- Проектирование ТП изготовления станин и рам

Содержание
- 2. Литература 1. Технология машиностроения (специальная часть): Учебник / А.А. Гусев, Е.О. Ковальчук, И.М. Колесов и др.
- 3. Проектирование ТП изготовления деталей различных типов Проектирование ТП изготовления станин и рам Станины, основания и рамы
- 4. Литая станина прецизионного станка
- 5. Группы параметров обязательно указы-ваемые в описании служебного назна-чения станины, основания или рамы требуемые относительные положения присоединяемых
- 6. Группы параметров обязательно указы-ваемые в описании служебного назна-чения станины, основания или рамы допустимые внешние воздействия и
- 7. Классификация станин С Т А Н И Н Ы
- 8. Классификация направляющих Н А П Р А В Л Я Ю Щ И Е
- 9. бетон, железо-бетон, поли-мербетон – ограниченное применение в основном в тя-желых станках используются преимущест-венно в рамах транспортных
- 10. Изготовление литых заготовок станин монолитные направляющие должны обладать высокой износостойкостью и твердостью; не допустимо отбеливание чугуна
- 11. Методы обеспечения противоречивых требований к массивным направляющим и тонким стенкам отливки станины: уменьшение разницы в толщине
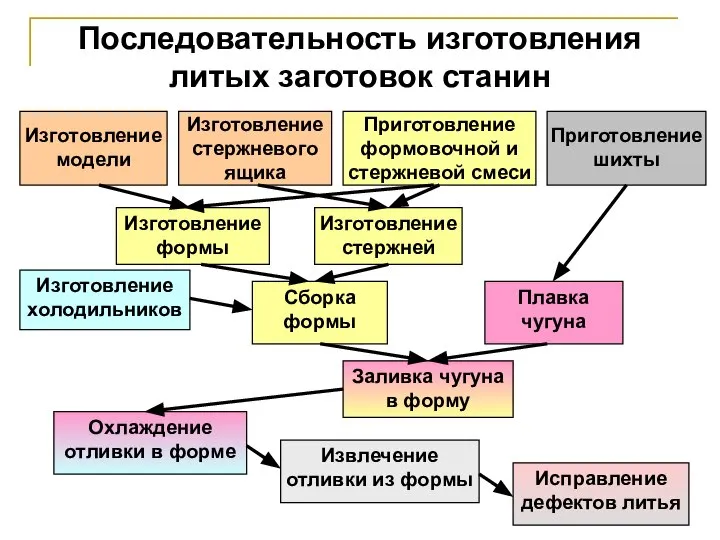
- 12. Последовательность изготовления литых заготовок станин Изготовление холодильников Изготовление стержневого ящика Приготовление шихты Приготовление формовочной и стержневой
- 13. предохранить форму от размывов при заливке чугуна. ускорить охлаждение направляющих, что повышает их твердость; Установка холодильников
- 14. Применяемые литейные материалы серый легированный чугун для получения монолитных направляющих. нелегированный чугун оптимизированного состава марок СЧ20,
- 15. До заливки чугуна на поверхность формы в местах направ-ляющих наносят пасту с легирующими элементами Методы уменьшения
- 16. Исправление дефектов литья крупные дефекты – с предварительным нагревом основного металла (600…650°С); мелкие дефекты – без
- 17. Изготовление сварных заготовок станин Сварные станины из листовой стали марок Ст3, Ст4, Ст5 и др. Тонкостенные
- 18. Этапы процесса изготовления сварных станин
- 19. Уменьшение коробления станин Использование специальных операций старения Коробление станин вызывается самопроизволь-ным перераспределением напряжений, возни-кающих в результате
- 20. Естественное старение – длительная выдержка заготовок или начерно обработанных станин на открытом воздухе для станков нормальной
- 21. Методы искусственного старения Статическая перегрузка Термоудар Ускоренный отжиг Вибро-обработка Низкотем-пературный отжиг Упрочняющее тепловое старение Комбинированные способы
- 22. Построение ТП изготовления станин черновой; получистовой; чистовой; отделочный. Процесс обработки станины разделяется на несколько отдельных этапов:
