- Системи комбінаційного керування

Содержание
- 2. Рішення : Визначимо нормальну альтернативну форму для сигналів w, x, y, z |. Сигнал z має
- 4. Приклад 2: У подавачі виштамповок застосовано два пристрої: перекидний, який вводиться в дію поданням сигналу w=
- 5. Представте повну таблицю логічних функцій, визначте комбінації сигналів а, b і c для відповідних положень виштамповки,
- 6. Приклад 3: У сортувальному пристрої перевіряються розміри деталей форми паралелепіпеда. З цією метою використано три кінцевих
- 7. Представте таблицю логічних функцій, які визначають сигнали керування стрілками для всіх комбінацій характерних ознак деталей. За
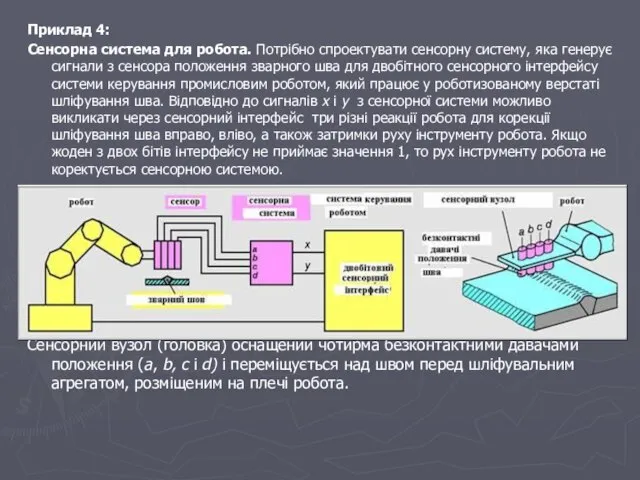
- 8. Приклад 4: Сенсорна система для робота. Потрібно спроектувати сенсорну систему, яка генерує сигнали з сенсора положення
- 9. Зварний шов, який знаходиться безпосередньо під давачем, викликає сигнал 1 на його виході. Шов, який знаходиться
- 11. Скачать презентацию
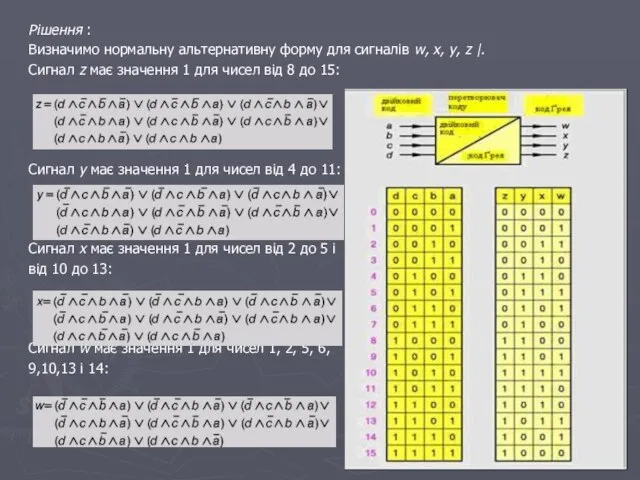
Рішення :
Визначимо нормальну альтернативну форму для сигналів w, x, y, z
Рішення :
Визначимо нормальну альтернативну форму для сигналів w, x, y, z

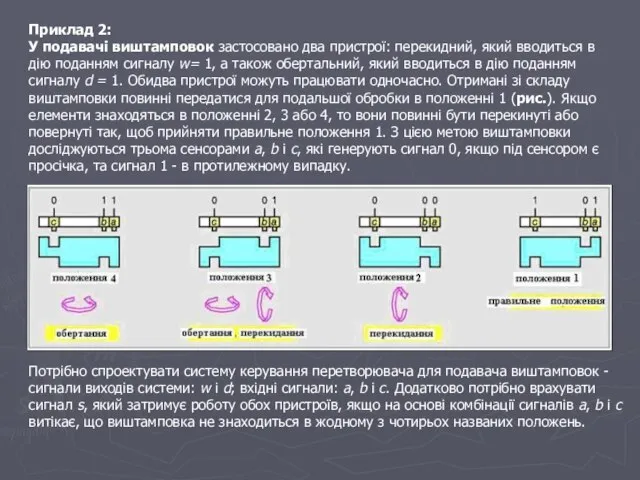
Приклад 2:
У подавачі виштамповок застосовано два пристрої: перекидний, який вводиться в
Приклад 2:
У подавачі виштамповок застосовано два пристрої: перекидний, який вводиться в
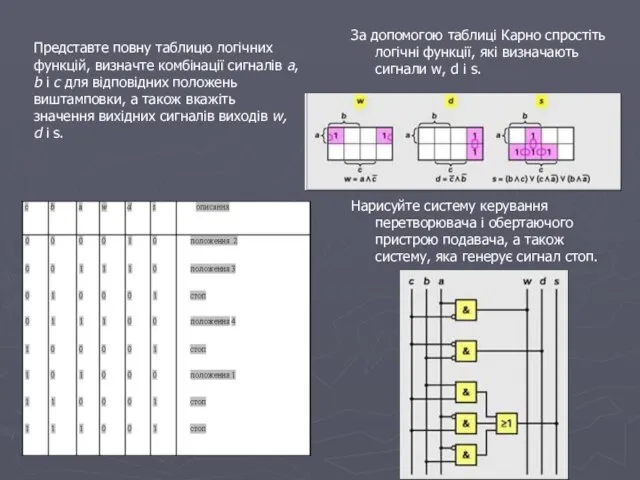
Представте повну таблицю логічних функцій, визначте комбінації сигналів а, b і
Представте повну таблицю логічних функцій, визначте комбінації сигналів а, b і

