- Проектирование операций технологического процесса

Содержание
- 2. Проектирование операций технологического процесса Технологическая операция – это часть технологического процесса, выполняемая непрерывно на одном рабочем
- 3. определения трудоемкости изготовления изделий; Спроектированные операции ТП являются основой для: установления норм времени и расценок; определения
- 4. Исходные данные для проектирования технологической операции
- 5. Этапы проектирования операции
- 6. Этапы проектирования операции (окончание)
- 7. Определение наименований, материалов режущей части и количества инструментов в наладке вида заготовки; Технологически необходимые инструменты составляют
- 8. Количество инструментов в наладке и их наименования зависят от: вида и формы обрабатываемых поверхностей (цилиндрическая или
- 9. Для обработки за один рабочий ход глубина резания не должна превышать значений, регламентированных для получения заданного
- 10. Для операций, выполняемых на токарно-револьверных станках, токарных автоматах и полуавтоматах, для выбора количества инструментов в наладке
- 11. Для станков с ЧПУ целесообразно выделять чистовую зону, которая обрабатывается за один рабочий ход. Глубину резания
- 12. Определение структуры операции количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно- или многоместная обработка);
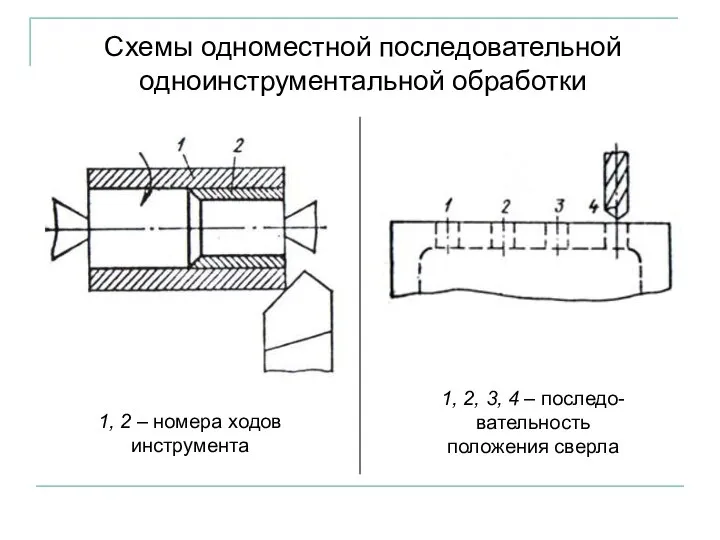
- 13. последовательным вступлением инструментов в работу; Операция с последовательной структурой характеризуется: или последовательным расположением нескольких обрабатываемых заготовок
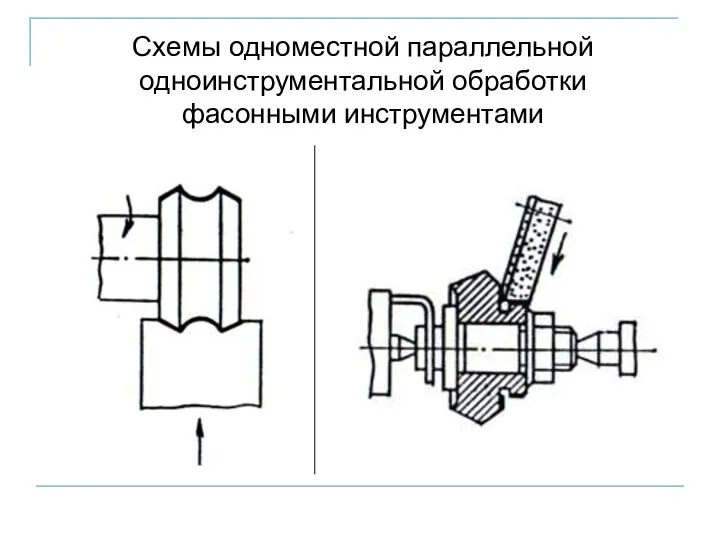
- 14. одновременной обработкой нескольких поверхностей одной или нескольких заготовок; Операция с параллельной структурой характеризуется: или параллельным расположением
- 15. последовательной обработкой групп одновременно обрабатываемых поверхностей одной или нескольких заготовок; Операция с параллельно-последовательной структурой характеризуется: или
- 16. Схемы одноместной последовательной одноинструментальной обработки
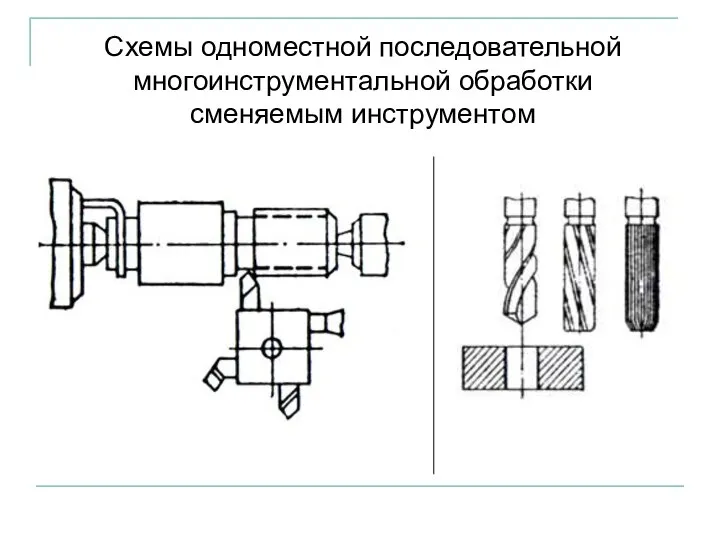
- 17. Схемы одноместной последовательной многоинструментальной обработки сменяемым инструментом
- 18. Схемы одноместной параллельной одноинструментальной обработки фасонными инструментами
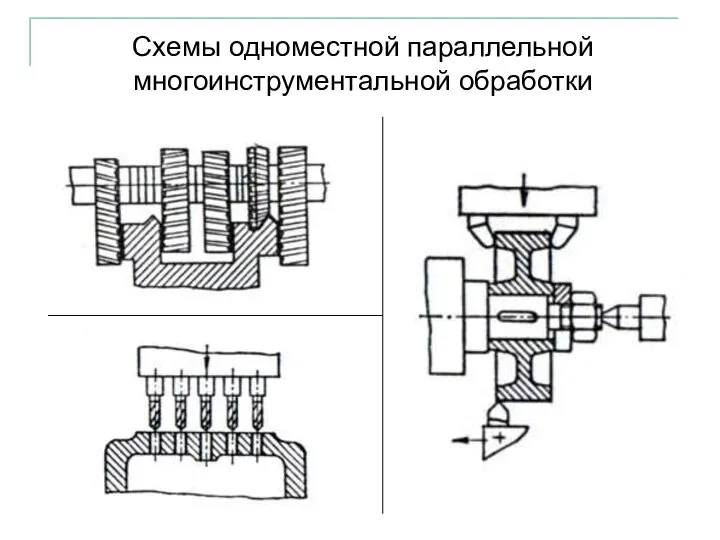
- 19. Схемы одноместной параллельной многоинструментальной обработки
- 20. Схемы одноместной параллельно-последова-тельной многоинструментальной обработки
- 21. Схемы многоместной последовательной одноинструментальной обработки с одновременной установкой заготовок
- 22. Схемы многоместной последовательной одноинструментальной обработки с раздельной установкой заготовок
- 23. Схемы многоместной параллельной многоинструментальной обработки с одновременной установкой заготовок