- 23. необходимость проведения старения для предотвращения коробления станины и, как следствие, необходимость разделения во времени полной черновой
- 24. специфика имеющегося продольно-обраба-тывающего оборудования, необходимого для высокоточной обработки направляющих ста-нины, что требует выделения этой операции в
- 25. На первых операциях каждого этапа обра-ботки станины обрабатывают общие техноло-гические базы – поверхности, используемые в качестве
- 26. На этапе чистовой обработки направляющие обрабатывают последними, что предотвра-щает случайные повреждения поверхностей, например, в процессе повторной
- 27. Выбор технологических баз если процесс обработки резанием не пре-рывается операциями старения, термооб-работки, правки и др., требующими
- 28. Применительно к заготовкам станин, как правило, первое условие не выполняется, что делает невозможным полную обработку заготовки
- 29. Выбор общих технологических баз для обработки большинства поверхностей поверхности направляющих, другие вспомогательные базы станины – наи-более
- 30. неизбежность порчи поверхности обработан-ных направляющих при установке на них станины; значительные затраты времени для осуществления выверки
- 31. Выбор технологических баз для изготовления комплекта общих баз Цели изготовления общих технологических баз: обеспечить требуемую точность
- 32. обеспечение требуемой размерной связи обрабатываемых и необрабаты-ваемых поверхностей станины, напри-мер, равномерности толщины полки; обеспечение равномерного припуска
- 33. Влияние выбора технологических баз при обработке основания заготовки станины на точность размеров и отклонения припуска
- 34. Для станин с накладными направляющими и без направляющих задачи первого вида являются более важными. Это объясняется
- 35. При обработке литых чугунных заготовок станин с монолитными, а тем более с незакаливаемыми направляющими равномер-ность припусков
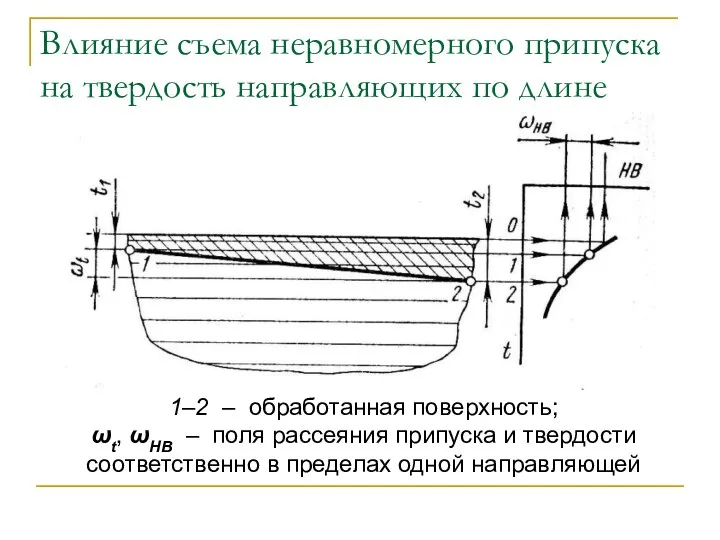
- 36. Влияние съема неравномерного припуска на твердость направляющих по длине 1–2 – обработанная поверхность; ωt, ωHB –
- 37. В случае съема неравномерного припуска с направляющих твердость и износостойкость могут оказаться существенно различными по длине
- 38. Установка станины при выполнении операций технологического процесса Способы установки заготовки станины (с требуемой точностью в соответствии
- 39. В первом случае необходимая точность уста-новки достигается методом полной взаимоза-меняемости в настроенном приспособлении с минимальными затратами
- 40. Во втором случае положение каждой заготовки станины, устанавливаемой на столе станка или на плите-спутнике, регулируют, добиваясь
- 41. Автоматизация выверки заготовки
