Процессы и операции формообразования. Процессы, завершающие металлургический цикл: прессование, волочение
- Процессы и операции формообразования. Процессы, завершающие металлургический цикл: прессование, волочение

Содержание
- 2. Прессование Прессование – это способ выдавливания металла из замкнутой полости через отверстие в инструменте Рисунок 9.1-Схема
- 3. Прессование Рисунок 9.2. Схемы прессования: а – прямое для сплошного профиля; б – то же, для
- 4. Методы прессования При прямом прессовании направление движения пуансона и выдавливаемого металла совпадают. Отличительной особенностью прямого метода
- 5. Продукция прессования Прессованием получают прутки диаметром 3…250 мм, проволоку диаметром 1…6 мм, трубы диаметром 20…600 мм
- 6. Оборудование для прессования Для осуществления процесса прессования являются: специализированные гидравлические горизонтальные и вертикальные прессы. Номинальное усилие
- 7. Исходные материалы и режимы прессования Исходной заготовкой обычно служит слиток цилиндрической формы или многогранник, полученный непрерывной
- 8. Достоинства прессования возможность получения сплошных и полых профилей сложного сечения, которые могут быть получены другими методами,
- 9. Недостатки прессования значительное изнашивание инструмента, матриц и особенно игл из-за больших контактных напряжений и температур, особенно
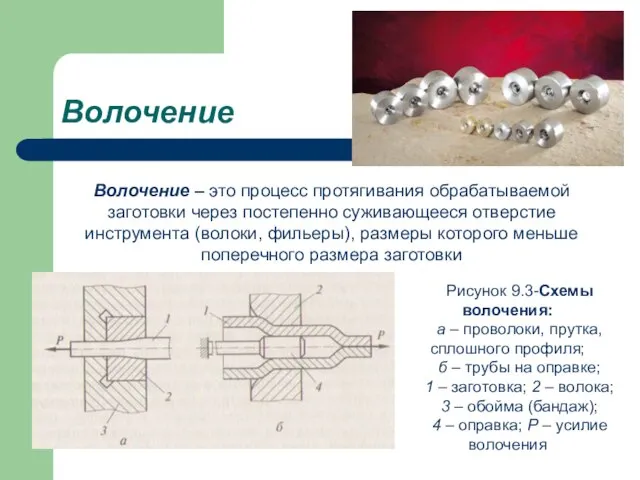
- 10. Волочение Волочение – это процесс протягивания обрабатываемой заготовки через постепенно суживающееся отверстие инструмента (волоки, фильеры), размеры
- 11. Исходные материалы для волочения для волочения проволоки являются проволока-катанка и прессованная проволока диаметром 5…9 мм, для
- 12. Продукция волочения Волочением получают: проволоку диаметром от 6 до 0,008 мм; прутки, трубы с наружным диаметром
- 13. Режимы процесса волочения Волочение проводят, как правило, в условиях холодной деформации за исключением волочения проволоки из
- 14. Роль науки в развитии процессов ОМД Схема продольной прокатки: а – установившийся процесс; б – силы,
- 15. Роль науки в развитии процессов ОМД Вопрос. Изменится ли усилие прессования (волочения), если изменить геометрию отверстия
- 17. Скачать презентацию

Прессование
Прессование –
это способ выдавливания металла из замкнутой
полости через отверстие
Прессование
Прессование –
это способ выдавливания металла из замкнутой
полости через отверстие

