- Расчет режимов сварки. Сварочное оборудование

Содержание
- 2. 2. Описание изделия Теплообменник состоит из внутренней трубы диаметром 100 мм, внешней трубы с двумя отверстиями
- 3. 3. Описание физико-механических свойств и химического состава материала детали Материал, из которого изготовляют данное изделие –
- 4. 4. Описание технологического процесса сборки конструкции 4.1 Технические условия на изготовление теплообменника Перед сваркой сварочные материалы
- 5. 5. Расчёт режимов сварки. Сварочное оборудование 5.1 Выбор способа сварки Повысить качество металла шва возможно, при
- 6. 5.3. Выбор сварочных материалов Для сплава Амг5 нужно выбрать проволоку аналогичную по составу основновного металла. Выбрать
- 7. 5.4. Выбор сварочного оборудования Для сварки данного соединения необходимо оборудование: Источник питания постоянного тока с жесткой
- 8. 6. Выбор и описание приспособлений и инструментов для сборки и сварки конструкции При сборке конструкций широко
- 9. 7. Выбор и описание контрольно-измерительного инструмента Для проведения контроля качества используем контрольно-измерительные инструменты, такие как: линейки;
- 10. 8.Описание организации рабочего места Электросварщик обязан выполнять работы на специально отведенном постоянном сварочном участке. электросварщики ручной
- 11. 9.Описание передовых методов и приёмов труда при сварке конструкции В последнее время увеличиваются требования к качеству
- 13. Скачать презентацию

2. Описание
изделия
Теплообменник состоит из внутренней трубы диаметром 100 мм, внешней
2. Описание
изделия
Теплообменник состоит из внутренней трубы диаметром 100 мм, внешней
3. Описание физико-механических свойств и химического состава материала детали
Материал, из которого
3. Описание физико-механических свойств и химического состава материала детали
Материал, из которого
4. Описание технологического процесса сборки конструкции
4.1 Технические условия на изготовление теплообменника
Перед
4. Описание технологического процесса сборки конструкции
4.1 Технические условия на изготовление теплообменника
Перед
5. Расчёт режимов сварки. Сварочное оборудование
5.1 Выбор способа сварки
Повысить качество металла
5. Расчёт режимов сварки. Сварочное оборудование
5.1 Выбор способа сварки
Повысить качество металла
5.3. Выбор сварочных материалов
Для сплава Амг5 нужно выбрать проволоку аналогичную по
5.3. Выбор сварочных материалов
Для сплава Амг5 нужно выбрать проволоку аналогичную по
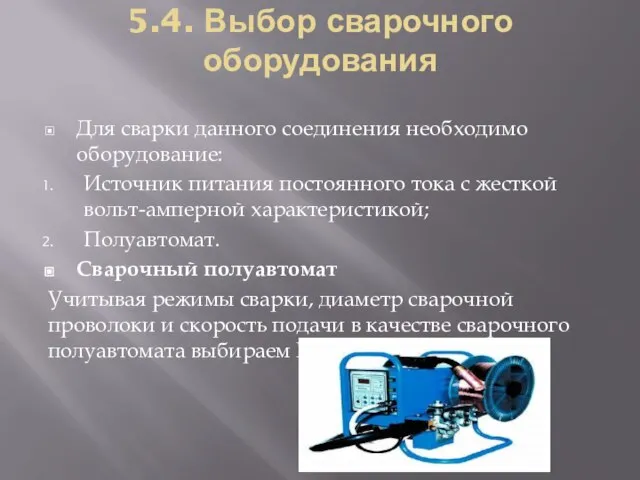
5.4. Выбор сварочного оборудования
Для сварки данного соединения необходимо оборудование:
Источник питания постоянного
5.4. Выбор сварочного оборудования
Для сварки данного соединения необходимо оборудование:
Источник питания постоянного

6. Выбор и описание приспособлений и инструментов для сборки и сварки
6. Выбор и описание приспособлений и инструментов для сборки и сварки