- 42. Специальная измерительная головка автома-тически устанавливается из инструменталь-ного магазина в шпиндель станка с ЧПУ вместо режущего инструмента.
- 43. Разметка заготовки станины создание технологических баз для установки по разметочным рискам; создание баз для настройки станков
- 44. При разметке заготовки стараются обеспечить наиболее удачное положение станины внутри объема конкретной заготовки, обладающей индивидуальными отклонениями
- 45. Черновая обработка заготовок станин снять литейную корку и дефектный слой, содержащий отбеленный чугун, с обраба-тываемых поверхностей;
- 46. Цели черновой обработки (окончание): обеспечить равномерные припуски под последующую обработку направляющих; обеспечить требуемые размерные связи в
- 47. Черновая обработка основания осуществляется: фрезерованием; или строганием; точением (круглое основание). При ширине обрабатываемой поверхности свыше 140
- 48. Черновая обработка направляющих осуществляется: фрезерованием; или строганием; или точением (круглые направляющие). Фрезерование направляющих может осу-ществляться на
- 49. Способы фрезерования прямолинейных направляющих заготовки
- 50. Способы фрезерования прямолинейных направляющих заготовки (окончание)
- 51. Чистовая обработка заготовок станин Чистовая обработка основания станины, направляющих, верхних, боковых и торцовых поверхностей осуществляется: фрезерованием;
- 52. Используемые станки: продольно-фрезерные; продольно-строгальные; продольно-шлифовальные; многоцелевые станки с ЧПУ. Для компенсации погрешностей, вызываемых термо-обработкой, в ряде
- 53. Схема обеспечения требуемой выпуклости направляю-щих путем упругой деформации заготовки станины 1 – до зажима заготовки 2
- 54. При обработке используют станки повышенной точности: продольно-фрезерные; продольно-строгальные. При дальнейшей обработке направляющих и других поверхностей вспомогательных
- 55. Особенно высокие требования точности предъявляют к торцевым поверхностям секций составных станин, для которых торцевые поверхности являются
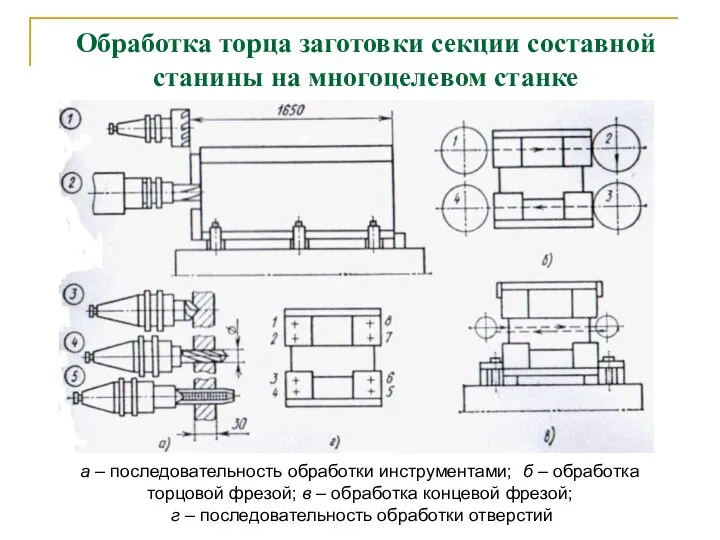
- 56. Обработка торца заготовки секции составной станины на многоцелевом станке а – последовательность обработки инструментами; б –
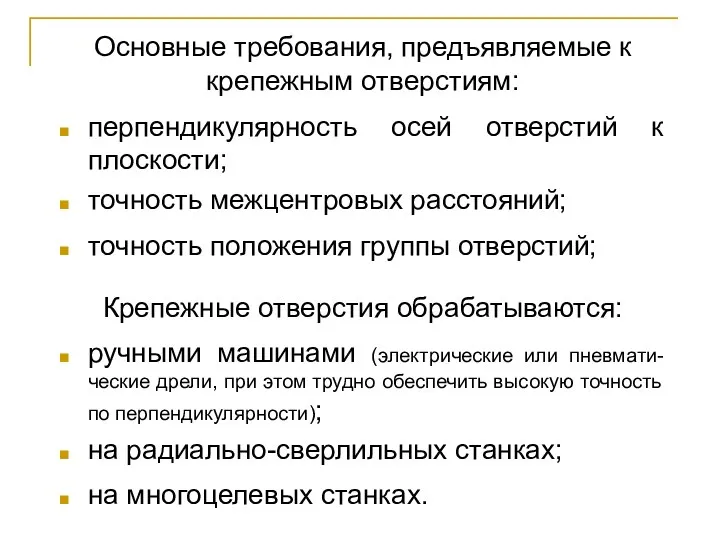
- 57. Основные требования, предъявляемые к крепежным отверстиям: перпендикулярность осей отверстий к плоскости; точность межцентровых расстояний; точность положения
- 58. Обработка отверстий в станине в поворотном приспособлении на радиально-сверлильном станке по накладным кондукторам 1 – передняя
- 60. Скачать презентацию
Литература
1. Технология машиностроения (специальная часть): Учебник / А.А. Гусев, Е.О.
Литература
1. Технология машиностроения (специальная часть): Учебник / А.А. Гусев, Е.О.