- 24. Схемы многоместной параллельно-последовательной обработки
- 25. Расчет (выбор) режимов резания материала обрабатываемой заготовки; Режимы резания назначают исходя из обеспечения точности и максимальной
- 26. Порядок установления элементов режима резания назначают глубину резания t, мм; выбирают подачу so (мм/об) или sz
- 27. Порядок установления элементов режима резания (продолжение) рассчитывают частоту вращения шпинделя n (об/мин) по формуле n =
- 28. Порядок установления элементов режима резания (окончание) рассчитывают силу резания Pz, Н или крутящий момент Мкр, Н⋅м
- 29. При черновой обработке главной является задача обеспечения производительности обработки. Поэтому глубины резания выбирают максимальными по возможностям
- 30. При окончательной обработке кроме производительности необходимо обеспечить точность и качество обработки. Поэтому глубину резания выбирают в
- 31. Сверление, зенкерование 15…20(25). Некоторые рекомендуемые значения скоростей резания v, м/мин Нарезание резьбы 5…10. Точение 1. Быстрорежущий
- 32. Черновая обработка 30…40. Рекомендуемые значения периода стойкости инструмента Т, мин (для расчета скорости резания) Получистовая обработка
- 33. Проектирование схемы наладки Выполняются расчеты точности настройки станка на настроечные размеры. При проектировании схемы наладки выпол-няются
- 34. размещения инструментов в суппортах и инструментальных головках по отдельным переходам. Следует помнить, что увеличение количества одновременно
- 35. Производится окончательная компоновка схемы наладки. Оформляется схема наладки с указанием размещения инструментов в суппорте или револьверной
- 36. Схема наладки многорезцового полуавтомата
- 37. способ крепления заготовки; контуры обрабатываемых элементов и срезаемого припуска; расстояния от оси резцедержателя до базовой плоскости
- 38. Схема наладки токарного станка с ЧПУ
- 39. Схема наладки сверлильного станка с ЧПУ
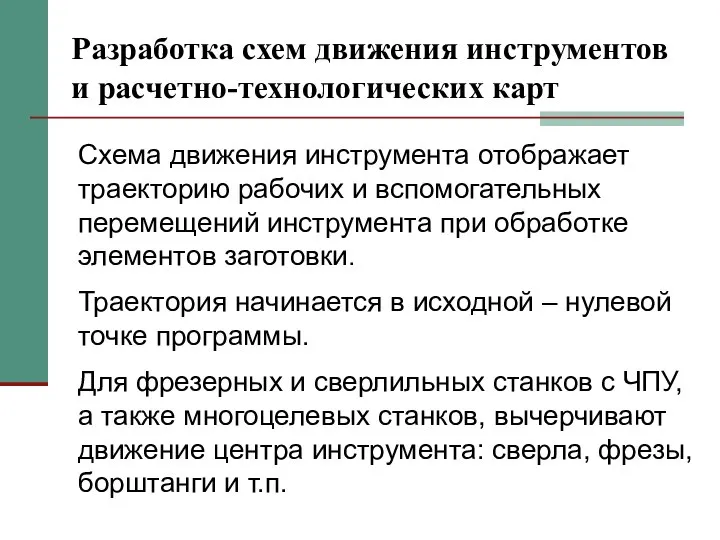
- 40. Разработка схем движения инструментов и расчетно-технологических карт Схема движения инструмента отображает траекторию рабочих и вспомогательных перемещений
- 41. Движение центра фрезы вычерчивают с учетом ее диаметра как эквидистанту к обрабатываемому профилю.
- 42. Для токарных станков при обработке заготовок с прямоугольными образующими вычерчивают траекторию фиксированной точки, которая является точкой
- 43. При токарной обработке сферических и конических поверхностей, а также заготовок с криволинейными образующими, вычерчивают траекторию центра
- 44. Сплошными линиями указываются рабочие движения, а пунктирными – холостые. Последовательно расположенные опорные точки, в которых происходит
- 45. Пример схемы движения и РТК токарного резца
