Разработка технологического процесса механической обработки детали Гильза с использованием автоматизированного оборудования
- Разработка технологического процесса механической обработки детали Гильза с использованием автоматизированного оборудования

Содержание
- 2. Актуальность дипломного проекта: Актуальность дипломного проекта обусловлена тем, что в настоящее время повышаются требования к качеству
- 3. Исходные Данные: Чертеж детали; Объем партии 5000 шт. в год; Работа в 2 смены по 8
- 5. Деталь изготовлена из материала Д16Т: Д16 - это сплав алюминия с магнием и медью. Такие сплавы
- 6. Химические и механические свойства материала
- 7. Заготовка
- 8. Маршрут обработки
- 9. 010 Токарно-винторезная обработка производится на станке 16К20
- 11. Деталь зажимается кулачками поз.2. Для закрепления детали используется пневмопривод. Для зажима детали воздух подается через левый
- 12. 015 Сверлильно-Фрезерная с ЧПУ обработка производится на станке DMG CTX beta 1250 TC
- 13. 020 Токарно-винторезная с ЧПУ обработка производится на станке Haas DS 30
- 14. Расчетно-технологическая карта
- 15. Экономическая часть
- 17. Скачать презентацию
Актуальность дипломного проекта:
Актуальность дипломного проекта обусловлена тем, что в настоящее время
Актуальность дипломного проекта:
Актуальность дипломного проекта обусловлена тем, что в настоящее время
Исходные Данные:
Чертеж детали;
Объем партии 5000 шт. в год;
Работа в 2 смены
Исходные Данные:
Чертеж детали;
Объем партии 5000 шт. в год;
Работа в 2 смены

Деталь изготовлена из материала
Д16Т:
Д16 - это сплав алюминия с магнием и медью. Такие
Деталь изготовлена из материала
Д16Т:
Д16 - это сплав алюминия с магнием и медью. Такие

Химические и механические свойства материала
Химические и механические свойства материала
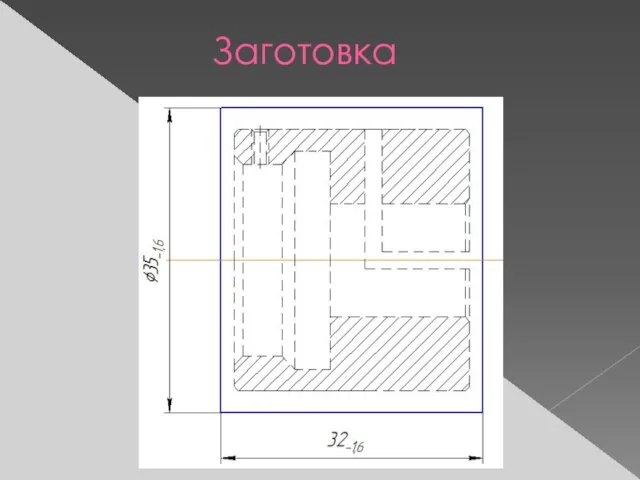
Заготовка
Заготовка
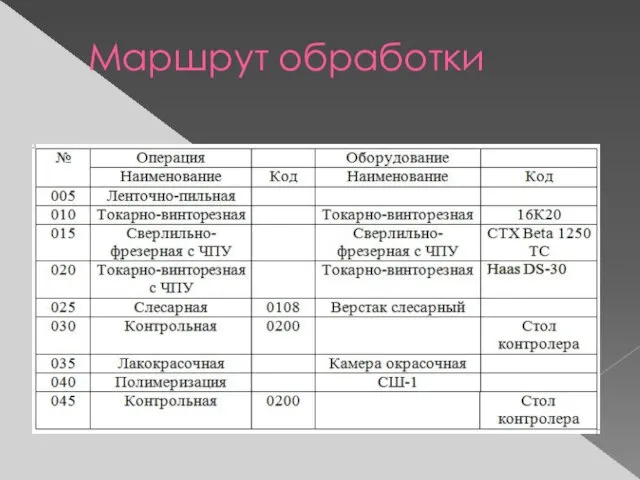
Маршрут обработки
Маршрут обработки

