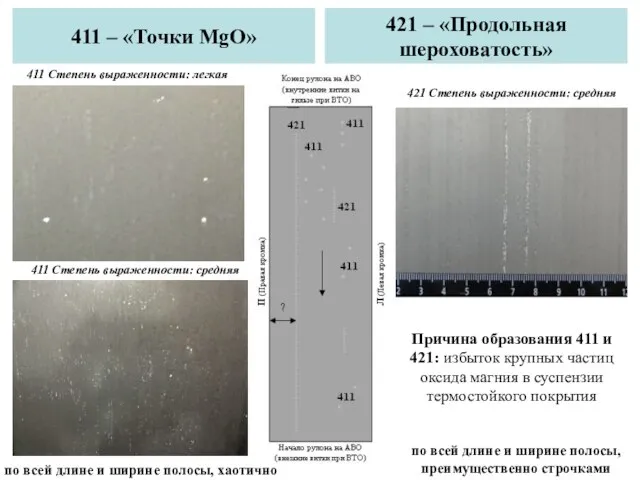
411 – «Точки MgO»
421 – «Продольная шероховатость»
411 Степень выраженности: средняя
411 Степень
411 – «Точки MgO»
421 – «Продольная шероховатость»
411 Степень выраженности: средняя
411 Степень
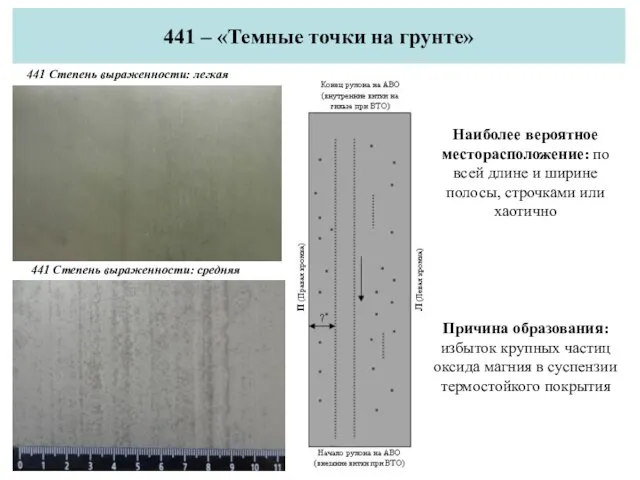
441 – «Темные точки на грунте»
441 Степень выраженности: средняя
441 Степень выраженности:
441 – «Темные точки на грунте»
441 Степень выраженности: средняя
441 Степень выраженности:
Дефекты поверхности и категорийность
Дефекты, связанные с приготовлением и нанесением электроизоляционного покрытия:
Дефекты поверхности и категорийность
Дефекты, связанные с приготовлением и нанесением электроизоляционного покрытия:
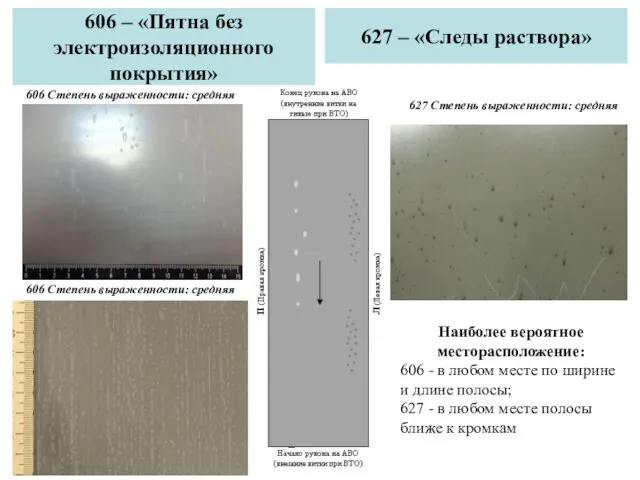
606 – «Пятна без электроизоляционного покрытия»
627 – «Следы раствора»
606 Степень выраженности:
606 – «Пятна без электроизоляционного покрытия»
627 – «Следы раствора»
606 Степень выраженности:
 Специальное предложение по автострахованию в Москве и МО для сотрудников ОАО “ МАБ Темпбанк
Специальное предложение по автострахованию в Москве и МО для сотрудников ОАО “ МАБ Темпбанк Химические производства в ОАО ОЭЗ Алабуга Республики Татарстан
Химические производства в ОАО ОЭЗ Алабуга Республики Татарстан AZORI_TRENDS_2022
AZORI_TRENDS_2022 Контрольная
Контрольная Metodica de ameliorarea pregătirii fizice la bărbați de vârstă tânără prin mijloacele fitnessului
Metodica de ameliorarea pregătirii fizice la bărbați de vârstă tânără prin mijloacele fitnessului Что можно сделать со своим телом
Что можно сделать со своим телом Religion in the USA
Religion in the USA Клочкова Валерия КСОШ №2
Клочкова Валерия КСОШ №2 20140202_muzykalnyy_folklor