- 46. Координаты всех опорных точек траекторий инструментов рассчитывают в выбранной системе координат – от начала декартовой системы
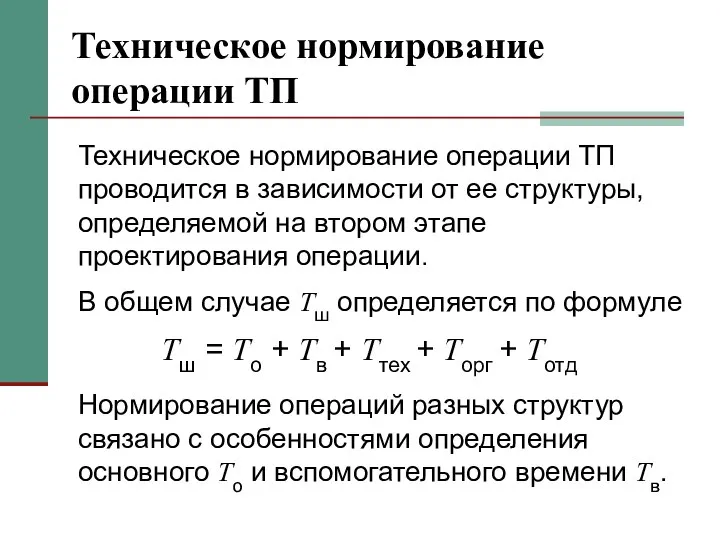
- 47. Техническое нормирование операции ТП Техническое нормирование операции ТП проводится в зависимости от ее структуры, определяемой на
- 48. Одноместная последовательная обработка Основное время операции То определяется по формуле где Тоi – основное время i-го
- 49. При одноместной последовательной многоинструментальной обработке (например, на станках типа «обрабатывающий центр») в состав вспомогательного времени добавляется
- 50. Одноместная параллельная обработка Основное время операции То определяется по формуле То = Тоl , где Тоl
- 51. Многоместная параллельная многоинструментальная обработка Основное время операции То определяется по формуле То = Тоl / Z,
- 52. Многоместная последовательная обработка Основное время операции То определяется по формуле где Тоi – основное время обработки
- 53. Тв = Туп Основное время То определяется так же, как и при одноместной обработке Вспомогательное время
- 54. Многоместная параллельно-последовательная многоинструментальная обработка с раздельной установкой заготовок Основное время операции То определяется по формуле То
- 56. Скачать презентацию
Проектирование операций технологического процесса
Технологическая операция – это часть технологического процесса, выполняемая
Проектирование операций технологического процесса
Технологическая операция – это часть технологического процесса, выполняемая
определения трудоемкости изготовления изделий;
Спроектированные операции ТП являются основой для:
установления норм времени
определения трудоемкости изготовления изделий;
Спроектированные операции ТП являются основой для:
установления норм времени
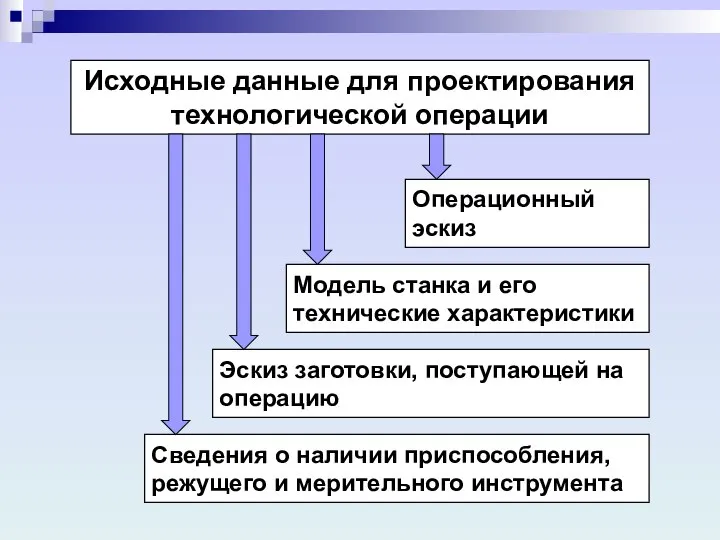
Исходные данные для проектирования технологической операции
Исходные данные для проектирования технологической операции
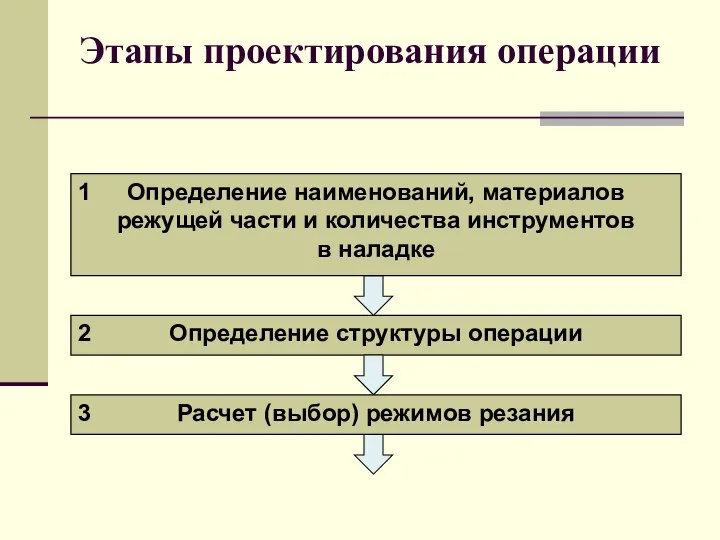
Этапы проектирования операции
Этапы проектирования операции
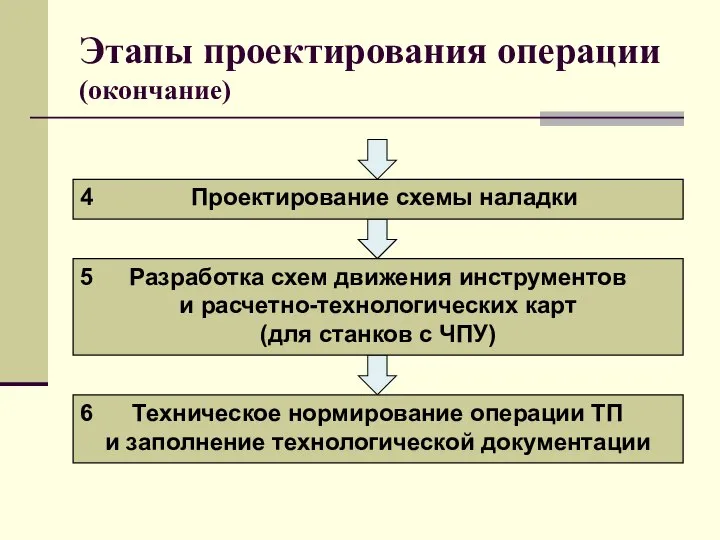
Этапы проектирования операции (окончание)
Этапы проектирования операции (окончание)
Определение наименований, материалов режущей части и количества инструментов в наладке
вида заготовки;
Технологически
Определение наименований, материалов режущей части и количества инструментов в наладке
вида заготовки;
Технологически
Количество инструментов в наладке и их наименования зависят от:
вида и формы
Количество инструментов в наладке и их наименования зависят от:
вида и формы
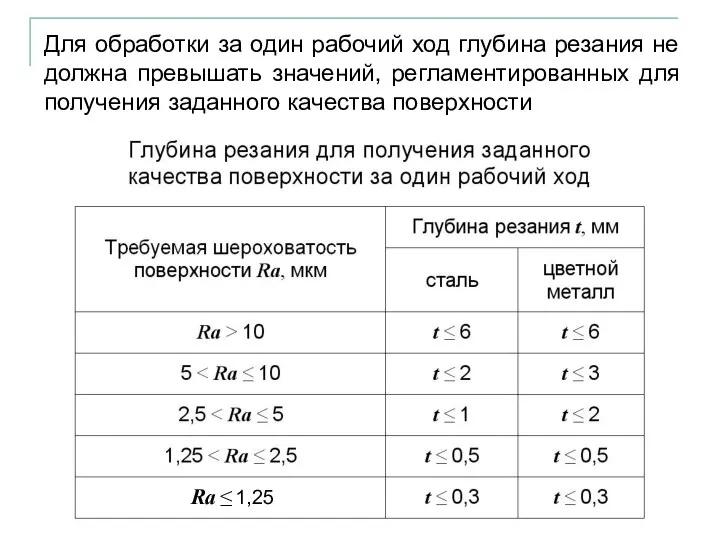
Для обработки за один рабочий ход глубина резания не должна превышать
Для обработки за один рабочий ход глубина резания не должна превышать

Для операций, выполняемых на токарно-револьверных станках, токарных автоматах и полуавтоматах, для
