- Spawanie jako dział technologii łączenia

Содержание
- 2. Jako ogólne spawalnicze procesy łączenia wyróżnia się podział na: - spawanie - zgrzewanie - lutowanie SPAWANIE
- 3. W wyniku spawalniczych metod łączenia tworzyw konstrukcyjnych uzyskuje się połączenie o fizycznej ciągłości. Dotyczy to zarówno
- 4. 111 - spawanie łukowe ręczne elektrodą otuloną ang. shielded metal arc welding - SMAW manual metal
- 5. 131 - spawanie metodą MIG (GMA) ang. (Metal Inert Gas) spawanie elektrodą topliwą w osłonie gazów
- 6. Przykładowe oznaczenia niektórych metod są następujące: 111 - spawanie łukowe ręczne elektrodą otuloną 121 - spawanie
- 7. MIG/MAG Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy się między elektrodą, mająca postać ciągłego
- 8. Zazwyczaj gaz ochronny zawiera aktywny chemicznie dwutlenek węgla lub tlen i dlatego spawanie metodą MAG jest
- 9. Nowoczesną odmianą jest synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub regulacja jednym pokrętłem oznacza, że prędkość
- 10. Synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub regulacja pokrętłem oznacza, że prędkość posuwu drutu spawalniczego jest
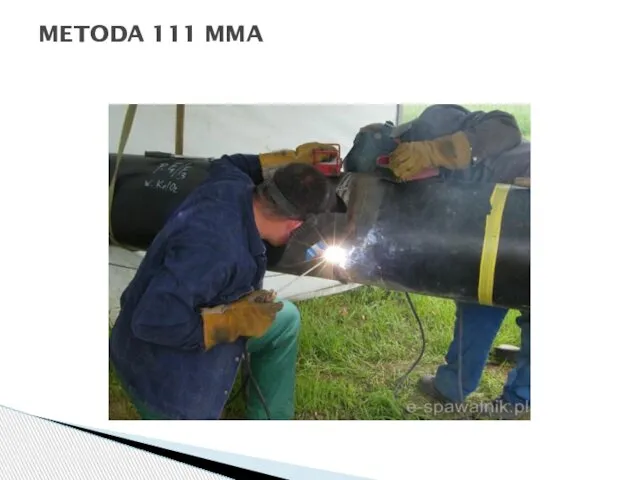
- 11. METODA 111 MMA Metoda Spawania Łukowego przy pomocy topliwej elektrody metalowej pokrytej otuliną topnika
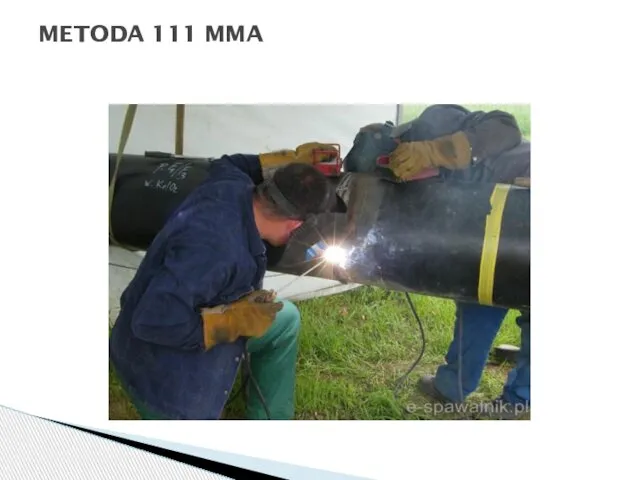
- 12. METODA 111 MMA
- 13. METODA 111 MMA
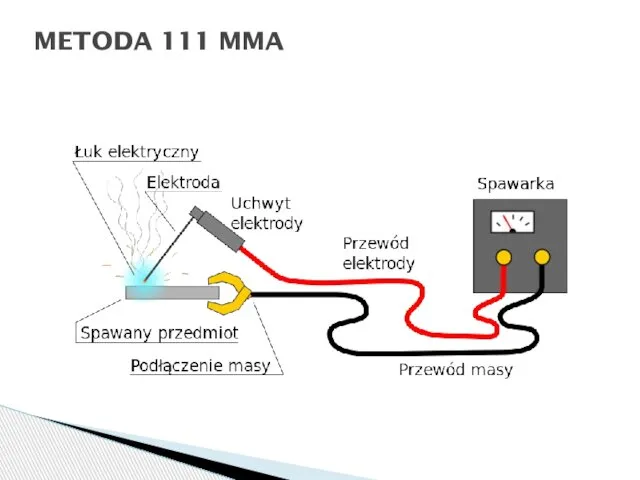
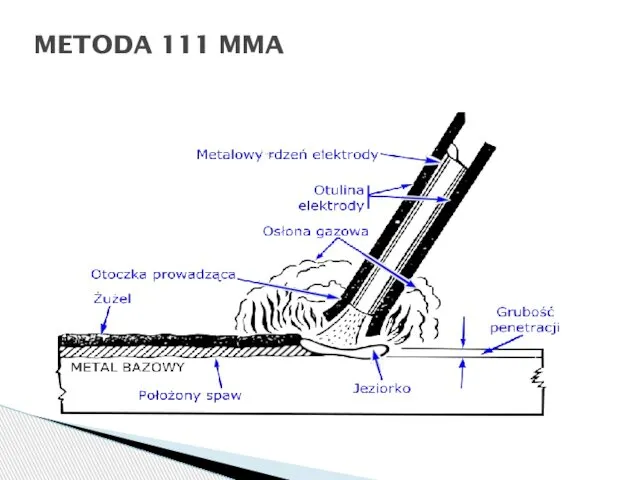
- 14. Metoda Spawania Łukowego przy pomocy topliwej elektrody metalowej pokrytej otuliną topnika. . Prąd elektryczny (stały lub
- 15. Obydwa z powyższych chronią spoinę przed wpływem powietrza atmosferycznego. Żużel dodatkowo pokrywa spoinę zmniejszając szybkość jej
- 16. METODA 111 MMA
- 17. Aby zajarzyć łuk elektryczny należy zetknąć elektrodę z przedmiotem i szybko ją cofnąć, aby uniknąć jej
- 18. METODA 111 MMA
- 19. W czasie topnienia elektrody rozkładają się związki chemiczne zawarte w otulinie elektrody tworząc gazowe produkty, których
- 20. Żużel następnie wypływa na powierzchnię stopionego metalu i krzepnie tworząc na jego powierzchni płaszcz chroniący przed
- 21. Właściwa technika spawania zależy od elektrody, składu metalu spawanego oraz pozycji i rodzaju kładzionego spawu. Wybór
- 22. To umożliwia zwiększenie szybkości spawania. Spoiny nachylone, pionowe lub w pozycji pułapowej wymagają większych umiejętności spawacza
- 23. Natężenie prądu spawania dobiera się zazwyczaj na podstawie danych katalogowych producenta. Parametr ten w największym stopniu
- 24. NAPIĘCIE ŁUKU proporcjonalne jest do długości łuku i wywiera wyraźny wpływ na charakter przenoszenia metalu w
- 25. PREDKOŚĆ SPAWANIA jest prędkością, z jaką elektroda przesuwana jest wzdłuż złącza spawanego. Prędkość spawania rozpatrywana może
- 26. ŚREDNICA ELEKTRODY OTULONEJ decyduje o gęstości prądu spawania, a przez to o kształcie ściegu spoiny, głębokości
- 27. POCHYLENIE ELEKTRODY względem złącza pozwala na regulację kształtu spoiny, głębokości wtopienia, szerokości lica i wysokości nadlewu.
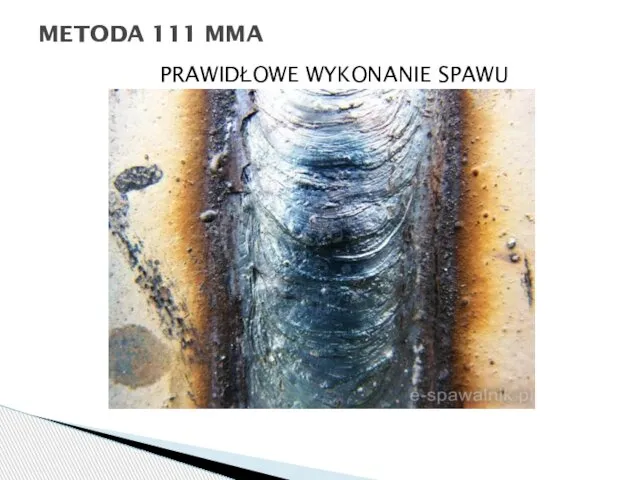
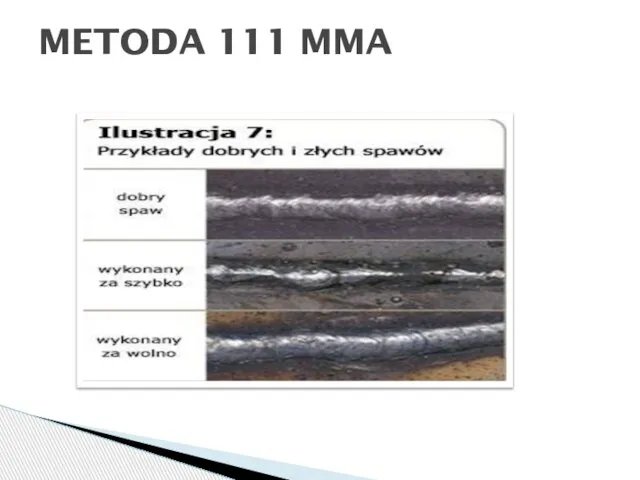
- 28. METODA 111 MMA PRAWIDŁOWE WYKONANIE SPAWU
- 29. Najczęstszymi wadami spawalniczymi ujawniającymi się w spoinach wykonanych metodą SMAW są rozpryski, porowatość spoiny, wady przetopu
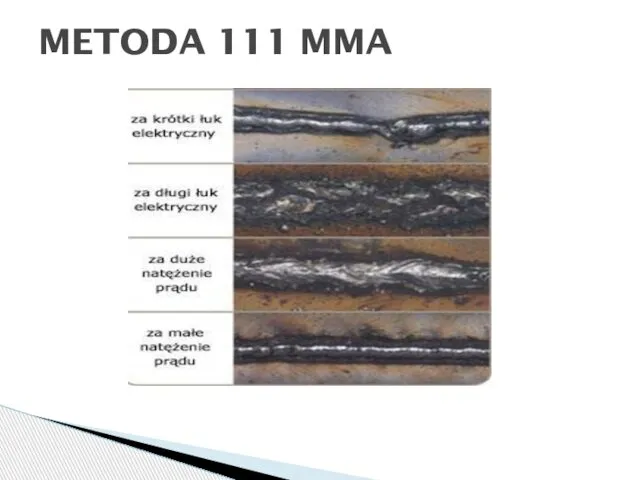
- 30. METODA 111 MMA
- 31. METODA 111 MMA
- 32. Ugięcie łuku może również powodować porowatość spoiny, podobnie jak uczynić może zanieczyszczenie spawu, duża prędkość spawania
- 33. Spawanie elektrodami otulonymi, jak każda metoda spawania, może być niebezpieczna, jeśli nie zostaną podjęte odpowiednie czynności
- 34. Płytkiej penetracji, kolejnemu zagrożeniu dla własności mechanicznych złącza, można zaradzić przez zmniejszenie prędkości spawania, zwiększenie prądu
- 35. METODA 111 MMA
- 36. METODA 111 MMA
- 37. Silne promieniowanie widzialne w okolicy łuku elektrycznego i stygnącej spoiny może powodować ślepotę śnieżną.! Jest to
- 38. METODA 111 MMA Automatyczna przyłbica spawalnicza jest produktem najnowszej generacji przeznaczonym do ochrony osobistej. W przyłbicy
- 39. Parujące metale i substancje zawarte w otulinie elektrody narażają spawaczy na niebezpieczne gazy i aerozole lub
- 40. Spawanie elektrodą otuloną jest często stosowane do łączenia stali węglowych oraz nisko- i wysokostopowych, stali nierdzewnych,
- 41. Prostownik spawalniczy do spawania elektrodami otulonymi. Preferowana polaryzacja systemu zależy głównie od używanej elektrody i pożądanych
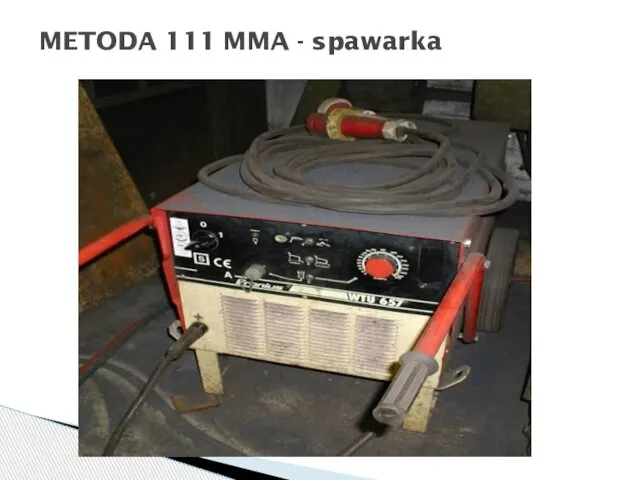
- 42. Spawarki posiadają stały prąd na wyjściu, zapewniający względnie stałe ciepło spawania, nawet przy zmiennej długości łuku