010 Токарно-винторезная
обработка производится на станке 16К20
010 Токарно-винторезная
обработка производится на станке 16К20
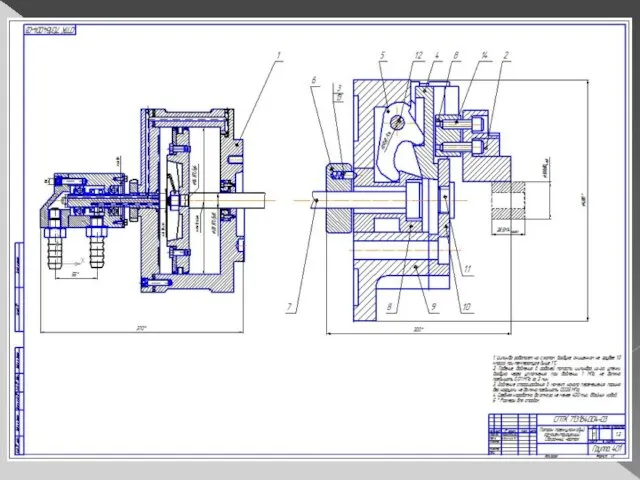

Деталь зажимается кулачками поз.2. Для закрепления детали используется пневмопривод. Для зажима
Деталь зажимается кулачками поз.2. Для закрепления детали используется пневмопривод. Для зажима

015 Сверлильно-Фрезерная с ЧПУ
обработка производится на станке DMG CTX beta 1250
015 Сверлильно-Фрезерная с ЧПУ обработка производится на станке DMG CTX beta 1250