Для операций, выполняемых на токарно-револьверных станках, токарных автоматах и полуавтоматах, для

Для станков с ЧПУ целесообразно выделять чистовую зону, которая обрабатывается за
Для станков с ЧПУ целесообразно выделять чистовую зону, которая обрабатывается за
Определение структуры операции
количеством заготовок, одновременно устанавливаемых в приспособлении или на станке
Определение структуры операции
количеством заготовок, одновременно устанавливаемых в приспособлении или на станке
последовательным вступлением инструментов в работу;
Операция с последовательной структурой характеризуется:
или последовательным расположением
последовательным вступлением инструментов в работу;
Операция с последовательной структурой характеризуется:
или последовательным расположением
одновременной обработкой нескольких поверхностей одной или нескольких заготовок;
Операция с параллельной структурой
одновременной обработкой нескольких поверхностей одной или нескольких заготовок;
Операция с параллельной структурой
последовательной обработкой групп одновременно обрабатываемых поверхностей одной или нескольких заготовок;
Операция с
последовательной обработкой групп одновременно обрабатываемых поверхностей одной или нескольких заготовок;
Операция с
Схемы одноместной последовательной одноинструментальной обработки
Схемы одноместной последовательной одноинструментальной обработки
Схемы одноместной последовательной многоинструментальной обработки сменяемым инструментом
Схемы одноместной последовательной многоинструментальной обработки сменяемым инструментом
Схемы одноместной параллельной одноинструментальной обработки фасонными инструментами
Схемы одноместной параллельной одноинструментальной обработки фасонными инструментами
Схемы одноместной параллельной многоинструментальной обработки
Схемы одноместной параллельной многоинструментальной обработки
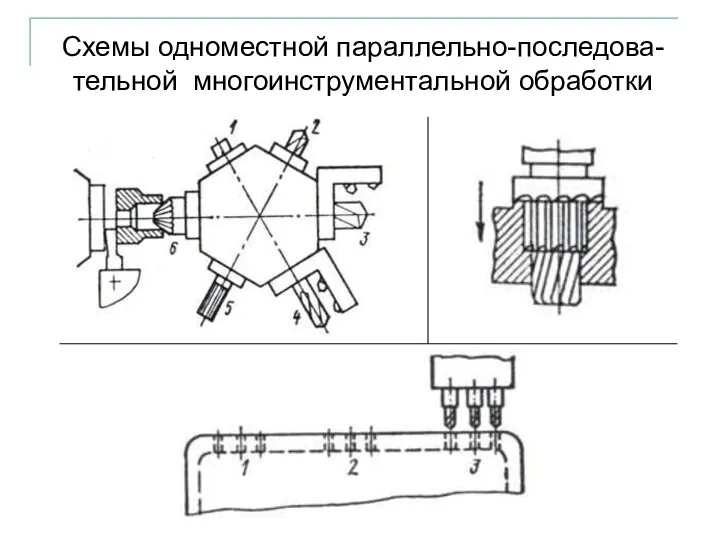
Схемы одноместной параллельно-последова-тельной многоинструментальной обработки
Схемы одноместной параллельно-последова-тельной многоинструментальной обработки
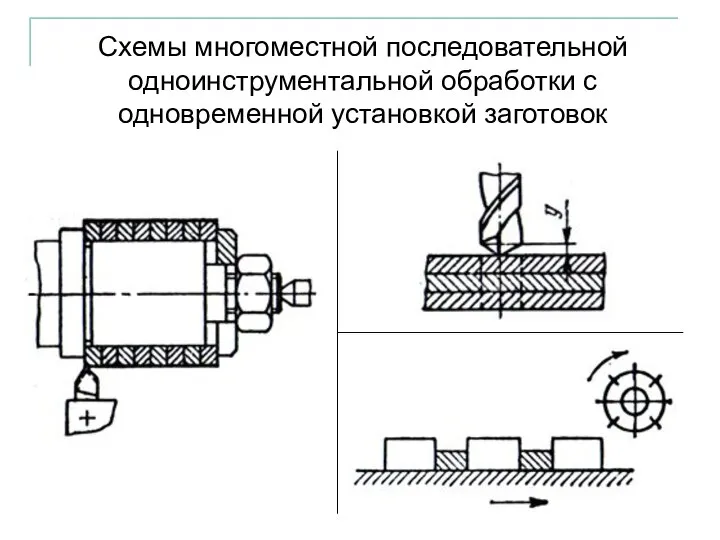
Схемы многоместной последовательной одноинструментальной обработки с одновременной установкой заготовок
Схемы многоместной последовательной одноинструментальной обработки с одновременной установкой заготовок
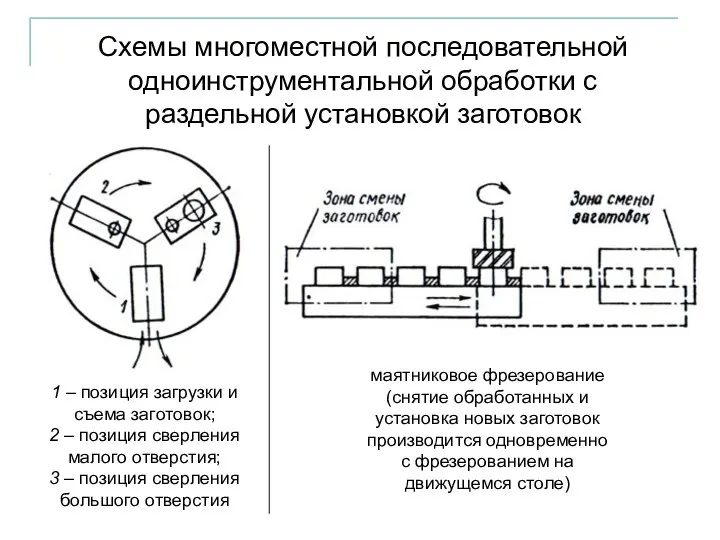
Схемы многоместной последовательной одноинструментальной обработки с раздельной установкой заготовок
Схемы многоместной последовательной одноинструментальной обработки с раздельной установкой заготовок
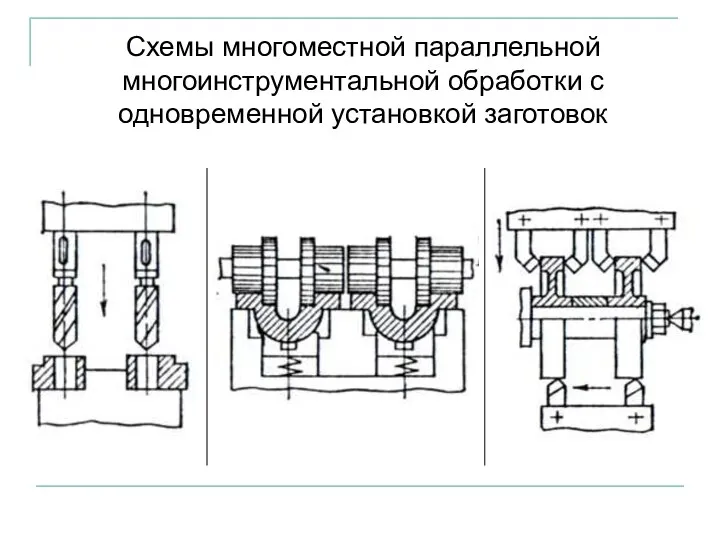
Схемы многоместной параллельной многоинструментальной обработки с одновременной установкой заготовок