- 43. Typowy sprzęt do spawania elekrodami otulonymi składa się z transformatora obniżającego napięcie oraz prostownika (w modelach
- 44. METODA 111 MMA - spawarka
- 45. METODA 111 MMA - uchwyt spawalniczy, elektrody
- 46. Ten sam efekt mogą dawać różne typy transformatorów, w tym wielocewkowe i falowniki, każdy używający innej
- 47. Wybór elektrody do spawania zależy od szeregu czynników, w tym od rodzaju spawanego materiału, pozycji spawania
- 48. Elektrody można podzielić na trzy grupy - szybkotopniejące szybkokrzepnące , dostarczają szybkokrzepnącego metalu, który umożliwia spawanie
- 49. Otulina elektrody składa się z różnych związków, w tym rutylu, fluorku wapnia, celulozy i pyłu żelaza.
- 50. Elektrody zawierające fluorek wapnia, czasem zwane zasadowymi lub niskowodorowymi są higroskopijne i wymagają przechowywania w suchych
- 51. Elektrody celulozowe ; zawierają duże ilości palnych związków organicznych, dają duże ilości gazów i cienką warstwę
- 52. PN EN 499 :Elektrody otulone do ręcznego spawania łukowego stali niestopowych i drobnoziarnistych PN-EN 757 :
- 53. E 46 6 (2Ni) B 3 2 H5 E : symbol elektrody otulonej do ręcznego spawania
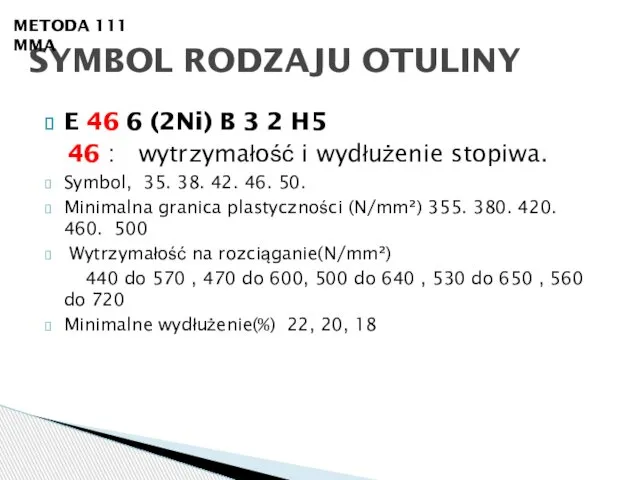
- 54. E 46 6 (2Ni) B 3 2 H5 46 : wytrzymałość i wydłużenie stopiwa. Symbol, 35.
- 55. E 46 6 (2Ni) B 3 2 H5 2Ni : symbol składu chemicznego stopiwa Bez oznaczenia
- 56. E 46 6 (2Ni) B 3 2 H5 B : Symbol rodzaju otuliny A otulina kwaśna
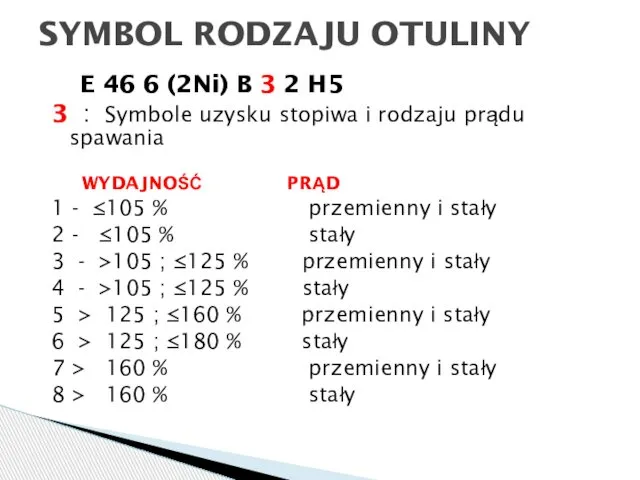
- 57. E 46 6 (2Ni) B 3 2 H5 3 : Symbole uzysku stopiwa i rodzaju prądu
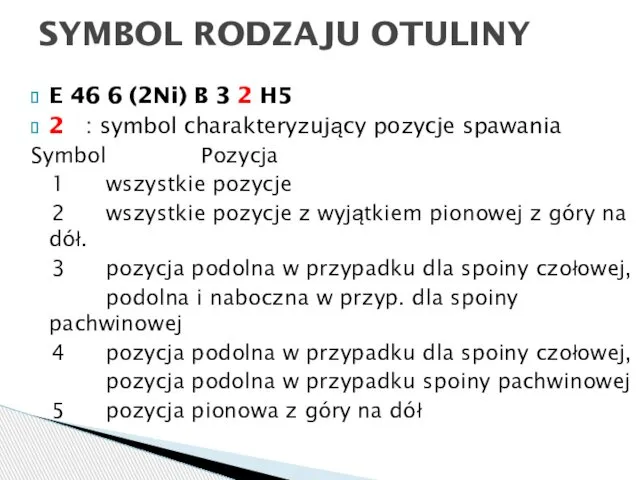
- 58. E 46 6 (2Ni) B 3 2 H5 2 : symbol charakteryzujący pozycje spawania Symbol Pozycja
- 59. E 46 6 (2Ni) B 3 2 H5 H5 : Symbol zawartości wodoru w stopiwie Zawartości
- 60. PRZYGOTOWANIE SPOIN
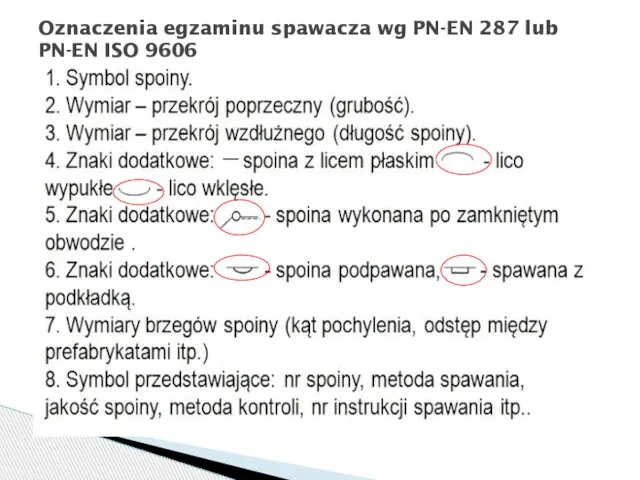
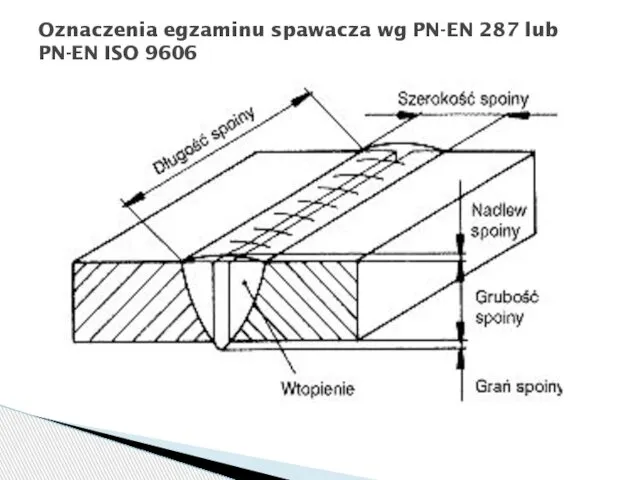
- 61. Oznaczenia egzaminu spawacza wg . PN-EN 287 lub PN-EN ISO 9606 Pozytywny wynik z egzaminu weryfikacyjnego
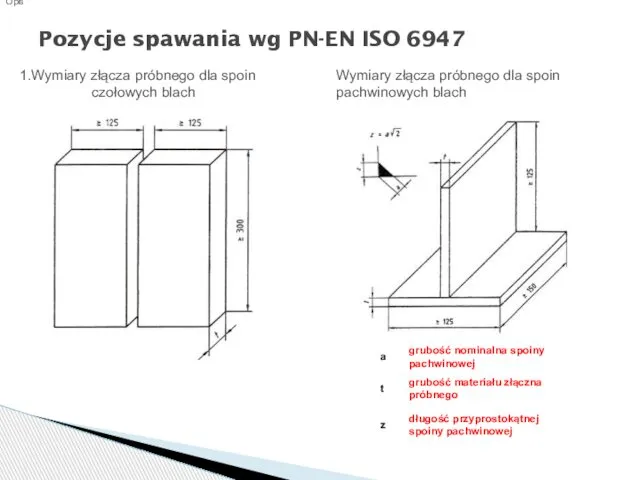
- 62. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: podolna: PA
- 63. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: naboczna: PB
- 64. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: naścienna: PC
- 65. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: okapowa: PD Pozycja spawania: pułapowa: PE
- 66. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: pionowa z dołu do góry: PF
- 67. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: pionowa z góry na dół: PG
- 68. Pozycje spawania wg PN-EN ISO 6947 Pozycja spawania: z dołu do góry: H-LO45 Pozycja spawania: z
- 69. Pozycje spawania wg PN-EN ISO 6947 Wymiary złącza próbnego dla spoin czołowych blach Wymiary złącza próbnego
- 70. Przykład oznaczenia: Wyjaśnienie oznaczeń: 1.Norma według której odbył się egzamin: PN-EN 287-1:2007 Stal PN-EN 9606-2 Aluminium
- 71. 2. Numery odniesienia procesów spawania wg PN-EN ISO 4063 (najbardziej popularne metody spawania) 111 spawanie łukowe
- 72. 5. Grupy materiałowe wg. ISO/TR 15608 Grupa 1 1.1 Stale o minimalnej granicy plastyczności ReH ≤
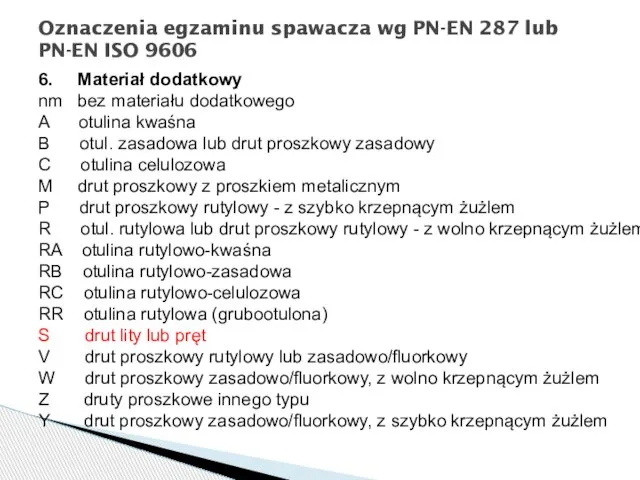
- 73. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606 6. Materiał dodatkowy nm bez materiału
- 74. 7. Grubość złącza egzaminacyjnego blachy lub ścianki rury t [mm] t - 8mm 8. Średnica zewnętrzna
- 75. 10. Sposób wykonania złącza egzaminacyjnego Bs spawanie dwustronne ss spawanie jednostronne nb spawanie bez podkładki mb
- 76. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 77. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 78. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 79. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 81. METODA SPAWANIA TIG 141
- 82. Spawanie metoda TIG (Tungsten Inert Gas) jest metodą spawania nietopliwą elektrodą wolframową w osłonie gazów obojętnych
- 83. TIG
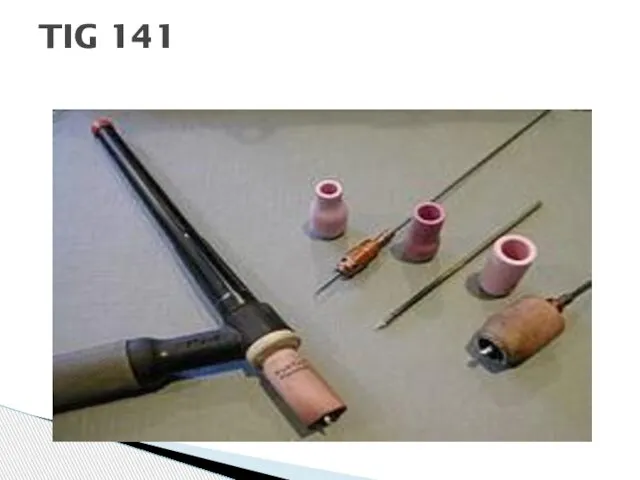
- 84. TIG 141
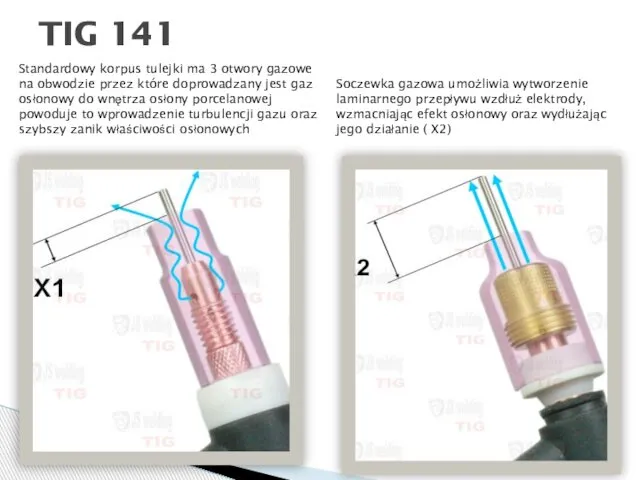
- 85. TIG 141 Dysza ceramiczna standardowa, rozm 4, L=63mm, Ø6,3mm ( Dysza ceramiczna standardowa, rozm 4, L=16,5mm,
- 86. Podczas spawania metodą TIG –elektroda nie topi się, a jedynie działa jako przewodnik prądu i podtrzymuje
- 87. Elektroda nie stapia się, a spawacz utrzymuje stałą długość łuku. Wartość natężenia prądu jest nastawiana na
- 88. METODA SPAWANIA TIG 141 Metoda TIG polecana jest szczególnie, jeżeli chce się uzyskać dobrze wyglądającą spoinę
- 89. Gazy osłonowe chronią obszar spawania przed gazami atmosferycznymi, takimi jak tlen, azot i para wodna. W
- 90. W przypadku spawania cienkiej blachy można stosować spawanie metodą TIG bez metalu wypełniającego. W przypadku grubszych