020 Токарно-винторезная с ЧПУ
обработка производится на станке Haas DS 30
020 Токарно-винторезная с ЧПУ
обработка производится на станке Haas DS 30
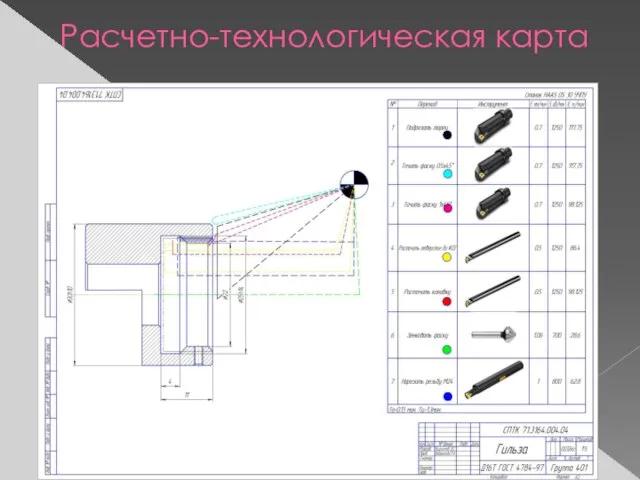
Расчетно-технологическая карта
Расчетно-технологическая карта
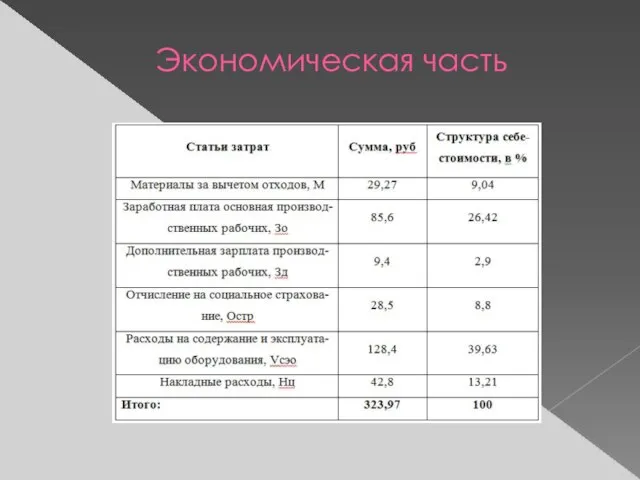
Экономическая часть
Экономическая часть
 Автоматическое управление торможением на участке Саратов I – Трофимовский I
Автоматическое управление торможением на участке Саратов I – Трофимовский I Экономические основы производства. Накладные расходы
Экономические основы производства. Накладные расходы Электрооборудование токарных сtahкob
Электрооборудование токарных сtahкob Интерактивная познавательная игра Рождественский калейдоскоп
Интерактивная познавательная игра Рождественский калейдоскоп Царство животные
Царство животные алгебраических выражений
алгебраических выражений 20140616_impressionizm
20140616_impressionizm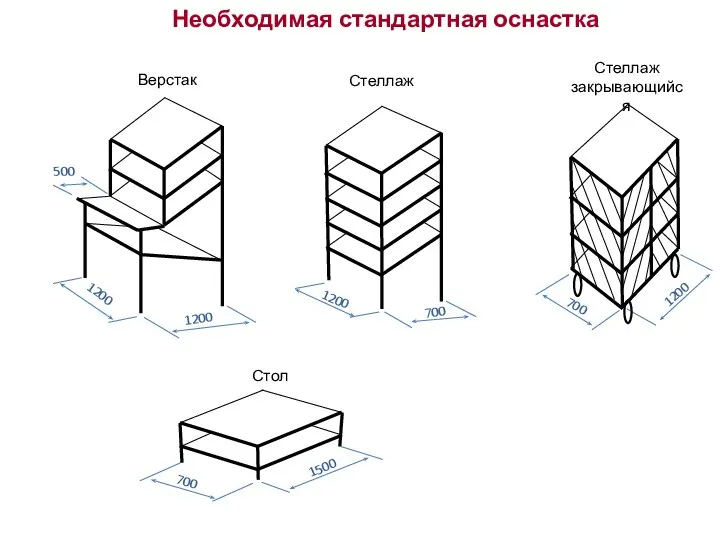 Необходимая стандартная оснастка
Необходимая стандартная оснастка either-or-neither-nor-not-only-but-also-both-and-grammar-guides
either-or-neither-nor-not-only-but-also-both-and-grammar-guides Понятие о технологии деревянного строительства
Понятие о технологии деревянного строительства объявление
объявление Дебитометрические исследования скважин. (Лекция 3)
Дебитометрические исследования скважин. (Лекция 3) День святых жён - мироносиц
День святых жён - мироносиц Производство стали
Производство стали Оснащение для малярных работ
Оснащение для малярных работ Классификация, устройство и характерные неисправности поршневых компрессоров
Классификация, устройство и характерные неисправности поршневых компрессоров Ночная сорочка. Проект по технологии. (7 класс)
Ночная сорочка. Проект по технологии. (7 класс) Общие понятия о зданиях и сооружениях требования, предъявляемые к зданиям (тема 4.1)
Общие понятия о зданиях и сооружениях требования, предъявляемые к зданиям (тема 4.1) В некотором царстве
В некотором царстве Таинство Венчания
Таинство Венчания Конкурс Семейные реликвии в моей семье
Конкурс Семейные реликвии в моей семье ImmiAccount enhancements
ImmiAccount enhancements Энергосберегающие мероприятия. Подтема 4. Классификация мероприятий по энергоэффективности
Энергосберегающие мероприятия. Подтема 4. Классификация мероприятий по энергоэффективности 20111108_zagadki_o_lete_chast_2
20111108_zagadki_o_lete_chast_2 Общие сведения о бетонных и железобетонных конструкциях
Общие сведения о бетонных и железобетонных конструкциях Весело карандаш учитель лисица
Весело карандаш учитель лисица Псих срс Аутизм
Псих срс Аутизм Почетные граждане и знаменитые люди п. Уразова
Почетные граждане и знаменитые люди п. Уразова