Схемы многоместной параллельной многоинструментальной обработки с одновременной установкой заготовок
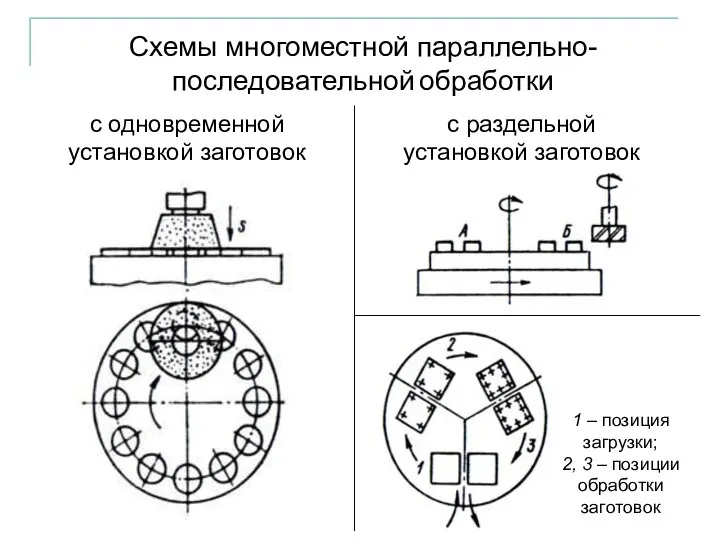
Схемы многоместной параллельно-последовательной обработки
Схемы многоместной параллельно-последовательной обработки
Расчет (выбор) режимов резания
материала обрабатываемой заготовки;
Режимы резания назначают исходя из обеспечения
Расчет (выбор) режимов резания
материала обрабатываемой заготовки;
Режимы резания назначают исходя из обеспечения
Порядок установления элементов режима резания
назначают глубину резания t, мм;
выбирают подачу so
Порядок установления элементов режима резания
назначают глубину резания t, мм;
выбирают подачу so
Порядок установления элементов режима резания (продолжение)
рассчитывают частоту вращения шпинделя n (об/мин)
Порядок установления элементов режима резания (продолжение)
рассчитывают частоту вращения шпинделя n (об/мин)
Порядок установления элементов режима резания (окончание)
рассчитывают силу резания Pz, Н или
Порядок установления элементов режима резания (окончание)
рассчитывают силу резания Pz, Н или
При черновой обработке главной является задача обеспечения производительности обработки. Поэтому глубины
При черновой обработке главной является задача обеспечения производительности обработки. Поэтому глубины
При окончательной обработке кроме производительности необходимо обеспечить точность и качество обработки.
При окончательной обработке кроме производительности необходимо обеспечить точность и качество обработки.
Сверление, зенкерование 15…20(25).
Некоторые рекомендуемые значения скоростей резания v, м/мин
Нарезание резьбы 5…10.
Точение
1. Быстрорежущий инструмент
черновое 20…25.
получистовое 25…30.
чистовое 40…50.
2.
Сверление, зенкерование 15…20(25).
Некоторые рекомендуемые значения скоростей резания v, м/мин
Нарезание резьбы 5…10.
Точение
1. Быстрорежущий инструмент
черновое 20…25.
получистовое 25…30.
чистовое 40…50.
2.
Черновая обработка 30…40.
Рекомендуемые значения периода стойкости инструмента Т, мин
(для расчета скорости резания)
Получистовая
Черновая обработка 30…40.
Рекомендуемые значения периода стойкости инструмента Т, мин
(для расчета скорости резания)
Получистовая
Проектирование схемы наладки
Выполняются расчеты точности настройки станка на настроечные размеры.
При проектировании
Проектирование схемы наладки
Выполняются расчеты точности настройки станка на настроечные размеры.
При проектировании
размещения инструментов в суппортах и инструментальных головках по отдельным переходам.
Следует помнить,
размещения инструментов в суппортах и инструментальных головках по отдельным переходам.
Следует помнить,
Производится окончательная компоновка схемы наладки.
Оформляется схема наладки с указанием размещения инструментов
Производится окончательная компоновка схемы наладки.