- 91. rodzaj i natężenie prądu napięcie łuku prędkość spawania rodzaj i natężenie przepływu gazu ochronnego rodzaj materiału
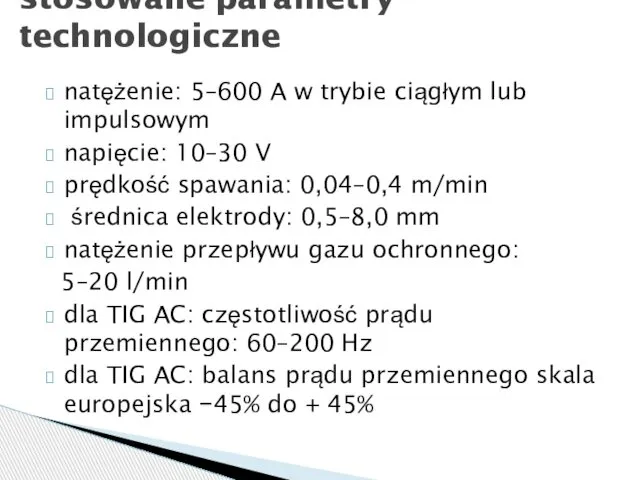
- 92. natężenie: 5–600 A w trybie ciągłym lub impulsowym napięcie: 10–30 V prędkość spawania: 0,04–0,4 m/min średnica
- 93. najlepsza ze wszystkich metod spawania jakość połączeń możliwość zrobotyzowania spawanie elementów o szerokim zakresie grubości (jedyna
- 94. W niektórych typach spoin szczególnie pachwinowych oraz przy spawaniu rur pod katem może się okazać ze
- 95. TIG 141 Soczewka gazowa umożliwia wytworzenie laminarnego przepływu wzdłuż elektrody, wzmacniając efekt osłonowy oraz wydłużając jego
- 96. TIG 141 Przepływ gazu równolegle do osi elektrody jest formowany poprzez element 1. Gaz przepuszczany jest
- 97. TIG 141
- 98. mała wydajność w przypadku spawania ręcznego (w praktyce rekompensowana jakością spoin) konieczność stosowania dodatkowej osłony przed
- 99. TIG 141
- 100. Oznaczenie elektrod nietopliwych Elektroda czerwona: torowana. Elektroda złota: lantanowana. Elektroda biała: cyrkonowa. Elektroda szara: cerowa. Elektroda
- 101. TIG 141
- 102. Przed przystąpieniem do spawania należy dobrać podstawowe parametry spawania opisane niżej. Łuk elektryczny zostaje zainicjowany albo
- 103. Rodzaj i biegunowość prądu spawania - proces spawania metodą TIG może odbywać się; prądem stałym (TIG-DC)
- 104. Urządzenia do ręcznego spawania elektrodami nietopliwymi (urządzenia TIG) są oferowane jako źródła prądu stałego lub pulsującego
- 105. Spotyka się poniższe rodzaje spawarek TIG: prostowniki spawalnicze - są źródłem prądu stałego - TIG DC.
- 106. Spawanie prądem stałym z biegunowością ujemną na elektrodzie nie nadaje się do łączenia aluminium i magnezu
- 107. TIG 141 Prąd spawania płynie od elektrody wolframowej do materiału spawanego (strzałka czerwona), zwiększając strefę wpływu
- 108. TIG 141 Prąd spawania płynie w części okresu od elektrody do materiału spawanego nagrzewając go (strzałka
- 109. Natężenie prądu spawania - jest parametrem bezpośrednio regulowanym w spawarce. Wartość natężenia prądu spawania dobierana jest
- 110. TIG 141 Przewód spawalniczy masowy 200A - 35mm2 Przewód spawalniczy OS o przekroju 35mm2 służący do
- 111. Natężenie prądu decyduje o głębokości wtopienia i szerokości spoiny, ale z drugiej strony oddziałuje na temperaturę
- 112. TIG 141 Orientacyjny prąd spawania w zależności od średnicy elektrody i grubości materiału:
- 113. Rodzaj i średnica elektrody nietopliwej - podstawowym materiałem elektrod jest wolfram, jednak w celu zwiększenia trwałości
- 115. CHARAKTERYSTYKA ELEKTROD
- 116. Rodzaj i natężenie przepływu gazu osłonowego - najczęściej stosowanym gazem osłonowym jest argon lub mieszanka argon-hel,
- 117. Prędkość spawania - to szybkość przemieszczania końca elektrody z jarzącym się łukiem. Prędkość zależy od wielu
- 118. Rodzaj i wymiary materiału dodatkowego (spoiwa) - spoiwo do spawania TIG może mieć postać drutu, pałeczki,
- 119. W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o innym składzie chemicznym niż spawany materiał, np.
- 120. Pochylenie elektrody i spoiwa - pochylenie elektrody i dodatkowego spoiwa w stosunku do wykonywanego złącza zależy
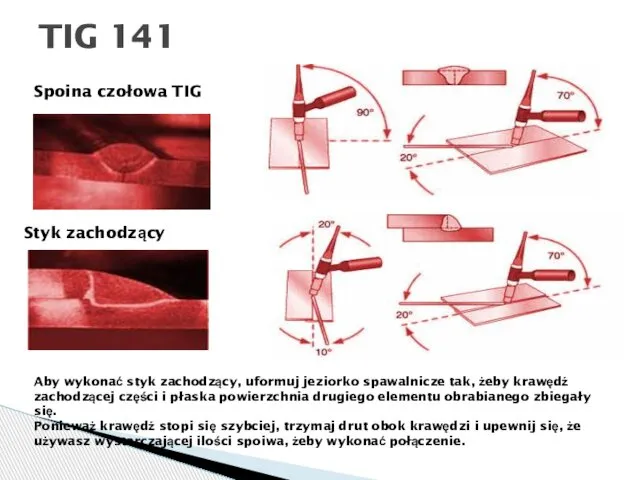
- 121. TIG 141 Spoina czołowa TIG Styk zachodzący Aby wykonać styk zachodzący, uformuj jeziorko spawalnicze tak, żeby
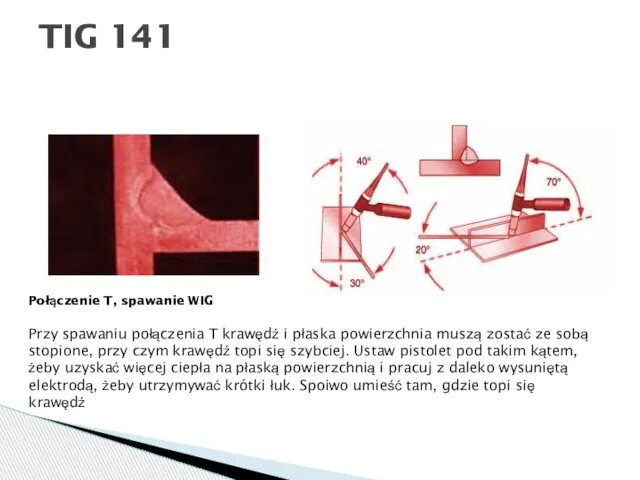
- 122. TIG 141 Połączenie T, spawanie WIG Przy spawaniu połączenia T krawędź i płaska powierzchnia muszą zostać
- 123. TIG 141
- 124. Wskazówki technologiczne Spawanie TIG wymaga szczególnie dokładnego oczyszczenia brzegów spawanych przedmiotów z wszelkich zanieczyszczeń, jak tlenki,
- 125. TIG 141
- 126. TIG
- 127. Firmy dystrybucji gazów dysponują pełną ofertą standardowych mieszanin gazów osłonowych do spawania różnymi metodami wszystkich typowych
- 128. Podstawową funkcją gazu osłonowego podczas spawania łukiem jest zabezpieczenie roztopionego i rozgrzanego metalu przed niszczącym działaniem
- 129. Argon (Ar) jest gazem obojętnym. Oznacza to, że nie ulega utlenianiu i nie ma wpływu na
- 130. Hel (He) jest, podobnie jak argon, gazem obojętnym. Hel jest używany w połączeniu z argonem i/lub
- 131. . Czysty lub zmieszany z argonem hel jest używany jako gaz osłonowy do spawania metodą GTA
- 132. Wysoki potencjał jonizacji i wysokie przewodnictwo cieplne oraz obojętny charakter zapewniają korzyści takie, jak wyższe prędkości
- 133. Gazy osłonowe powszechnie stosowane w wielu procesach spawania, przede wszystkim w spawaniu metodami MIG/MAG i TIG.