20140202_muzykalnyy_folklor 20120417_prezentaciya_8
20120417_prezentaciya_8 Дамир бажа
Дамир бажа сваттинг0111111
сваттинг0111111 ЛОР мүшелерінің жарақаттары
ЛОР мүшелерінің жарақаттары Назначение и порядок установления норм расхода авиатоплива, горючего, масел, смазок и специальных жидкостей
Назначение и порядок установления норм расхода авиатоплива, горючего, масел, смазок и специальных жидкостей Классификация кормов. Энергетическая питательность и качественные характеристики кормов
Классификация кормов. Энергетическая питательность и качественные характеристики кормов Информация о ходе жилищного строительства на территории Петрозаводского городского округа в 2010 году
Информация о ходе жилищного строительства на территории Петрозаводского городского округа в 2010 году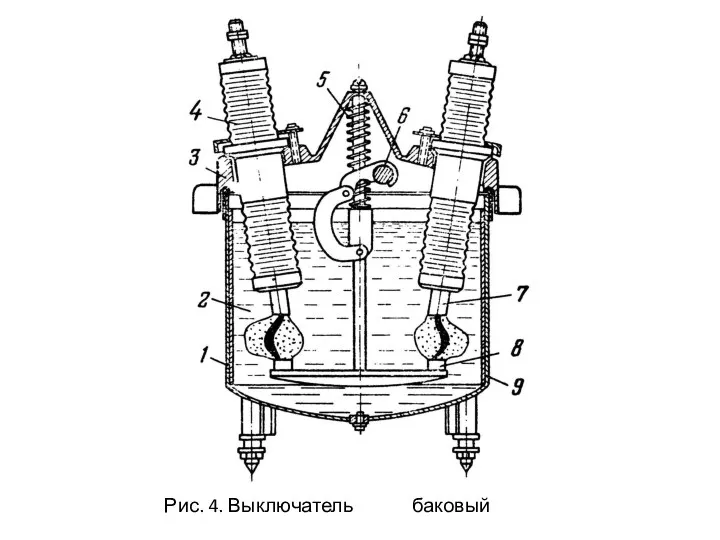 Выключатель баковый
Выключатель баковый Общая технология шатохин максим группа 12Б
Общая технология шатохин максим группа 12Б Корма и технология кормления клариевого сома
Корма и технология кормления клариевого сома Похожие и разные
Похожие и разные Цифровая схемотехника. Потенциальный и динамический D триггеры. T и JK триггеры
Цифровая схемотехника. Потенциальный и динамический D триггеры. T и JK триггеры Моя семья в Великой Отечественной войне
Моя семья в Великой Отечественной войне Wise men say
Wise men say Белгород православный
Белгород православный Сдача электроподвижного состава на линии
Сдача электроподвижного состава на линии 20180126_urok_literatury_v_9_klasse_liricheskiy_geroy_m.yu_.lermontova
20180126_urok_literatury_v_9_klasse_liricheskiy_geroy_m.yu_.lermontova Технология однослойной штукатурки
Технология однослойной штукатурки 20140226_fizminutka
20140226_fizminutka