Оформляется схема наладки с указанием размещения инструментов
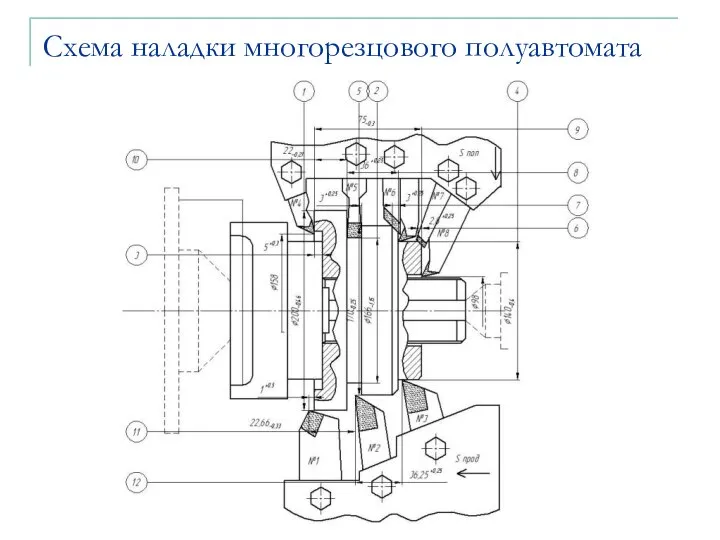
Схема наладки многорезцового полуавтомата
Схема наладки многорезцового полуавтомата
способ крепления заготовки;
контуры обрабатываемых элементов и срезаемого припуска;
расстояния от оси резцедержателя
способ крепления заготовки;
контуры обрабатываемых элементов и срезаемого припуска;
расстояния от оси резцедержателя
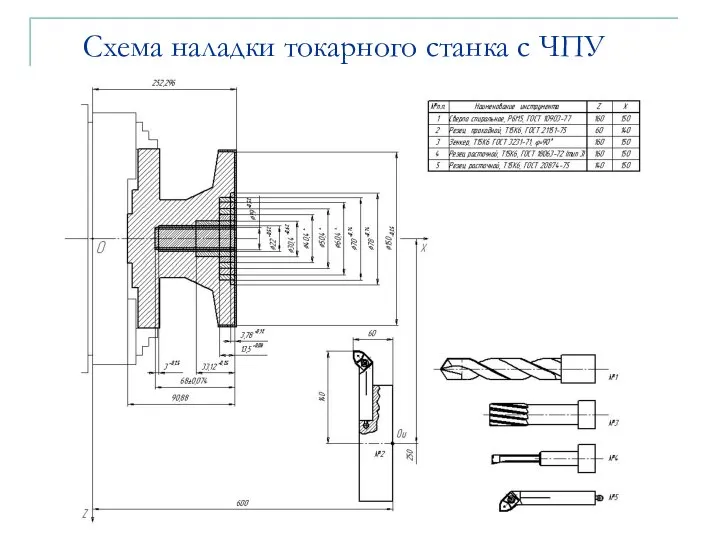
Схема наладки токарного станка с ЧПУ
Схема наладки токарного станка с ЧПУ
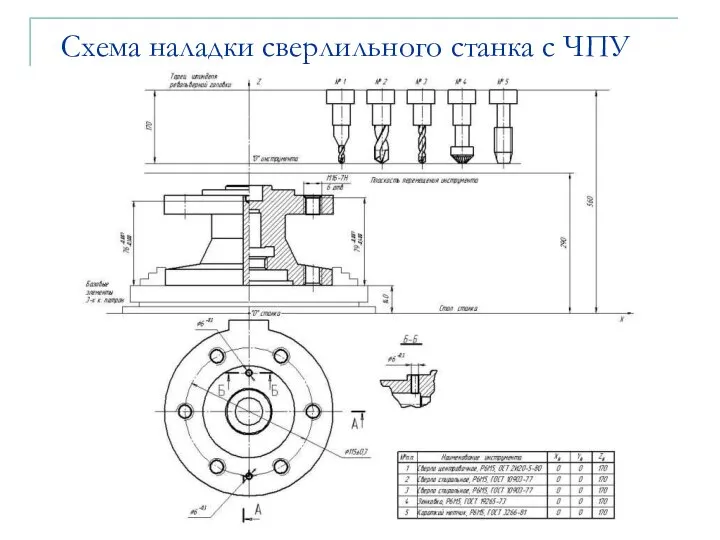
Схема наладки сверлильного станка с ЧПУ
Схема наладки сверлильного станка с ЧПУ
Разработка схем движения инструментов и расчетно-технологических карт
Схема движения инструмента отображает траекторию
Разработка схем движения инструментов и расчетно-технологических карт
Схема движения инструмента отображает траекторию
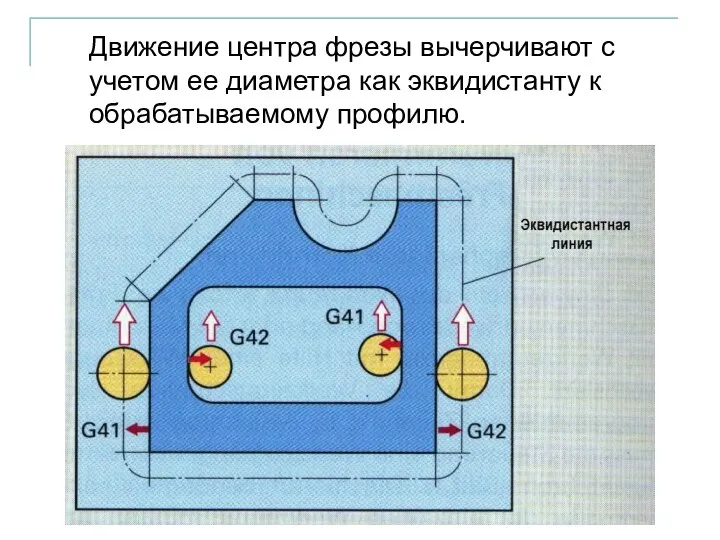
Движение центра фрезы вычерчивают с учетом ее диаметра как эквидистанту к
Движение центра фрезы вычерчивают с учетом ее диаметра как эквидистанту к
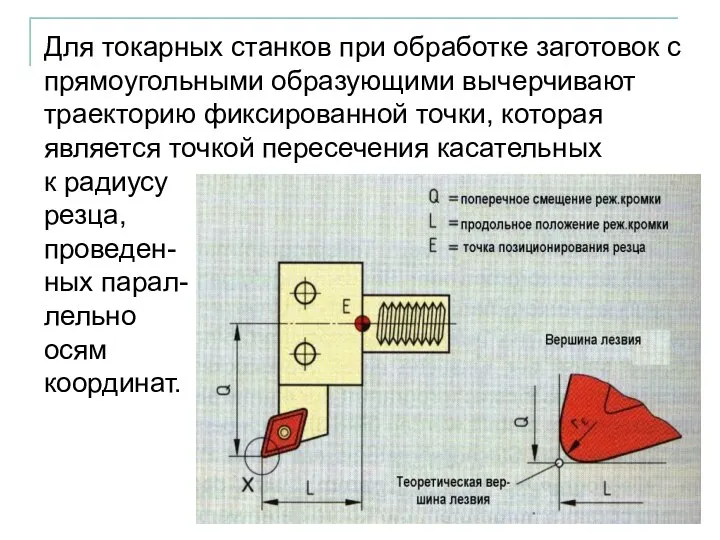
Для токарных станков при обработке заготовок с прямоугольными образующими вычерчивают траекторию
Для токарных станков при обработке заготовок с прямоугольными образующими вычерчивают траекторию
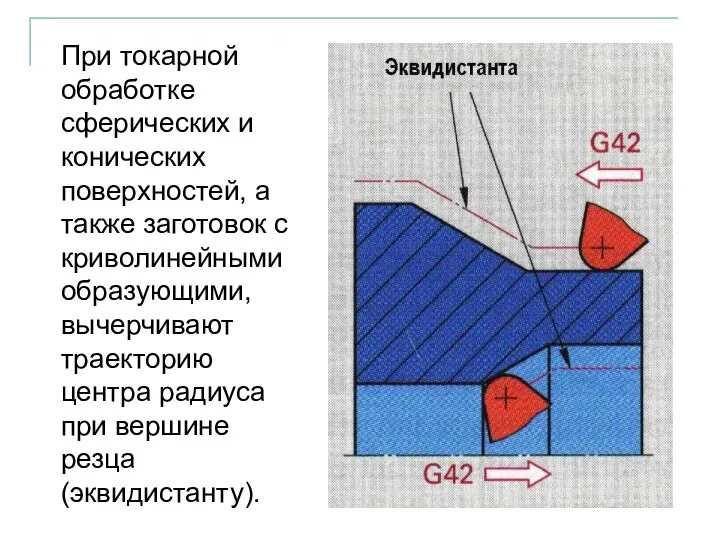
При токарной обработке сферических и конических поверхностей, а также заготовок с
При токарной обработке сферических и конических поверхностей, а также заготовок с
Сплошными линиями указываются рабочие движения, а пунктирными – холостые.