Проектирование ТП изготовления деталей различных типов
Проектирование ТП изготовления станин и рам
Станины,
Проектирование ТП изготовления деталей различных типов
Проектирование ТП изготовления станин и рам
Станины,
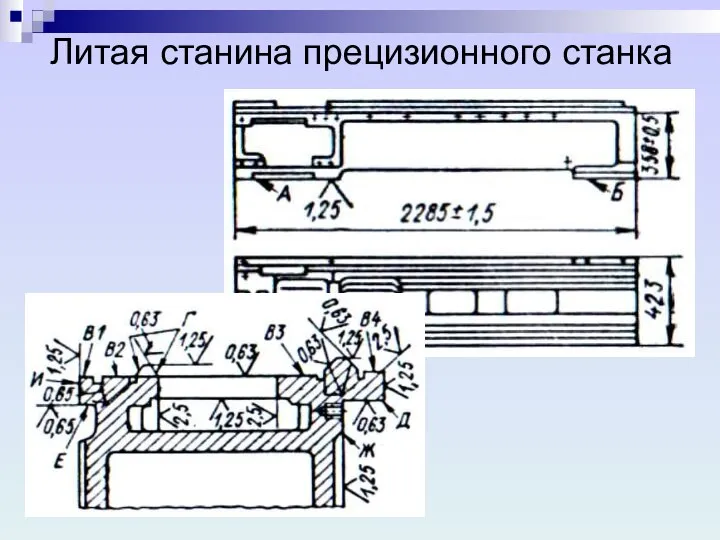
Литая станина прецизионного станка
Литая станина прецизионного станка
Группы параметров обязательно указы-ваемые в описании служебного назна-чения станины, основания или
Группы параметров обязательно указы-ваемые в описании служебного назна-чения станины, основания или
Группы параметров обязательно указы-ваемые в описании служебного назна-чения станины, основания или
Группы параметров обязательно указы-ваемые в описании служебного назна-чения станины, основания или

Классификация станин
С
Т
А
Н
И
Н
Ы
Классификация станин
С
Т
А
Н
И
Н
Ы

Классификация направляющих
Н
А
П
Р
А
В
Л
Я
Ю
Щ
И
Е
Классификация направляющих
Н
А
П
Р
А
В
Л
Я
Ю
Щ
И
Е

бетон, железо-бетон, поли-мербетон – ограниченное применение в основном в тя-желых станках
используются
бетон, железо-бетон, поли-мербетон – ограниченное применение в основном в тя-желых станках
используются
Изготовление литых заготовок станин
монолитные направляющие должны обладать высокой износостойкостью и твердостью;
не
Изготовление литых заготовок станин
монолитные направляющие должны обладать высокой износостойкостью и твердостью;
не
Методы обеспечения противоречивых требований к массивным направляющим и тонким стенкам отливки
Методы обеспечения противоречивых требований к массивным направляющим и тонким стенкам отливки
Последовательность изготовления литых заготовок станин
Изготовление холодильников
Изготовление стержневого ящика
Приготовление шихты
Приготовление формовочной и
Последовательность изготовления литых заготовок станин
Изготовление холодильников
Изготовление стержневого ящика
Приготовление шихты
Приготовление формовочной и
предохранить форму от размывов при заливке чугуна.
ускорить охлаждение направляющих, что повышает
предохранить форму от размывов при заливке чугуна.
ускорить охлаждение направляющих, что повышает
