- Принцип работы пресса окончательной формовки

Содержание
- 2. Производственная практика на АО «ВМЗ» Руководитель практики ФИО
- 3. Цели и задачи Письменной экзаменационной работы Анализ работы пресса окончательной формовки ТЭСЦ-4 Цель Задачи Описать технологический
- 4. Технология производства труб большого диаметра в ТЭСЦ-4 Сортамент
- 5. Пресс окончательной формовки и его техническая характеристика Гидравлический пресс усилием 500МН предназначен для окончательной формовки труб
- 6. Общий вид пресса окончательной формовки линии 1020
- 7. Основные операции для формовки трубной заготовки Заготовка U-образной формы по отводящему рольгангу пресса предварительной формовки подается
- 8. Дефекты, образующиеся в процессе производства труб Рисунок 3 - Вмятины Углубление произвольной длины, располагающиеся на наружной
- 9. Дефекты, образующиеся в процессе производства труб Методы контроля Рисунок 10 - Неравномерный зазор между кромками Возникает
- 10. Перечень потенциально опасных и вредных производственных факторов участка. Организационно-технические мероприятия по снижению их воздействия представлены в
- 12. Скачать презентацию

Производственная практика на АО «ВМЗ»
Руководитель практики
ФИО
Производственная практика на АО «ВМЗ»
Руководитель практики
ФИО

Цели и задачи
Письменной экзаменационной работы
Анализ работы пресса окончательной формовки ТЭСЦ-4
Цель
Задачи
Описать
Цели и задачи
Письменной экзаменационной работы
Анализ работы пресса окончательной формовки ТЭСЦ-4
Цель
Задачи
Описать

Технология производства труб большого диаметра в
ТЭСЦ-4
Сортамент
Технология производства труб большого диаметра в
ТЭСЦ-4
Сортамент
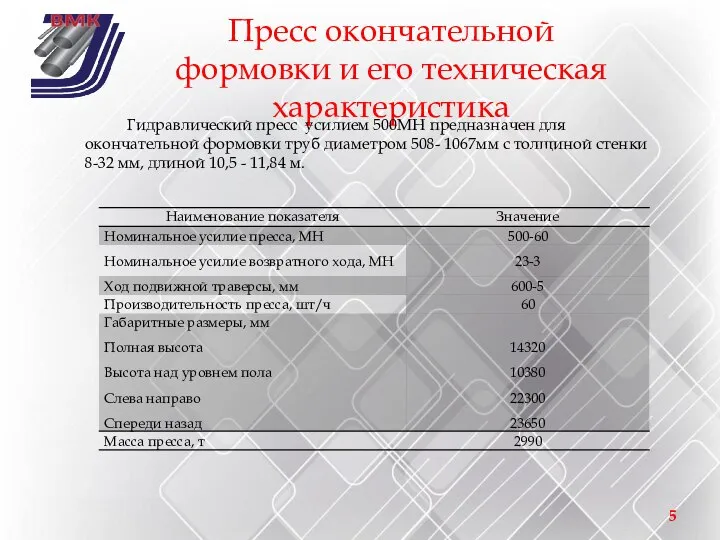
Пресс окончательной формовки и его техническая характеристика
Гидравлический пресс усилием 500МН предназначен
Пресс окончательной формовки и его техническая характеристика
Гидравлический пресс усилием 500МН предназначен
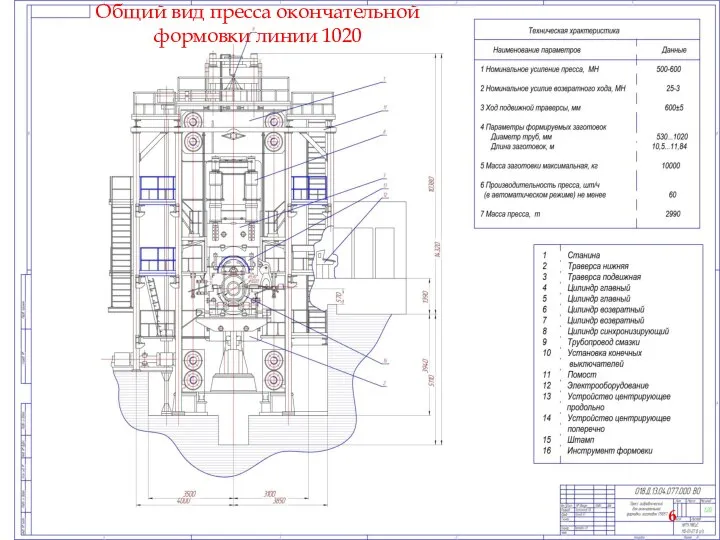
Общий вид пресса окончательной формовки линии 1020
Общий вид пресса окончательной формовки линии 1020