- 134. Zastosowanie do : spawania stali nierdzewnej oraz pozostałych stali wysokostopowych spawania tytanu, miedzi, aluminium, niklu oraz
- 135. Powłoka gazu ochronnego, podawana przez dyszę palnika wokół elektrody nietopliwej, chłodzi elektrodę i chroni ciekły metal
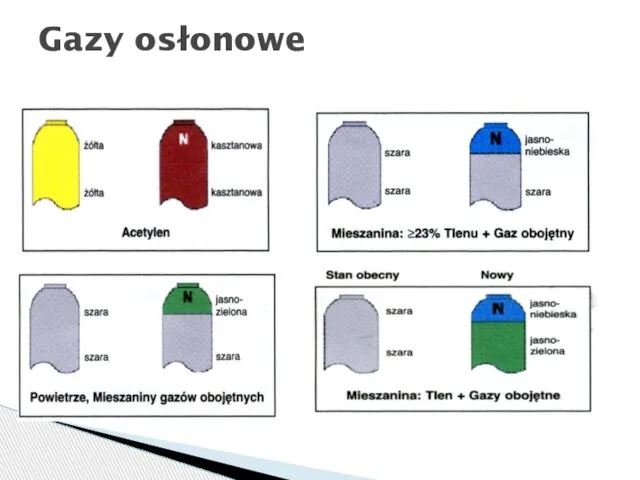
- 136. Gazy osłonowe
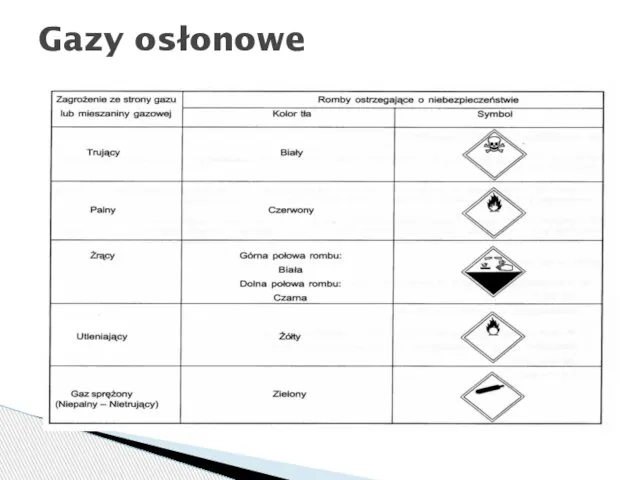
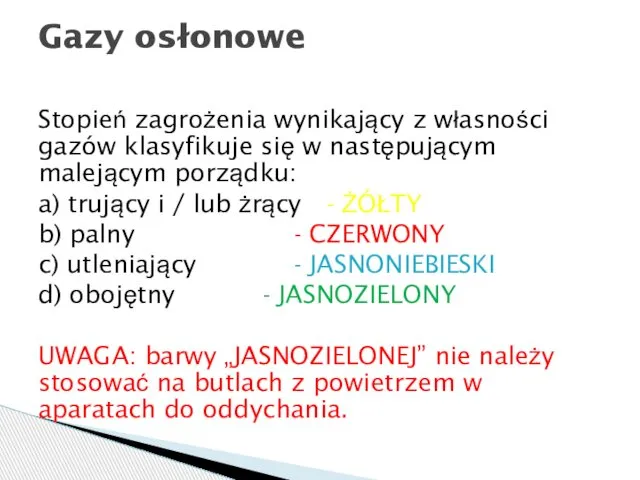
- 137. Gazy osłonowe Stopień zagrożenia wynikający z własności gazów klasyfikuje się w następującym malejącym porządku: a) trujący
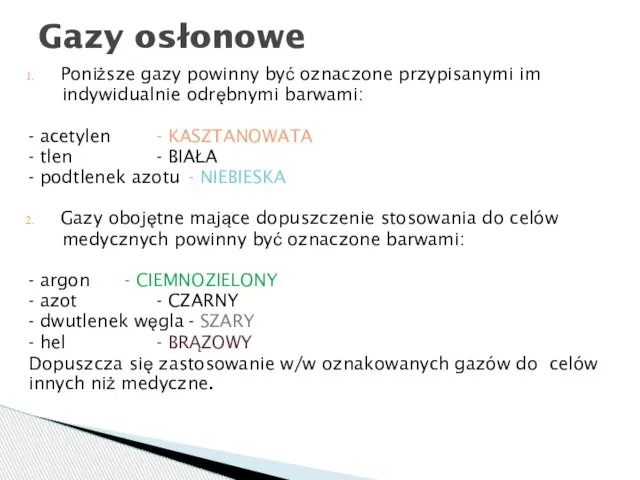
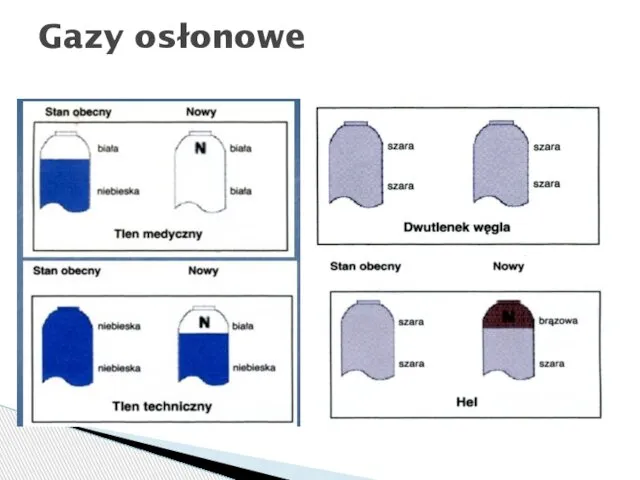
- 138. Gazy osłonowe Poniższe gazy powinny być oznaczone przypisanymi im indywidualnie odrębnymi barwami: - acetylen - KASZTANOWATA
- 139. Gazy osłonowe
- 140. Gazy osłonowe
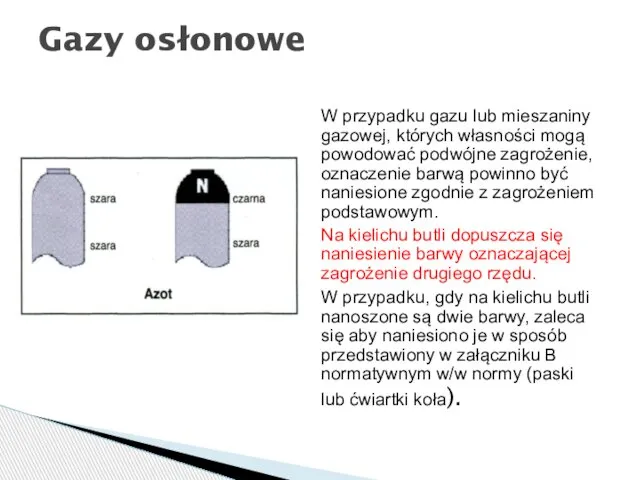
- 141. Gazy osłonowe W przypadku gazu lub mieszaniny gazowej, których własności mogą powodować podwójne zagrożenie, oznaczenie barwą
- 142. Gazy osłonowe
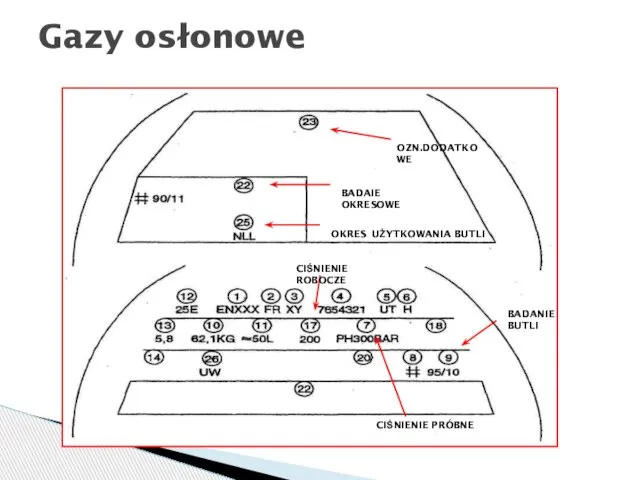
- 143. Gazy osłonowe OZN.DODATKOWE BADAIE OKRESOWE OKRES UŻYTKOWANIA BUTLI BADANIE BUTLI CIŚNIENIE ROBOCZE CIŚNIENIE PRÓBNE
- 145. METODA 311 SPAWANIE ACETYLOTLENOWO- TLENOWE
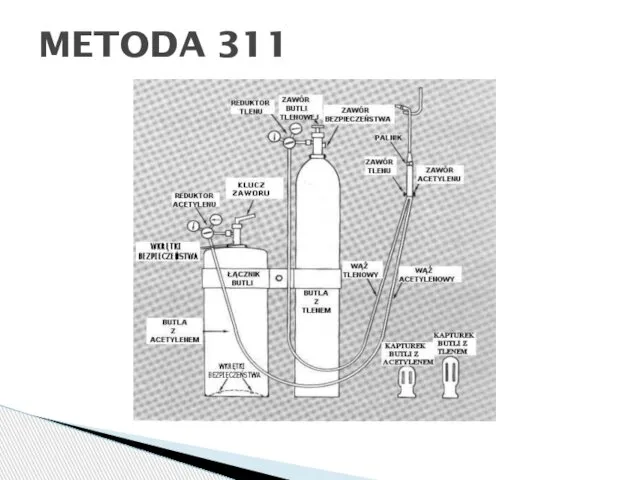
- 146. METODA 311
- 147. METODA 311 Rodzaje reduktorów: Zadaniem reduktora jest zmniejszanie ciśnienia z butli odpowiedniego ciśnienia roboczego. Dzielimy je
- 148. Drugi podział butli dokonuje się przez różnice w budowie i wyróżnia sie tu reduktory jednostopniowe oraz
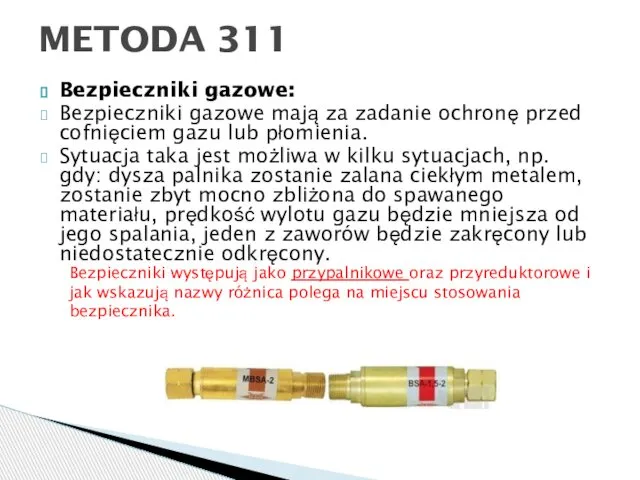
- 149. Bezpieczniki gazowe: Bezpieczniki gazowe mają za zadanie ochronę przed cofnięciem gazu lub płomienia. Sytuacja taka jest
- 150. Węże do gazu Węże używane przy spawaniu i cięciu gazowym mają różne kolory w zależności od
- 151. METODA 311
- 152. Istotą metody spawania gazowego jest nadtopienie brzegów spawanego materiału stosując palnik. Płomień palnika powstaje w wyniku
- 153. W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do stapiania jest wytworzone przez spalanie
- 154. Jednak takie spalanie nie jest zalecane, gdyż nie tworzy płomienia o najwyższej temperaturze a może spowodować
- 155. METODA 311
- 156. Cechy użytkowe metody spawania gazowego Zalety: wysoka wydajność i szybkość spawania duży zakres spawanych grubości niskie
- 157. Wady duże koszty gazów eksploatacyjnych mniejsza estetyka spoin możliwość spawania stali jedynie o niższych zawartościach węgla
- 158. Zastosowanie metody spawania gazowego Spawanie gazowe stosowane jest przede wszystkim przy pracach naprawczych oraz remontowych. Jest
- 159. stanowiska do spawania gazowego : palnik acetylenowo-tlenowy uniwersalny lub do spawania butle z gazami: butla z
- 160. Pierwszą czynnością przy przystąpieniu do spawania gazowego jest dokładne oczyszczenie materiału spawanego z farb, korozji, smarów
- 161. Kolejnym krokiem jest odkręcenie butli z gazami i ustawienie na reduktorach odpowiedniego ciśnienia roboczego, który dla
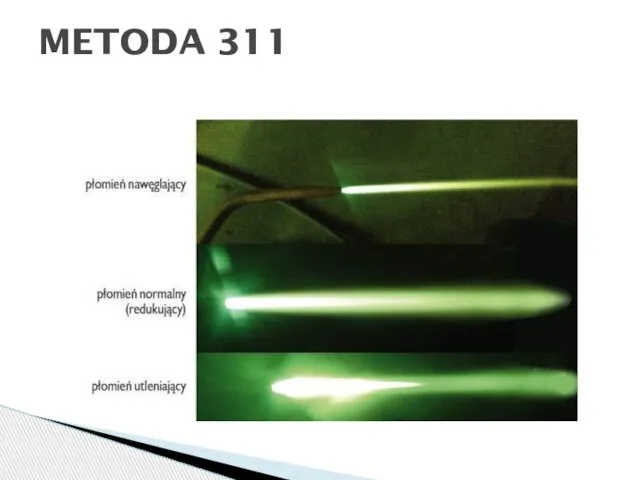
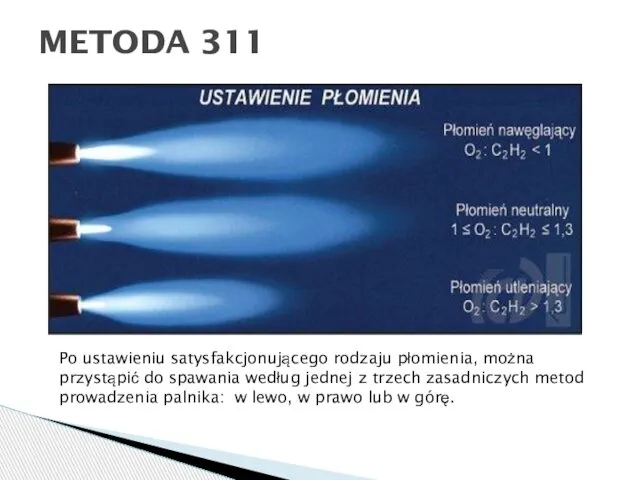
- 162. Wyróżnia się 3 typy płomienia: płomień normalny, zwany również neutralnym lub redukującym, który charakteryzuje się stosunkiem
- 163. METODA 311
- 164. płomień utleniający, występuje gdy stosunek tlenu do acetylenu jest większy niż 1,3:1. Płomień jest smukły, niebieski
- 165. płomień nawęglający, tworzy się przy nadmiarze acetylenu, w stosunku ponad 1:1. Posiada czerwonawy kolor oraz wydłużone
- 166. METODA 311 Po ustawieniu satysfakcjonującego rodzaju płomienia, można przystąpić do spawania według jednej z trzech zasadniczych
- 167. a) Spawanie w lewo - palnik prowadzi się od strony prawej do lewej i nachyla się
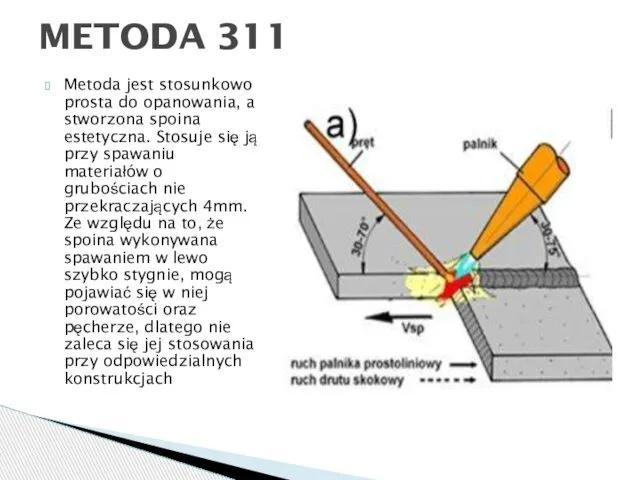
- 168. Metoda jest stosunkowo prosta do opanowania, a stworzona spoina estetyczna. Stosuje się ją przy spawaniu materiałów
- 169. METODA 311 Płomień palnika roztapia brzegi metalu, tworząc otworek w dolnej części spawanego materiału. Spawacz prowadzi
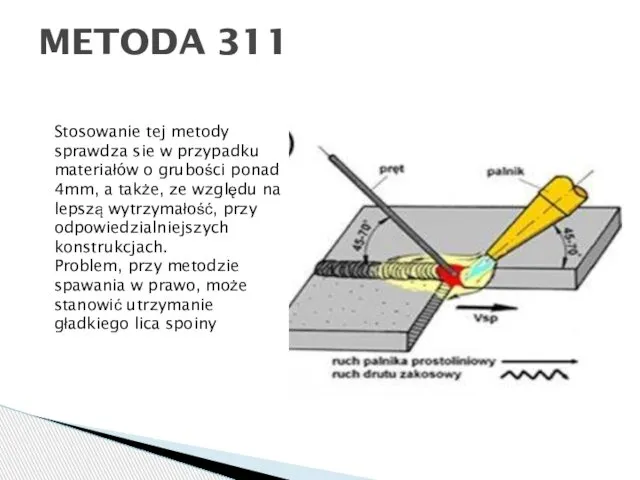
- 170. Spawanie w prawo - palnik zwraca się w kierunku przeciwnym do kierunku spawania i prowadzi prostoliniowo
- 171. METODA 311 Stosowanie tej metody sprawdza sie w przypadku materiałów o grubości ponad 4mm, a także,
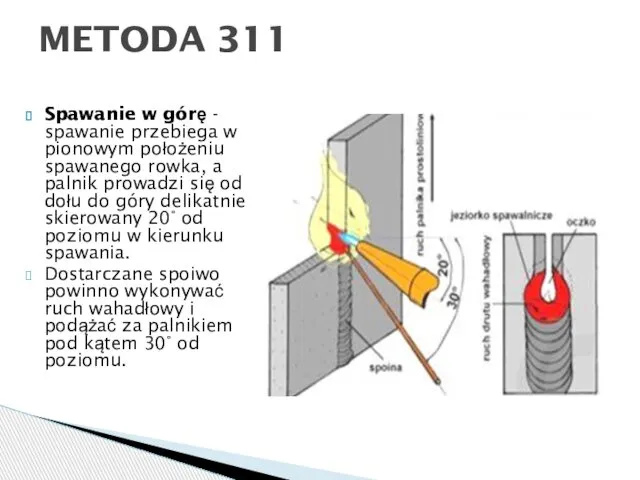
- 172. METODA 311 Spawanie w górę - spawanie przebiega w pionowym położeniu spawanego rowka, a palnik prowadzi
- 173. Wskazówki technologiczne Zasadniczo spawanie acetylenowe-tlenowe jest przeznaczone do spawania stali niskostopowych i niskowęglowych oraz żeliwa i
- 174. W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do stapiania jest wytworzone przez spalanie
- 177. Скачать презентацию