Применяемые литейные материалы
серый легированный чугун для получения монолитных направляющих.
нелегированный чугун оптимизированного
Применяемые литейные материалы
серый легированный чугун для получения монолитных направляющих.
нелегированный чугун оптимизированного
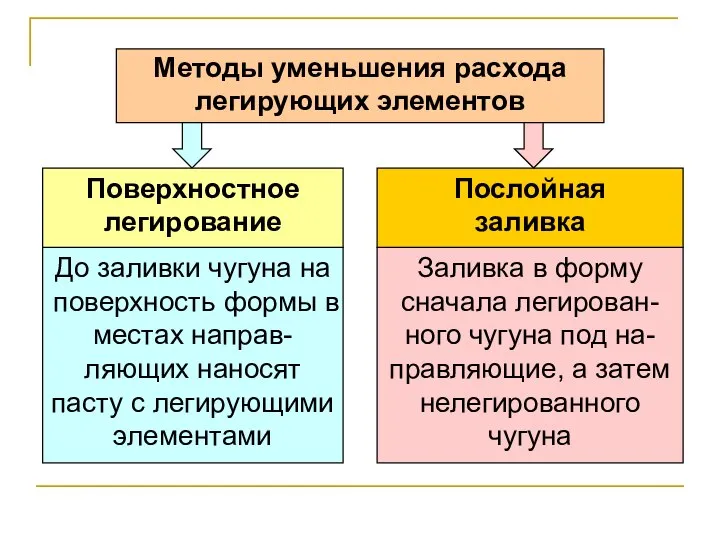
До заливки чугуна на поверхность формы в местах направ-ляющих наносят пасту
До заливки чугуна на поверхность формы в местах направ-ляющих наносят пасту
Исправление дефектов литья
крупные дефекты – с предварительным нагревом основного металла (600…650°С);
мелкие
Исправление дефектов литья
крупные дефекты – с предварительным нагревом основного металла (600…650°С);
мелкие
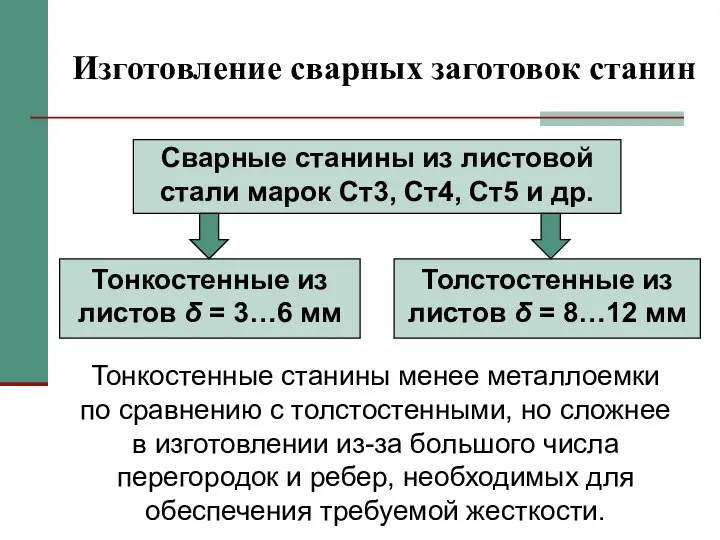
Изготовление сварных заготовок станин
Сварные станины из листовой стали марок Ст3, Ст4,
Изготовление сварных заготовок станин
Сварные станины из листовой стали марок Ст3, Ст4,
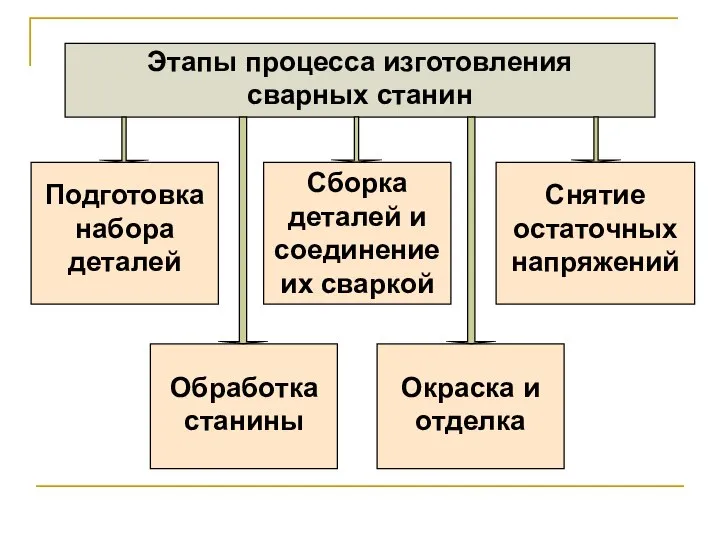
Этапы процесса изготовления
сварных станин
Этапы процесса изготовления
сварных станин
Уменьшение коробления станин
Использование специальных операций старения
Коробление станин вызывается самопроизволь-ным перераспределением напряжений,
Уменьшение коробления станин
Использование специальных операций старения
Коробление станин вызывается самопроизволь-ным перераспределением напряжений,
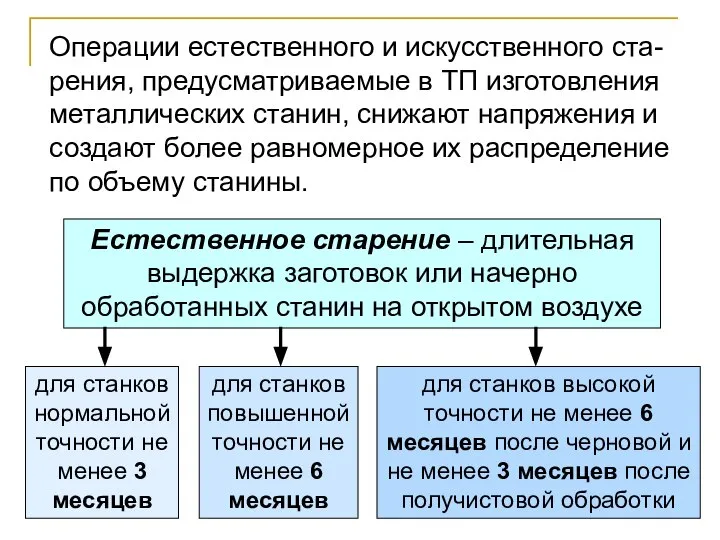
Естественное старение – длительная выдержка заготовок или начерно обработанных станин на
Естественное старение – длительная выдержка заготовок или начерно обработанных станин на
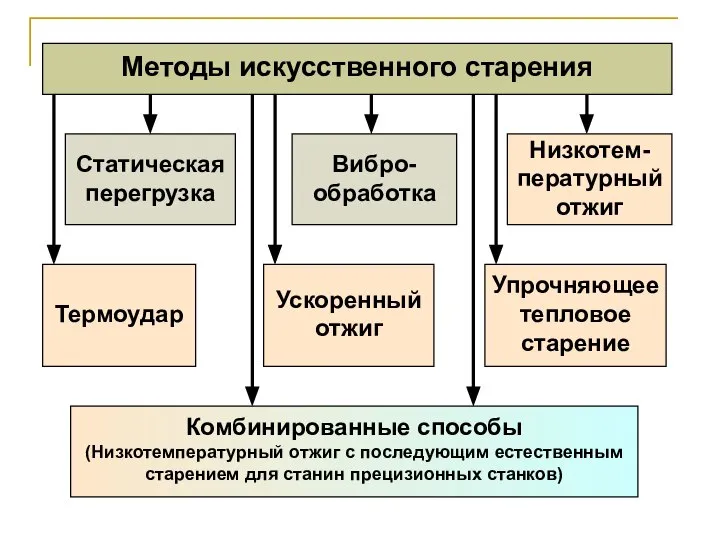
Методы искусственного старения
Статическая перегрузка
Термоудар
Ускоренный отжиг
Вибро-обработка
Низкотем-пературный отжиг
Упрочняющее тепловое старение
Комбинированные способы
(Низкотемпературный отжиг с
Методы искусственного старения
Статическая перегрузка
Термоудар
Ускоренный отжиг
Вибро-обработка
Низкотем-пературный отжиг
Упрочняющее тепловое старение
Комбинированные способы
(Низкотемпературный отжиг с
Построение ТП изготовления станин
черновой;
получистовой;
чистовой;
отделочный.