7. Выбор и описание контрольно-измерительного инструмента
Для проведения контроля качества используем
7. Выбор и описание контрольно-измерительного инструмента
Для проведения контроля качества используем
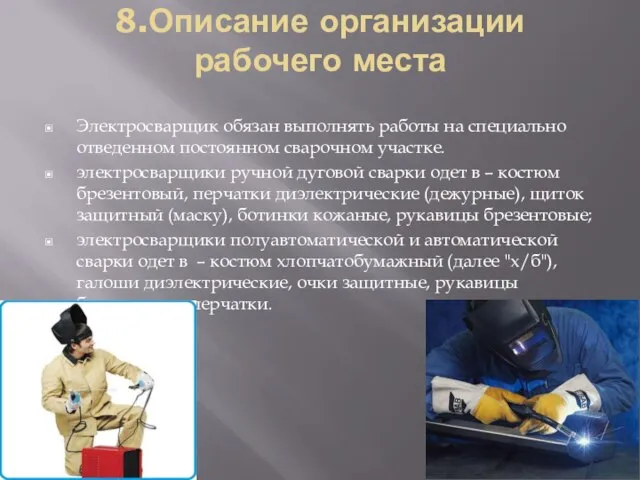
8.Описание организации рабочего места
Электросварщик обязан выполнять работы на специально отведенном постоянном
8.Описание организации рабочего места
Электросварщик обязан выполнять работы на специально отведенном постоянном
9.Описание передовых методов и приёмов труда при сварке конструкции
В последнее время
9.Описание передовых методов и приёмов труда при сварке конструкции
В последнее время
 ПАО Газпром
ПАО Газпром В гости к весне
В гости к весне Разная Россия
Разная Россия Параллельный и последовательный порты
Параллельный и последовательный порты БАТЫЙ
БАТЫЙ Юбилей 60 лет
Юбилей 60 лет Ромашки из Бектяшки
Ромашки из Бектяшки Laboratorio redazione Testi Triennale
Laboratorio redazione Testi Triennale Воздействие человека на рельеф и антропогенные формы рельефа
Воздействие человека на рельеф и антропогенные формы рельефа Тема_11_1_Лекция_1_ч_Лекция_1_ч_Алгоритмы_ранжирования_карточек (1)
Тема_11_1_Лекция_1_ч_Лекция_1_ч_Алгоритмы_ранжирования_карточек (1) Особенности устройства резервуаров. Порядок определения количества горючего
Особенности устройства резервуаров. Порядок определения количества горючего Ур. 26 Деловая переписка, распознавание текста и системы компьютерного перевода
Ур. 26 Деловая переписка, распознавание текста и системы компьютерного перевода План повышения эффективности работы ТУТС в г. Саратове
План повышения эффективности работы ТУТС в г. Саратове Посмотри на Свет. Тема 18
Посмотри на Свет. Тема 18 klass_ техн
klass_ техн Принципы построения содержания ОК
Принципы построения содержания ОК Кредитная система обучения
Кредитная система обучения Солнечные электростанции
Солнечные электростанции Сцена. Расстановка столов. ООО Русь Менеджмент
Сцена. Расстановка столов. ООО Русь Менеджмент Дорожный патруль
Дорожный патруль Расчёт сил и средств на развёртывание трубопровода
Расчёт сил и средств на развёртывание трубопровода 20130222_funkcionalnaya_shema_kompyutera_2010
20130222_funkcionalnaya_shema_kompyutera_2010 Аэропорты мира: Дюссельдорф и Гамбург
Аэропорты мира: Дюссельдорф и Гамбург Католический мир. Мировая конфессиональная структура
Католический мир. Мировая конфессиональная структура экология и мы
экология и мы 20120807_pushkin_7_kl
20120807_pushkin_7_kl презентация по МП
презентация по МП Городской конкурс опекунов (попечителей) и приёмных семей
Городской конкурс опекунов (попечителей) и приёмных семей