Jako ogólne spawalnicze procesy łączenia wyróżnia się podział na:
- spawanie
- zgrzewanie
-
Jako ogólne spawalnicze procesy łączenia wyróżnia się podział na:
- spawanie
- zgrzewanie
-
W wyniku spawalniczych metod łączenia tworzyw konstrukcyjnych uzyskuje się połączenie o
W wyniku spawalniczych metod łączenia tworzyw konstrukcyjnych uzyskuje się połączenie o
111 - spawanie łukowe ręczne elektrodą
otuloną
ang. shielded
111 - spawanie łukowe ręczne elektrodą
otuloną
ang. shielded
131 - spawanie metodą MIG (GMA) ang. (Metal Inert Gas)
131 - spawanie metodą MIG (GMA) ang. (Metal Inert Gas)
Przykładowe oznaczenia niektórych metod są następujące:
111 - spawanie łukowe ręczne elektrodą
Przykładowe oznaczenia niektórych metod są następujące:
111 - spawanie łukowe ręczne elektrodą
MIG/MAG
Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy się
MIG/MAG Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy się
Zazwyczaj gaz ochronny zawiera aktywny chemicznie dwutlenek węgla lub tlen i
Zazwyczaj gaz ochronny zawiera aktywny chemicznie dwutlenek węgla lub tlen i
Nowoczesną odmianą jest synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub regulacja
Nowoczesną odmianą jest synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub regulacja
Synergiczne spawanie metodami MIG/MAG
Regulacja synergiczna lub regulacja pokrętłem oznacza, że
Synergiczne spawanie metodami MIG/MAG
Regulacja synergiczna lub regulacja pokrętłem oznacza, że
METODA 111 MMA
Metoda Spawania Łukowego przy pomocy topliwej
METODA 111 MMA
Metoda Spawania Łukowego przy pomocy topliwej
METODA 111 MMA
METODA 111 MMA