Процесс обработки станины разделяется на несколько отдельных этапов:
Число
Построение ТП изготовления станин
черновой;
получистовой;
чистовой;
отделочный.
Процесс обработки станины разделяется на несколько отдельных этапов:
Число
необходимость проведения старения для предотвращения коробления станины и, как следствие, необходимость
необходимость проведения старения для предотвращения коробления станины и, как следствие, необходимость
специфика имеющегося продольно-обраба-тывающего оборудования, необходимого для высокоточной обработки направляющих ста-нины, что
специфика имеющегося продольно-обраба-тывающего оборудования, необходимого для высокоточной обработки направляющих ста-нины, что
На первых операциях каждого этапа обра-ботки станины обрабатывают общие техноло-гические базы
На первых операциях каждого этапа обра-ботки станины обрабатывают общие техноло-гические базы
На этапе чистовой обработки направляющие обрабатывают последними, что предотвра-щает случайные повреждения
На этапе чистовой обработки направляющие обрабатывают последними, что предотвра-щает случайные повреждения
Выбор технологических баз
если процесс обработки резанием не пре-рывается операциями старения, термооб-работки,
Выбор технологических баз
если процесс обработки резанием не пре-рывается операциями старения, термооб-работки,

Применительно к заготовкам станин, как правило, первое условие не выполняется, что
Применительно к заготовкам станин, как правило, первое условие не выполняется, что
Выбор общих технологических баз для обработки большинства поверхностей
поверхности направляющих, другие вспомогательные
Выбор общих технологических баз для обработки большинства поверхностей
поверхности направляющих, другие вспомогательные
неизбежность порчи поверхности обработан-ных направляющих при установке на них станины;
значительные затраты
неизбежность порчи поверхности обработан-ных направляющих при установке на них станины;
значительные затраты
Выбор технологических баз для изготовления комплекта общих баз
Цели изготовления общих технологических
Выбор технологических баз для изготовления комплекта общих баз
Цели изготовления общих технологических
обеспечение требуемой размерной связи обрабатываемых и необрабаты-ваемых поверхностей станины, напри-мер, равномерности
обеспечение требуемой размерной связи обрабатываемых и необрабаты-ваемых поверхностей станины, напри-мер, равномерности
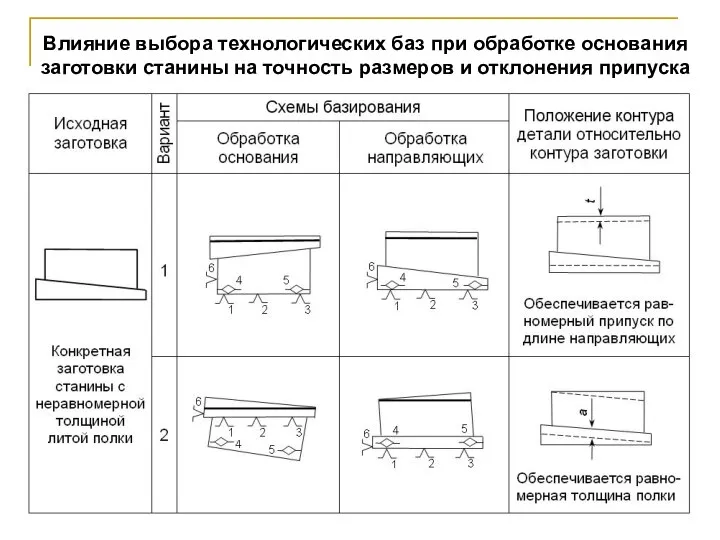
Влияние выбора технологических баз при обработке основания заготовки станины на точность
Влияние выбора технологических баз при обработке основания заготовки станины на точность
Для станин с накладными направляющими и без направляющих задачи первого вида
Для станин с накладными направляющими и без направляющих задачи первого вида
При обработке литых чугунных заготовок станин с монолитными, а тем более
При обработке литых чугунных заготовок станин с монолитными, а тем более
Влияние съема неравномерного припуска на твердость направляющих по длине
1–2 – обработанная
Влияние съема неравномерного припуска на твердость направляющих по длине
1–2 – обработанная
В случае съема неравномерного припуска с направляющих твердость и износостойкость могут