Последовательно расположенные опорные
Сплошными линиями указываются рабочие движения, а пунктирными – холостые.
Последовательно расположенные опорные

Пример схемы движения и РТК токарного резца
Пример схемы движения и РТК токарного резца
Координаты всех опорных точек траекторий инструментов рассчитывают в выбранной системе координат
Координаты всех опорных точек траекторий инструментов рассчитывают в выбранной системе координат
Техническое нормирование
операции ТП
Техническое нормирование операции ТП проводится в зависимости от
Техническое нормирование
операции ТП
Техническое нормирование операции ТП проводится в зависимости от
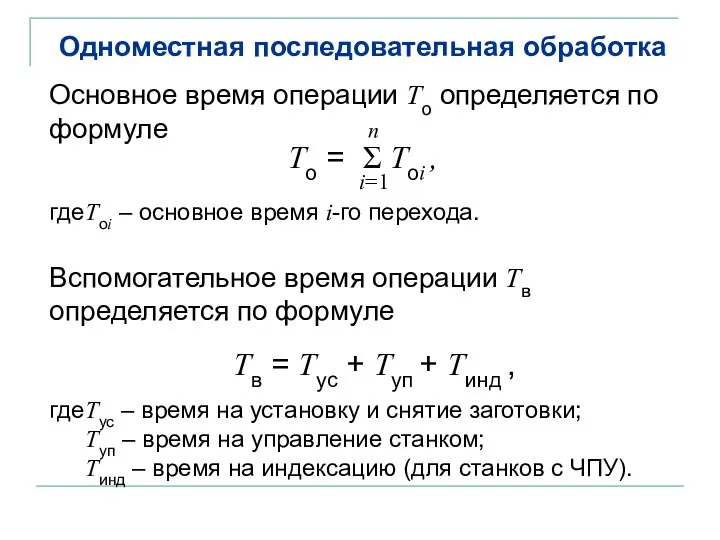
Одноместная последовательная обработка
Основное время операции То определяется по формуле
где Тоi – основное
Одноместная последовательная обработка
Основное время операции То определяется по формуле
где Тоi – основное
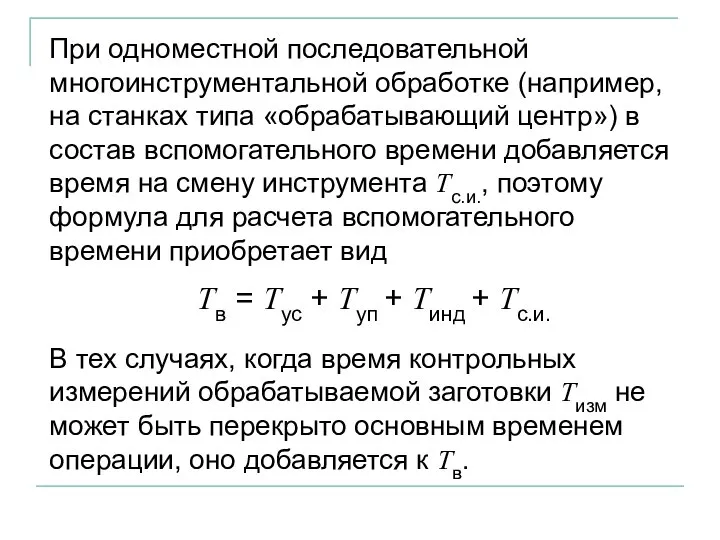
При одноместной последовательной многоинструментальной обработке (например, на станках типа «обрабатывающий центр»)
При одноместной последовательной многоинструментальной обработке (например, на станках типа «обрабатывающий центр»)
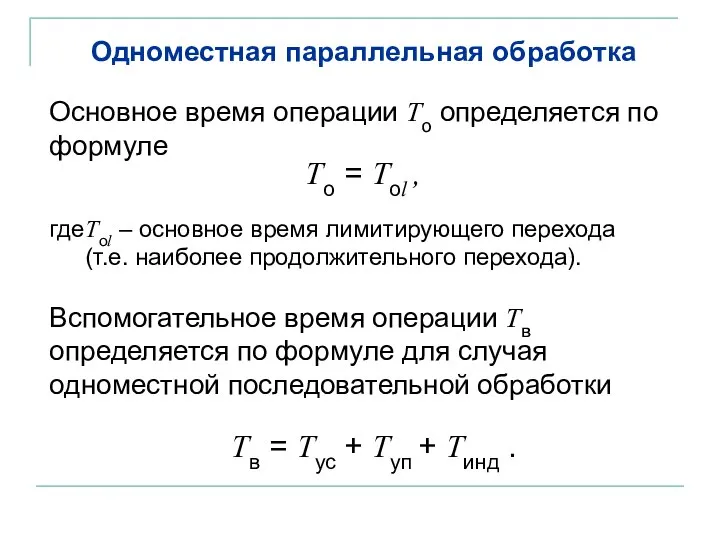
Одноместная параллельная обработка
Основное время операции То определяется по формуле
То = Тоl
Одноместная параллельная обработка
Основное время операции То определяется по формуле
То = Тоl
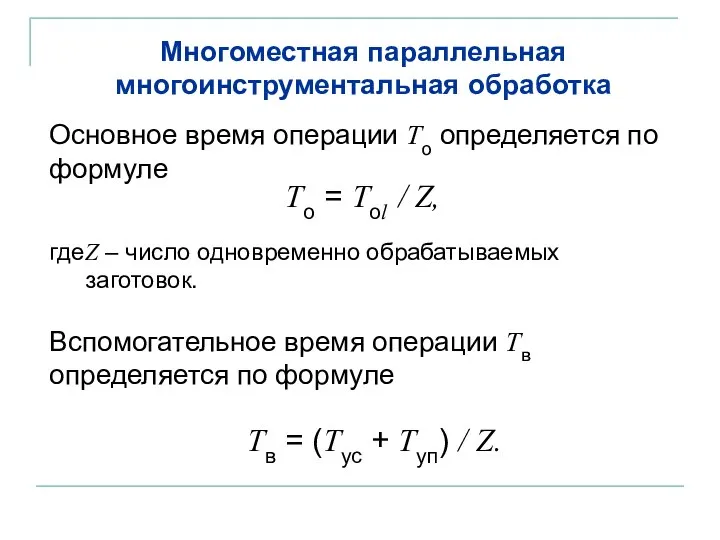
Многоместная параллельная многоинструментальная обработка
Основное время операции То определяется по формуле
То =
Многоместная параллельная многоинструментальная обработка
Основное время операции То определяется по формуле
То =
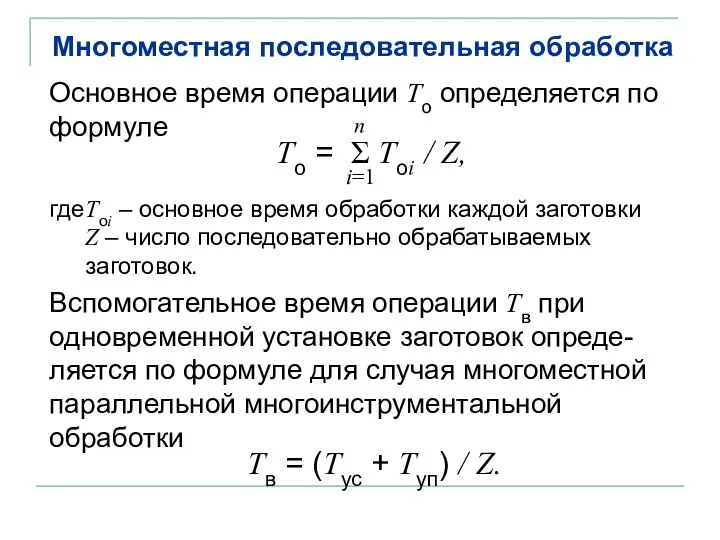
Многоместная последовательная обработка
Основное время операции То определяется по формуле
где Тоi – основное
Многоместная последовательная обработка
Основное время операции То определяется по формуле
где Тоi – основное
Тв = Туп
Основное время То определяется так же, как и при
Тв = Туп
Основное время То определяется так же, как и при
Многоместная параллельно-последовательная многоинструментальная обработка
с раздельной установкой заготовок
Основное время операции То определяется
Многоместная параллельно-последовательная многоинструментальная обработка
с раздельной установкой заготовок
Основное время операции То определяется
 Расценки на таможенное оформление мототехники