Основные операции для формовки трубной заготовки
Заготовка U-образной формы по отводящему
Основные операции для формовки трубной заготовки
Заготовка U-образной формы по отводящему
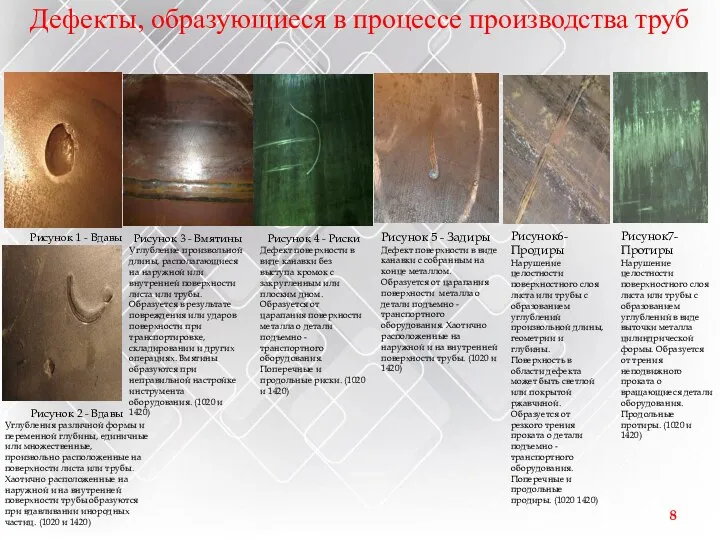
Дефекты, образующиеся в процессе производства труб
Рисунок 3 - Вмятины
Углубление произвольной
Дефекты, образующиеся в процессе производства труб
Рисунок 3 - Вмятины
Углубление произвольной
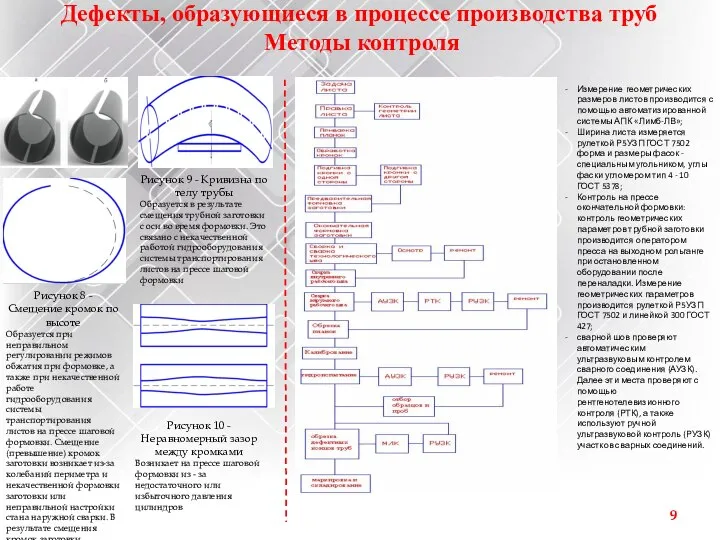
Дефекты, образующиеся в процессе производства труб
Методы контроля
Рисунок 10 - Неравномерный
Дефекты, образующиеся в процессе производства труб
Методы контроля
Рисунок 10 - Неравномерный

Перечень потенциально опасных и вредных производственных факторов участка. Организационно-технические мероприятия по
Перечень потенциально опасных и вредных производственных факторов участка. Организационно-технические мероприятия по
 Познавательное развитие Электричество
Познавательное развитие Электричество Совершенствование оборудования установки для очистки пластовых вод на шельфовых месторождениях северного Каспия
Совершенствование оборудования установки для очистки пластовых вод на шельфовых месторождениях северного Каспия Стрессоустойчивость
Стрессоустойчивость Проектирование связи совещаний на отделении дороги на базе СМК-30
Проектирование связи совещаний на отделении дороги на базе СМК-30 Презентация1
Презентация1 Финишные отделочные материалы в дизайне интерьеров
Финишные отделочные материалы в дизайне интерьеров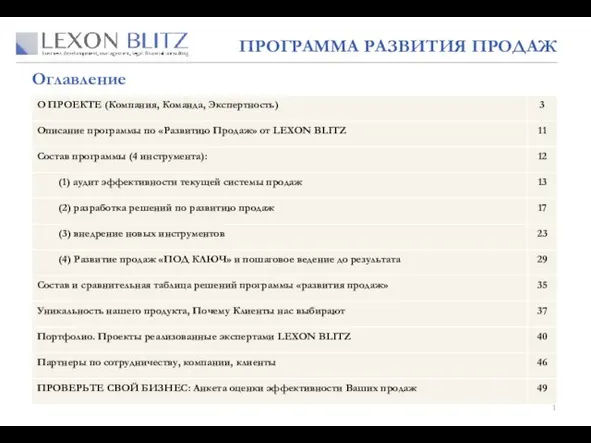 Оглавление
Оглавление Справочная литература
Справочная литература Зіронька моя я тебе кохаю!!!
Зіронька моя я тебе кохаю!!! История письменности
История письменности Трубопроводный транспорт СПГ
Трубопроводный транспорт СПГ Общество как социокультурная система
Общество как социокультурная система Презентация для читателей_1 (1)
Презентация для читателей_1 (1) Техническое регулирование в строительстве: применение Еврокодов в Республике Казахстан
Техническое регулирование в строительстве: применение Еврокодов в Республике Казахстан ЛЗ 11. ГИСТОЛОГИЯ. Оплодотворение
ЛЗ 11. ГИСТОЛОГИЯ. Оплодотворение Пространство детского чтения
Пространство детского чтения Don sanoati bo'yicha kadrlar buyurtmachilari va ishlab chiqarish korxonalari
Don sanoati bo'yicha kadrlar buyurtmachilari va ishlab chiqarish korxonalari Наземное метро Краснодарской агломерации
Наземное метро Краснодарской агломерации Лекция №3. Криерии здоровья детей. КОЗ детей
Лекция №3. Криерии здоровья детей. КОЗ детей 20150609_rabochaya_tetrad
20150609_rabochaya_tetrad Фрезы. Определение, назначение, классификация по различным признакам
Фрезы. Определение, назначение, классификация по различным признакам Письмо от Деда Мороза
Письмо от Деда Мороза Устный счёт с героями сказки Колобок
Устный счёт с героями сказки Колобок Рудничные пускатели и автоматические выключатели
Рудничные пускатели и автоматические выключатели БУКЛЕТ.pptx
БУКЛЕТ.pptx Техника Я-высказывание
Техника Я-высказывание IThack2020
IThack2020 Система обработки почвы под овощные культуры
Система обработки почвы под овощные культуры