В случае съема неравномерного припуска с направляющих твердость и износостойкость могут
Установка станины при выполнении операций технологического процесса
Способы установки заготовки станины
(с
Установка станины при выполнении операций технологического процесса
Способы установки заготовки станины (с
В первом случае необходимая точность уста-новки достигается методом полной взаимоза-меняемости в
В первом случае необходимая точность уста-новки достигается методом полной взаимоза-меняемости в
Во втором случае положение каждой заготовки станины, устанавливаемой на столе станка
Во втором случае положение каждой заготовки станины, устанавливаемой на столе станка

Автоматизация выверки заготовки
Автоматизация выверки заготовки
Специальная измерительная головка автома-тически устанавливается из инструменталь-ного магазина в шпиндель станка
Специальная измерительная головка автома-тически устанавливается из инструменталь-ного магазина в шпиндель станка
Разметка заготовки станины
создание технологических баз для установки по разметочным рискам;
создание баз
Разметка заготовки станины
создание технологических баз для установки по разметочным рискам;
создание баз
При разметке заготовки стараются обеспечить наиболее удачное положение станины внутри объема
При разметке заготовки стараются обеспечить наиболее удачное положение станины внутри объема
Черновая обработка заготовок станин
снять литейную корку и дефектный слой, содержащий отбеленный
Черновая обработка заготовок станин
снять литейную корку и дефектный слой, содержащий отбеленный
Цели черновой обработки (окончание):
обеспечить равномерные припуски под последующую обработку направляющих;
обеспечить требуемые
Цели черновой обработки (окончание):
обеспечить равномерные припуски под последующую обработку направляющих;
обеспечить требуемые

Черновая обработка основания осуществляется:
фрезерованием;
или строганием;
точением
(круглое основание).
При ширине обрабатываемой поверхности
Черновая обработка основания осуществляется:
фрезерованием;
или строганием;
точением
(круглое основание).
При ширине обрабатываемой поверхности
Черновая обработка направляющих осуществляется:
фрезерованием;
или строганием;
или точением (круглые направляющие).
Фрезерование направляющих может
Черновая обработка направляющих осуществляется:
фрезерованием;
или строганием;
или точением (круглые направляющие).
Фрезерование направляющих может

Способы фрезерования прямолинейных направляющих заготовки
Способы фрезерования прямолинейных направляющих заготовки
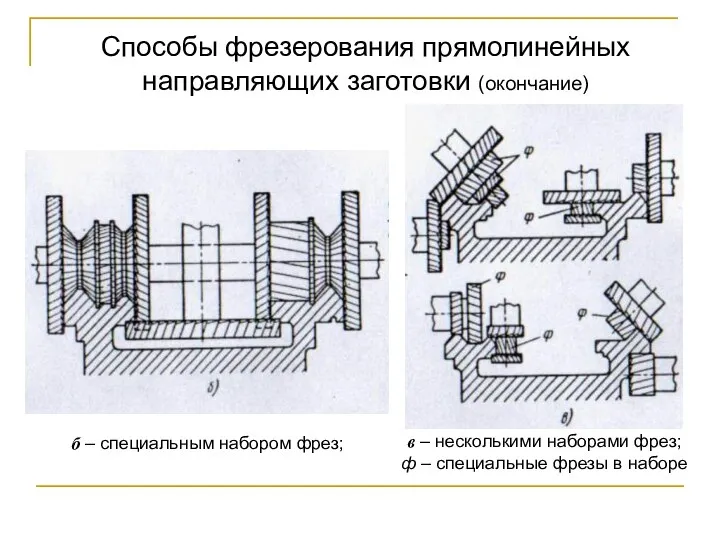
Способы фрезерования прямолинейных направляющих заготовки (окончание)
Способы фрезерования прямолинейных направляющих заготовки (окончание)
Чистовая обработка заготовок станин
Чистовая обработка основания станины, направляющих, верхних, боковых и
Чистовая обработка заготовок станин
Чистовая обработка основания станины, направляющих, верхних, боковых и
Используемые станки:
продольно-фрезерные;
продольно-строгальные;
продольно-шлифовальные;
многоцелевые станки с ЧПУ.
Для компенсации погрешностей, вызываемых термо-обработкой, в
Используемые станки:
продольно-фрезерные;
продольно-строгальные;
продольно-шлифовальные;
многоцелевые станки с ЧПУ.