Расценки на таможенное оформление мототехники 20121119_nikolay_vasilevich_gogol
20121119_nikolay_vasilevich_gogol Экономические основы производства. Производительность труда в нефтегазовой отрасли
Экономические основы производства. Производительность труда в нефтегазовой отрасли 20121201_upr._po_teme_tverdye_i_myagkie_soglasnye_-_kopiya
20121201_upr._po_teme_tverdye_i_myagkie_soglasnye_-_kopiya Нефтяная промышленность. Россия
Нефтяная промышленность. Россия Строительство апарт-комплекса в г. Симферополе, в районе жилого микрорайона Белое-1а
Строительство апарт-комплекса в г. Симферополе, в районе жилого микрорайона Белое-1а Жеңіл бетонға арналған кеуекті толтырғыш
Жеңіл бетонға арналған кеуекті толтырғыш Мой дружный класс
Мой дружный класс Конференция по итогам производственной практики. Моя профессия-движенец
Конференция по итогам производственной практики. Моя профессия-движенец Szaty Liturgiczne
Szaty Liturgiczne Правила пожарной безопасности
Правила пожарной безопасности ДООЛ Солнечный. 3 смена Балтийский флот. Легендарные победы
ДООЛ Солнечный. 3 смена Балтийский флот. Легендарные победы Санаторно-курортный центр ваш курорт
Санаторно-курортный центр ваш курорт Интеллектуальная разминка
Интеллектуальная разминка Project F.S.A
Project F.S.A Научно-производственное объединение ГАКС-АРМСЕРВИС
Научно-производственное объединение ГАКС-АРМСЕРВИС Мастер отделочных строительных работ. Обойные работы
Мастер отделочных строительных работ. Обойные работы Поздравляем с новым годом
Поздравляем с новым годом Чудотворные Иконы
Чудотворные Иконы Собирай по ягодке – наберешь кузовок
Собирай по ягодке – наберешь кузовок Материалы для дистанционной поддержки учащихся по дополнительной программе
Материалы для дистанционной поддержки учащихся по дополнительной программе Дополнительное задание №3
Дополнительное задание №3 Обеспечение безопасной эксплуатации жилых зданий Фрунзенского района Санкт-Петербурга
Обеспечение безопасной эксплуатации жилых зданий Фрунзенского района Санкт-Петербурга Начало мудрости – страх Господень
Начало мудрости – страх Господень Кравченко_БИ19-1_Тема_7_Перспективные виды оружия
Кравченко_БИ19-1_Тема_7_Перспективные виды оружия Стресс и борьба с ним
Стресс и борьба с ним Влияние внеклассных мероприятий на формирование межличностных отношений
Влияние внеклассных мероприятий на формирование межличностных отношений Найди детёнышу маму
Найди детёнышу маму