Прессование
Рисунок 9.2. Схемы прессования:
а – прямое для сплошного профиля; б
Прессование
Рисунок 9.2. Схемы прессования:
а – прямое для сплошного профиля; б
Методы прессования
При прямом прессовании направление движения пуансона
и выдавливаемого металла совпадают.
Методы прессования
При прямом прессовании направление движения пуансона
и выдавливаемого металла совпадают.
Продукция прессования
Прессованием получают
прутки диаметром 3…250 мм,
проволоку диаметром 1…6
Продукция прессования
Прессованием получают
прутки диаметром 3…250 мм,
проволоку диаметром 1…6
Оборудование для прессования
Для осуществления процесса прессования являются:
специализированные гидравлические горизонтальные
и
Оборудование для прессования
Для осуществления процесса прессования являются:
специализированные гидравлические горизонтальные
и
Исходные материалы и режимы прессования
Исходной заготовкой обычно служит слиток цилиндрической формы
Исходные материалы и режимы прессования
Исходной заготовкой обычно служит слиток цилиндрической формы
Достоинства прессования
возможность получения сплошных и полых профилей сложного сечения, которые могут
Достоинства прессования
возможность получения сплошных и полых профилей сложного сечения, которые могут
Недостатки прессования
значительное изнашивание инструмента, матриц и особенно игл из-за больших контактных
Недостатки прессования
значительное изнашивание инструмента, матриц и особенно игл из-за больших контактных
Волочение
Волочение – это процесс протягивания обрабатываемой заготовки через постепенно суживающееся
Волочение
Волочение – это процесс протягивания обрабатываемой заготовки через постепенно суживающееся
Исходные материалы для волочения
для волочения проволоки являются проволока-катанка и прессованная проволока
Исходные материалы для волочения
для волочения проволоки являются проволока-катанка и прессованная проволока
Продукция волочения
Волочением получают:
проволоку диаметром от 6 до 0,008 мм;
прутки,
трубы
Продукция волочения
Волочением получают:
проволоку диаметром от 6 до 0,008 мм;
прутки,
трубы
Режимы процесса волочения
Волочение проводят, как правило, в условиях холодной деформации
за
Режимы процесса волочения
Волочение проводят, как правило, в условиях холодной деформации
за
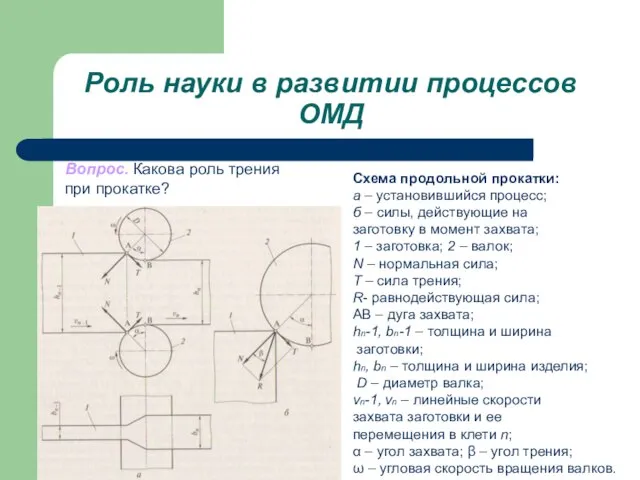
Роль науки в развитии процессов ОМД
Схема продольной прокатки:
а – установившийся процесс;
Роль науки в развитии процессов ОМД
Схема продольной прокатки:
а – установившийся процесс;
Роль науки в развитии процессов ОМД
Вопрос. Изменится ли усилие прессования (волочения),
Роль науки в развитии процессов ОМД
Вопрос. Изменится ли усилие прессования (волочения),
 Вопросы от официального оппонента профессора К.В.Храмовой
Вопросы от официального оппонента профессора К.В.Храмовой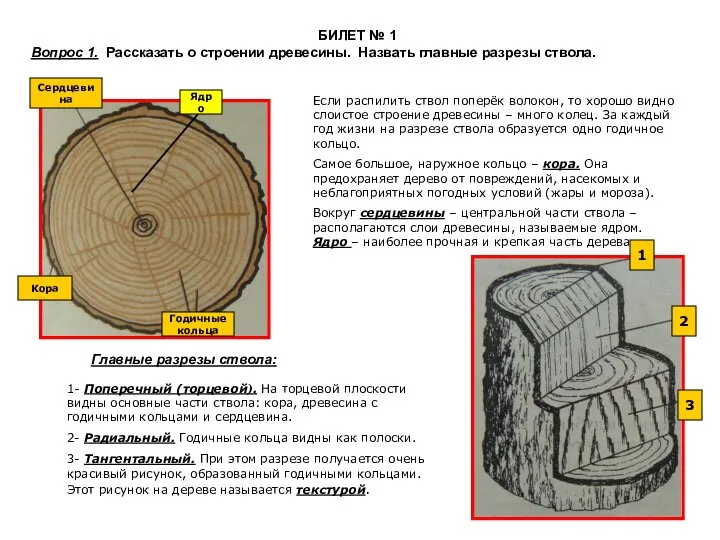 Наружное кольцо – кора
Наружное кольцо – кора Совершенствование системы оплаты труда медицинских работников, направленное на формирование сбалансированной структуры
Совершенствование системы оплаты труда медицинских работников, направленное на формирование сбалансированной структуры Конь - символ солнца и добра
Конь - символ солнца и добра Резюме. Жиленко Наталья Валерьевна
Резюме. Жиленко Наталья Валерьевна TAM kart
TAM kart 20150110_prezentatsiya_nekrasov_
20150110_prezentatsiya_nekrasov_ Портфолио волонтерского отряда Импульс
Портфолио волонтерского отряда Импульс Правила оформления реквизитов служебных документов, обеспечивающих юридическую силу
Правила оформления реквизитов служебных документов, обеспечивающих юридическую силу galactica_2022
galactica_2022 Псалом 18. Вечнозаветная псалтирь
Псалом 18. Вечнозаветная псалтирь izo_-_bukvitsa_1_klass
izo_-_bukvitsa_1_klass Литературная викторина
Литературная викторина 20120502_dorozhki
20120502_dorozhki Компьютерная электроника. Введение. (Лекция 1)
Компьютерная электроника. Введение. (Лекция 1) F-F 1
F-F 1 TZS
TZS Любимый поздравляю тебя с днём влюблённых
Любимый поздравляю тебя с днём влюблённых Водопровод и канализация
Водопровод и канализация Основы литейного производства
Основы литейного производства Деформационный шов и его виды деформаций
Деформационный шов и его виды деформаций Меню кофе зерновой
Меню кофе зерновой Zabezpieczenia wykopów w gęstej zabudowie miejskiej na przykładzie budowy w Kielcach
Zabezpieczenia wykopów w gęstej zabudowie miejskiej na przykładzie budowy w Kielcach Итоговая проектная работа по теме: Религии в России
Итоговая проектная работа по теме: Религии в России Монтаж термоусажевающей кабельной муфты
Монтаж термоусажевающей кабельной муфты Классификация роботов
Классификация роботов Top 20 facts about Russia
Top 20 facts about Russia Нейтронный гамма каротаж
Нейтронный гамма каротаж