METODA 111 MMA
METODA 111 MMA
Metoda Spawania Łukowego przy pomocy topliwej elektrody metalowej pokrytej otuliną topnika.
Metoda Spawania Łukowego przy pomocy topliwej elektrody metalowej pokrytej otuliną topnika.

Obydwa z powyższych chronią spoinę przed wpływem powietrza atmosferycznego.
Żużel dodatkowo
Obydwa z powyższych chronią spoinę przed wpływem powietrza atmosferycznego.
Żużel dodatkowo
METODA 111 MMA
METODA 111 MMA
Aby zajarzyć łuk elektryczny należy zetknąć elektrodę z przedmiotem i szybko
Aby zajarzyć łuk elektryczny należy zetknąć elektrodę z przedmiotem i szybko
METODA 111 MMA
METODA 111 MMA
W czasie topnienia elektrody rozkładają się związki chemiczne zawarte w otulinie
W czasie topnienia elektrody rozkładają się związki chemiczne zawarte w otulinie
Żużel następnie wypływa na powierzchnię stopionego metalu i krzepnie tworząc na
Żużel następnie wypływa na powierzchnię stopionego metalu i krzepnie tworząc na
Właściwa technika spawania zależy od elektrody, składu metalu spawanego oraz pozycji
Właściwa technika spawania zależy od elektrody, składu metalu spawanego oraz pozycji
To umożliwia zwiększenie szybkości spawania. Spoiny nachylone, pionowe lub w pozycji
To umożliwia zwiększenie szybkości spawania. Spoiny nachylone, pionowe lub w pozycji
Natężenie prądu spawania dobiera się zazwyczaj na podstawie danych katalogowych producenta.
Natężenie prądu spawania dobiera się zazwyczaj na podstawie danych katalogowych producenta.