Приклад 3:
У сортувальному пристрої перевіряються розміри деталей форми паралелепіпеда. З цією
Приклад 3:
У сортувальному пристрої перевіряються розміри деталей форми паралелепіпеда. З цією
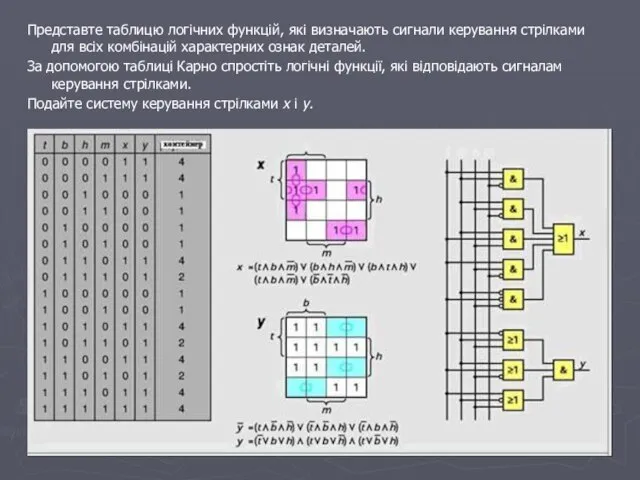
Представте таблицю логічних функцій, які визначають сигнали керування стрілками для всіх
Представте таблицю логічних функцій, які визначають сигнали керування стрілками для всіх
Приклад 4:
Сенсорна система для робота. Потрібно спроектувати сенсорну систему, яка генерує
Приклад 4:
Сенсорна система для робота. Потрібно спроектувати сенсорну систему, яка генерує
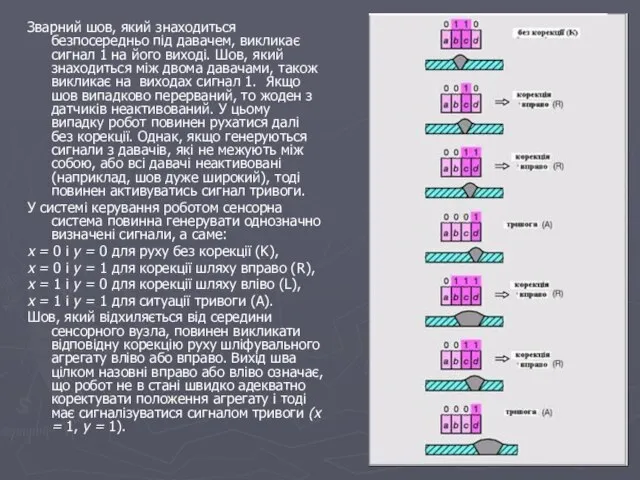
Зварний шов, який знаходиться безпосередньо під давачем, викликає сигнал 1 на
Зварний шов, який знаходиться безпосередньо під давачем, викликає сигнал 1 на
 Pedsovet_2022 (1)
Pedsovet_2022 (1) Psychology - 1
Psychology - 1 Творчество поэтессы и журналиста Т. Давлетбердиной
Творчество поэтессы и журналиста Т. Давлетбердиной Фотоальбом. Прости меня
Фотоальбом. Прости меня Система зажигания
Система зажигания Дом моей мечты. Дом из древесины
Дом моей мечты. Дом из древесины Iphone X. Герои большого экрана
Iphone X. Герои большого экрана Емпірично-теоретичні дослідження: індукція та дедукція
Емпірично-теоретичні дослідження: індукція та дедукція Рисование осенних листьев
Рисование осенних листьев Фотоальбом. С днем матери
Фотоальбом. С днем матери Средства художественной выразительности в скульптуре
Средства художественной выразительности в скульптуре Kommunikativnoe_povedenie__6
Kommunikativnoe_povedenie__6 Материалы и инструменты
Материалы и инструменты 220804 остановки Т2
220804 остановки Т2 20120902_predlogi_v_nad_pod
20120902_predlogi_v_nad_pod Электрическая лампа накаливания. Энергосберегающая лампа
Электрическая лампа накаливания. Энергосберегающая лампа Фотоальбом. С днем рождения
Фотоальбом. С днем рождения Что такое микроконтроллер. Области применения
Что такое микроконтроллер. Области применения Наши помощники на кухне
Наши помощники на кухне 开发计划方案. 写实动物排名权重
开发计划方案. 写实动物排名权重 Сызыктуу теңдемелер системалары
Сызыктуу теңдемелер системалары 5
5 20140124_khokku2
20140124_khokku2 Электрооборудование промышленности и электроснабжение. Электроустановки дугового нагрева. (Тема 2.4)
Электрооборудование промышленности и электроснабжение. Электроустановки дугового нагрева. (Тема 2.4) Мера накопленных усталостных повреждений прикреплений элементов клепаных металлических пролетных строений
Мера накопленных усталостных повреждений прикреплений элементов клепаных металлических пролетных строений Ансамбль Троице-Сергиевой лавры
Ансамбль Троице-Сергиевой лавры Совершенствование работы станции Р при взаимодействии с железнодорожными путями необщего пользования
Совершенствование работы станции Р при взаимодействии с железнодорожными путями необщего пользования Презентация мотивация и потребности
Презентация мотивация и потребности