Для компенсации погрешностей, вызываемых термо-обработкой, в
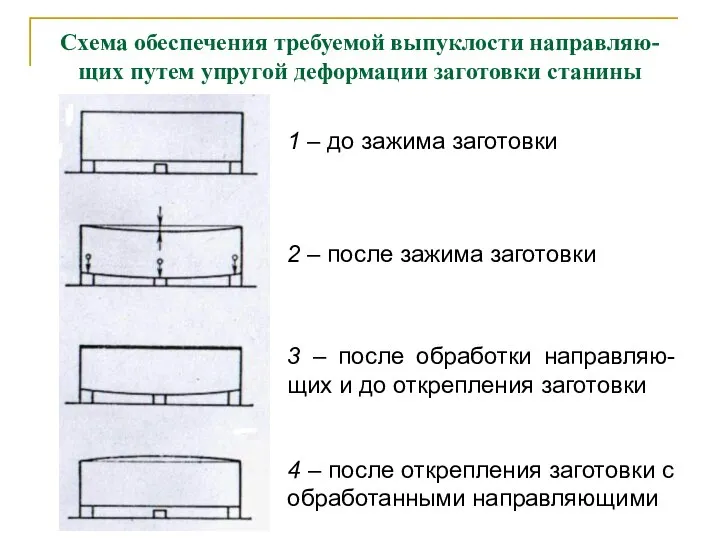
Схема обеспечения требуемой выпуклости направляю-щих путем упругой деформации заготовки станины
1
Схема обеспечения требуемой выпуклости направляю-щих путем упругой деформации заготовки станины
1
При обработке используют станки повышенной точности:
продольно-фрезерные;
продольно-строгальные.
При дальнейшей обработке направляющих и других
При обработке используют станки повышенной точности:
продольно-фрезерные;
продольно-строгальные.
При дальнейшей обработке направляющих и других

Особенно высокие требования точности предъявляют к торцевым поверхностям секций составных станин,
Особенно высокие требования точности предъявляют к торцевым поверхностям секций составных станин,
Обработка торца заготовки секции составной станины на многоцелевом станке
а –
Обработка торца заготовки секции составной станины на многоцелевом станке
а –
Основные требования, предъявляемые к крепежным отверстиям:
перпендикулярность осей отверстий к плоскости;
точность
Основные требования, предъявляемые к крепежным отверстиям:
перпендикулярность осей отверстий к плоскости;
точность

Обработка отверстий в станине в поворотном приспособлении на радиально-сверлильном станке по
Обработка отверстий в станине в поворотном приспособлении на радиально-сверлильном станке по
 Будни шиномонтажников СберТеха: как Gradle помогает собирать крупнейшую Корпоративную сервисную шину
Будни шиномонтажников СберТеха: как Gradle помогает собирать крупнейшую Корпоративную сервисную шину Химическая и добывающая промышленность
Химическая и добывающая промышленность Русская наука и образование во второй половине 19 века
Русская наука и образование во второй половине 19 века START SMILE сертификат
START SMILE сертификат Устройство токарного станка по дереву СТД-120М
Устройство токарного станка по дереву СТД-120М Горнопроходческие работы при строительстве стволов
Горнопроходческие работы при строительстве стволов Фотокор. Художник. Человек
Фотокор. Художник. Человек Общие сведения о принципе работы, видах и правилах эксплуатации бытовых холодильников, стиральных машин
Общие сведения о принципе работы, видах и правилах эксплуатации бытовых холодильников, стиральных машин Что такое микроскоп?
Что такое микроскоп? Нефтегазопромысловое оборудование. Лекция 1
Нефтегазопромысловое оборудование. Лекция 1 20130503_den_buryatskogo_yazyka
20130503_den_buryatskogo_yazyka Coronavirus - presentación
Coronavirus - presentación Разработка информационной системы регионального управления Пенсионным фондом
Разработка информационной системы регионального управления Пенсионным фондом ООО Завод тентовых ангаров Технострой-Сервис
ООО Завод тентовых ангаров Технострой-Сервис Задание по архитектурной критике
Задание по архитектурной критике Bayantal PP
Bayantal PP Prezentatsia_Microsoft_PowerPoint
Prezentatsia_Microsoft_PowerPoint Производство и продукция
Производство и продукция Защита диплома
Защита диплома Фасовочно-упаковочное оборудование
Фасовочно-упаковочное оборудование Barbie. History
Barbie. History Духовная Академия. Александро- Невская Лавра
Духовная Академия. Александро- Невская Лавра Деятельность человека, ее основные виды
Деятельность человека, ее основные виды Газовая промышленность
Газовая промышленность Брендинг сигналок
Брендинг сигналок Петер Ветш. Концепция земляных домов
Петер Ветш. Концепция земляных домов Модель реформування лісового господарства України
Модель реформування лісового господарства України Мосты
Мосты