NAPIĘCIE ŁUKU proporcjonalne jest do długości łuku i wywiera wyraźny wpływ
NAPIĘCIE ŁUKU proporcjonalne jest do długości łuku i wywiera wyraźny wpływ
PREDKOŚĆ SPAWANIA jest prędkością, z jaką elektroda przesuwana jest wzdłuż złącza
PREDKOŚĆ SPAWANIA jest prędkością, z jaką elektroda przesuwana jest wzdłuż złącza
ŚREDNICA ELEKTRODY OTULONEJ decyduje o gęstości prądu spawania, a przez to
ŚREDNICA ELEKTRODY OTULONEJ decyduje o gęstości prądu spawania, a przez to
POCHYLENIE ELEKTRODY względem złącza pozwala na regulację kształtu spoiny, głębokości wtopienia,
POCHYLENIE ELEKTRODY względem złącza pozwala na regulację kształtu spoiny, głębokości wtopienia,
METODA 111 MMA
PRAWIDŁOWE WYKONANIE SPAWU
METODA 111 MMA
PRAWIDŁOWE WYKONANIE SPAWU
Najczęstszymi wadami spawalniczymi ujawniającymi się w spoinach wykonanych metodą SMAW
Najczęstszymi wadami spawalniczymi ujawniającymi się w spoinach wykonanych metodą SMAW
METODA 111 MMA
METODA 111 MMA
METODA 111 MMA
METODA 111 MMA
Ugięcie łuku może również powodować porowatość spoiny, podobnie jak uczynić może
Ugięcie łuku może również powodować porowatość spoiny, podobnie jak uczynić może
Spawanie elektrodami otulonymi, jak każda metoda spawania, może być niebezpieczna, jeśli
Spawanie elektrodami otulonymi, jak każda metoda spawania, może być niebezpieczna, jeśli
Płytkiej penetracji, kolejnemu zagrożeniu dla własności mechanicznych złącza, można zaradzić przez
Płytkiej penetracji, kolejnemu zagrożeniu dla własności mechanicznych złącza, można zaradzić przez
METODA 111 MMA
METODA 111 MMA

METODA 111 MMA
METODA 111 MMA
Silne promieniowanie widzialne w okolicy łuku elektrycznego i stygnącej spoiny może

METODA 111 MMA
Automatyczna przyłbica spawalnicza jest produktem najnowszej generacji przeznaczonym
METODA 111 MMA
Automatyczna przyłbica spawalnicza jest produktem najnowszej generacji przeznaczonym
Parujące metale i substancje zawarte w otulinie elektrody narażają spawaczy na
Parujące metale i substancje zawarte w otulinie elektrody narażają spawaczy na
Spawanie elektrodą otuloną jest często stosowane do łączenia stali węglowych oraz
Spawanie elektrodą otuloną jest często stosowane do łączenia stali węglowych oraz
Prostownik spawalniczy do spawania elektrodami otulonymi.
Preferowana polaryzacja systemu zależy głównie od
Prostownik spawalniczy do spawania elektrodami otulonymi.
Preferowana polaryzacja systemu zależy głównie od
Spawarki posiadają stały prąd na wyjściu, zapewniający względnie stałe ciepło spawania,
Spawarki posiadają stały prąd na wyjściu, zapewniający względnie stałe ciepło spawania,
Typowy sprzęt do spawania elekrodami otulonymi składa się z transformatora obniżającego
Typowy sprzęt do spawania elekrodami otulonymi składa się z transformatora obniżającego
METODA 111 MMA - spawarka
METODA 111 MMA - spawarka

METODA 111 MMA - uchwyt spawalniczy, elektrody
METODA 111 MMA - uchwyt spawalniczy, elektrody
Ten sam efekt mogą dawać różne typy transformatorów, w tym wielocewkowe
Ten sam efekt mogą dawać różne typy transformatorów, w tym wielocewkowe
Wybór elektrody do spawania zależy od szeregu czynników, w tym od
Wybór elektrody do spawania zależy od szeregu czynników, w tym od

Elektrody można podzielić na trzy grupy - szybkotopniejące
szybkokrzepnące , dostarczają
Elektrody można podzielić na trzy grupy - szybkotopniejące
szybkokrzepnące , dostarczają
Otulina elektrody składa się z różnych związków, w tym rutylu, fluorku
Otulina elektrody składa się z różnych związków, w tym rutylu, fluorku
Elektrody zawierające fluorek wapnia, czasem zwane zasadowymi lub niskowodorowymi są higroskopijne
Elektrody zawierające fluorek wapnia, czasem zwane zasadowymi lub niskowodorowymi są higroskopijne
Elektrody celulozowe ; zawierają duże ilości palnych związków organicznych, dają duże
Elektrody celulozowe ; zawierają duże ilości palnych związków organicznych, dają duże
PN EN 499 :Elektrody otulone do ręcznego spawania łukowego stali niestopowych
PN EN 499 :Elektrody otulone do ręcznego spawania łukowego stali niestopowych

E 46 6 (2Ni) B 3 2 H5
E : symbol
E : symbol
E 46 6 (2Ni) B 3 2 H5
46 : wytrzymałość i
E 46 6 (2Ni) B 3 2 H5
46 : wytrzymałość i
E 46 6 (2Ni) B 3 2 H5
2Ni : symbol składu
E 46 6 (2Ni) B 3 2 H5
2Ni : symbol składu
E 46 6 (2Ni) B 3 2 H5
B : Symbol rodzaju
E 46 6 (2Ni) B 3 2 H5
B : Symbol rodzaju
E 46 6 (2Ni) B 3 2 H5
3 : Symbole
E 46 6 (2Ni) B 3 2 H5
3 : Symbole
E 46 6 (2Ni) B 3 2 H5
2 : symbol charakteryzujący
E 46 6 (2Ni) B 3 2 H5
2 : symbol charakteryzujący
E 46 6 (2Ni) B 3 2 H5
H5 : Symbol zawartości wodoru
E 46 6 (2Ni) B 3 2 H5
H5 : Symbol zawartości wodoru
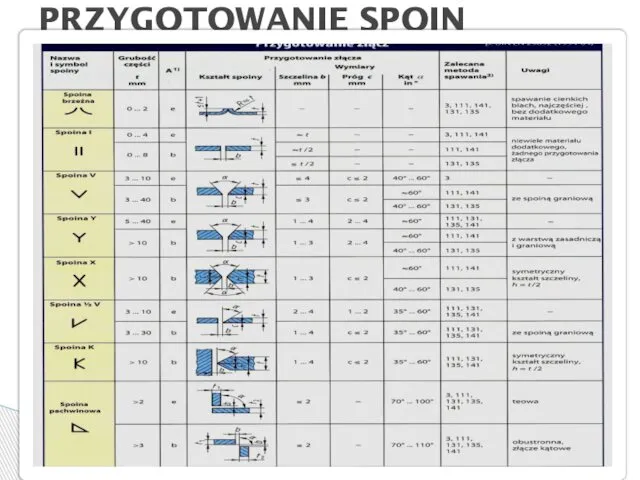
PRZYGOTOWANIE SPOIN
PRZYGOTOWANIE SPOIN

Oznaczenia egzaminu spawacza wg . PN-EN 287
lub PN-EN ISO 9606
Pozytywny
Oznaczenia egzaminu spawacza wg . PN-EN 287
lub PN-EN ISO 9606
Pozytywny
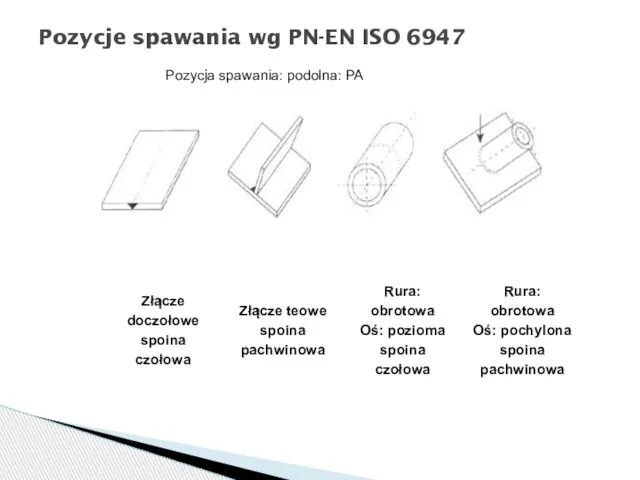
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: podolna: PA
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: podolna: PA

Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: naboczna: PB
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: naboczna: PB
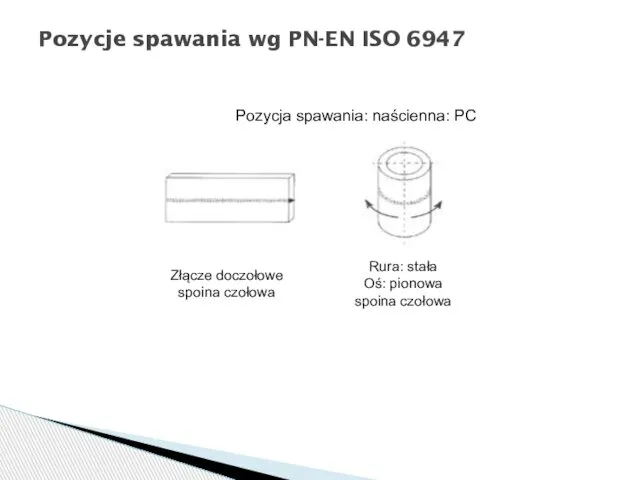
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: naścienna: PC
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: naścienna: PC

Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: okapowa: PD
Pozycja spawania: pułapowa:
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: okapowa: PD
Pozycja spawania: pułapowa:

Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: pionowa z dołu do
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: pionowa z dołu do

Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: pionowa z góry na
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: pionowa z góry na

Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: z dołu do góry:
Pozycje spawania wg PN-EN ISO 6947
Pozycja spawania: z dołu do góry:
Pozycje spawania wg PN-EN ISO 6947
Wymiary złącza próbnego dla spoin
czołowych
Pozycje spawania wg PN-EN ISO 6947
Wymiary złącza próbnego dla spoin
czołowych
Przykład oznaczenia:
Wyjaśnienie oznaczeń:
1.Norma według której odbył się egzamin:
PN-EN 287-1:2007 Stal
PN-EN
Przykład oznaczenia:
Wyjaśnienie oznaczeń:
1.Norma według której odbył się egzamin:
PN-EN 287-1:2007 Stal
PN-EN
2. Numery odniesienia procesów spawania
wg PN-EN ISO 4063
(najbardziej popularne
2. Numery odniesienia procesów spawania
wg PN-EN ISO 4063
(najbardziej popularne
5. Grupy materiałowe wg. ISO/TR 15608
Grupa 1
1.1 Stale o minimalnej granicy
5. Grupy materiałowe wg. ISO/TR 15608
Grupa 1
1.1 Stale o minimalnej granicy
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
6. Materiał
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
6. Materiał
![7. Grubość złącza egzaminacyjnego blachy lub ścianki rury t [mm] t](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/453491/slide-73.jpg)
7. Grubość złącza egzaminacyjnego blachy lub ścianki rury t [mm]
t
7. Grubość złącza egzaminacyjnego blachy lub ścianki rury t [mm]
t
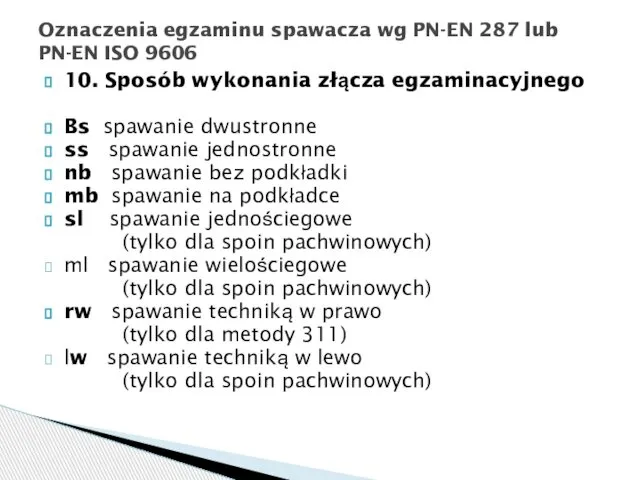
10. Sposób wykonania złącza egzaminacyjnego
Bs spawanie dwustronne
ss spawanie jednostronne
nb
10. Sposób wykonania złącza egzaminacyjnego
Bs spawanie dwustronne
ss spawanie jednostronne
nb
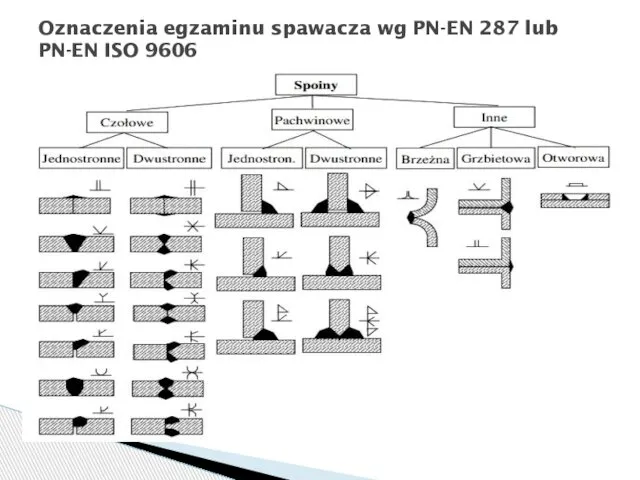
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
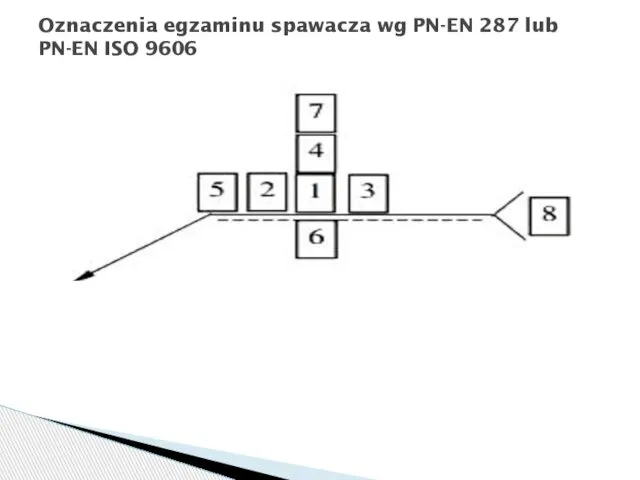
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606

METODA SPAWANIA TIG 141
METODA SPAWANIA TIG 141
Spawanie metoda TIG (Tungsten Inert Gas) jest metodą spawania nietopliwą elektrodą
Spawanie metoda TIG (Tungsten Inert Gas) jest metodą spawania nietopliwą elektrodą

TIG
TIG
TIG 141
TIG 141

TIG 141
Dysza ceramiczna standardowa,
rozm 4, L=63mm, Ø6,3mm (
Dysza ceramiczna standardowa,
TIG 141
Dysza ceramiczna standardowa,
rozm 4, L=63mm, Ø6,3mm (
Dysza ceramiczna standardowa,
Podczas spawania metodą TIG –elektroda nie topi się, a jedynie działa
Podczas spawania metodą TIG –elektroda nie topi się, a jedynie działa
Elektroda nie stapia się, a spawacz utrzymuje stałą długość łuku. Wartość
Elektroda nie stapia się, a spawacz utrzymuje stałą długość łuku. Wartość

METODA SPAWANIA TIG 141
Metoda TIG polecana jest szczególnie, jeżeli chce się
METODA SPAWANIA TIG 141
Metoda TIG polecana jest szczególnie, jeżeli chce się

Gazy osłonowe chronią obszar spawania przed gazami atmosferycznymi, takimi jak tlen,
Gazy osłonowe chronią obszar spawania przed gazami atmosferycznymi, takimi jak tlen,
W przypadku spawania cienkiej blachy można stosować spawanie metodą TIG bez
rodzaj i natężenie prądu
napięcie łuku
prędkość spawania
rodzaj i natężenie przepływu gazu ochronnego
rodzaj
rodzaj i natężenie prądu
napięcie łuku
prędkość spawania
rodzaj i natężenie przepływu gazu ochronnego
rodzaj
natężenie: 5–600 A w trybie ciągłym lub impulsowym
napięcie: 10–30 V
prędkość spawania:
natężenie: 5–600 A w trybie ciągłym lub impulsowym
napięcie: 10–30 V
prędkość spawania:
najlepsza ze wszystkich metod spawania jakość połączeń
możliwość zrobotyzowania
spawanie elementów o szerokim
możliwość zrobotyzowania
spawanie elementów o szerokim
W niektórych typach spoin szczególnie pachwinowych oraz przy spawaniu rur pod
TIG 141
Soczewka gazowa umożliwia wytworzenie laminarnego przepływu wzdłuż elektrody, wzmacniając efekt
TIG 141
Soczewka gazowa umożliwia wytworzenie laminarnego przepływu wzdłuż elektrody, wzmacniając efekt

TIG 141
Przepływ gazu równolegle do osi elektrody jest formowany poprzez element
TIG 141
Przepływ gazu równolegle do osi elektrody jest formowany poprzez element

TIG 141
TIG 141
mała wydajność w przypadku spawania ręcznego (w praktyce rekompensowana jakością spoin)
konieczność
konieczność

TIG 141
TIG 141
Oznaczenie elektrod nietopliwych
Elektroda czerwona: torowana.
Elektroda złota: lantanowana.
Elektroda biała: cyrkonowa.
Elektroda szara:
Oznaczenie elektrod nietopliwych
Elektroda czerwona: torowana.
Elektroda złota: lantanowana.
Elektroda biała: cyrkonowa.
Elektroda szara:

TIG 141
TIG 141

Przed przystąpieniem do spawania należy dobrać podstawowe parametry spawania opisane niżej.
Łuk
Łuk

Rodzaj i biegunowość prądu spawania - proces spawania metodą TIG może
Rodzaj i biegunowość prądu spawania - proces spawania metodą TIG może
Urządzenia do ręcznego spawania elektrodami nietopliwymi (urządzenia TIG) są oferowane jako
Urządzenia do ręcznego spawania elektrodami nietopliwymi (urządzenia TIG) są oferowane jako
Spotyka się poniższe rodzaje spawarek TIG:
prostowniki spawalnicze - są źródłem
Spotyka się poniższe rodzaje spawarek TIG:
prostowniki spawalnicze - są źródłem
Spawanie prądem stałym z biegunowością ujemną na elektrodzie nie nadaje się
Spawanie prądem stałym z biegunowością ujemną na elektrodzie nie nadaje się

TIG 141
Prąd spawania płynie od elektrody wolframowej do materiału spawanego (strzałka
TIG 141
Prąd spawania płynie od elektrody wolframowej do materiału spawanego (strzałka
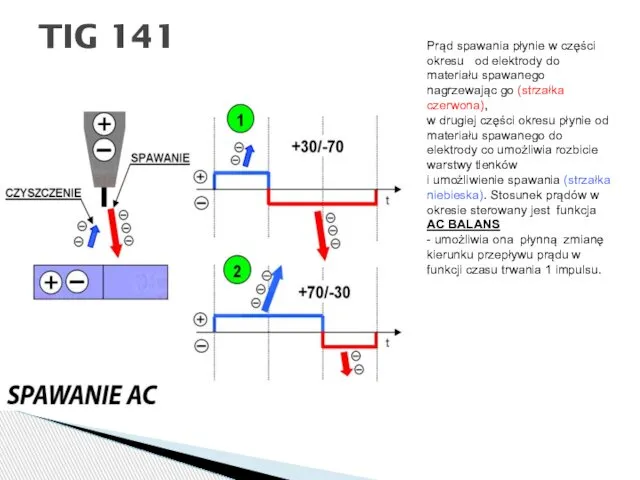
TIG 141
Prąd spawania płynie w części okresu od elektrody do materiału
TIG 141
Prąd spawania płynie w części okresu od elektrody do materiału
Natężenie prądu spawania - jest parametrem bezpośrednio regulowanym w spawarce. Wartość
Natężenie prądu spawania - jest parametrem bezpośrednio regulowanym w spawarce. Wartość

TIG 141
Przewód spawalniczy masowy 200A - 35mm2
Przewód spawalniczy OS o przekroju
TIG 141
Przewód spawalniczy masowy 200A - 35mm2
Przewód spawalniczy OS o przekroju
Natężenie prądu decyduje o głębokości wtopienia i szerokości spoiny, ale z drugiej
Natężenie prądu decyduje o głębokości wtopienia i szerokości spoiny, ale z drugiej

TIG 141
Orientacyjny prąd spawania w zależności od średnicy elektrody i grubości materiału:
TIG 141
Orientacyjny prąd spawania w zależności od średnicy elektrody i grubości materiału:

Rodzaj i średnica elektrody nietopliwej - podstawowym materiałem elektrod jest wolfram,
Rodzaj i średnica elektrody nietopliwej - podstawowym materiałem elektrod jest wolfram,
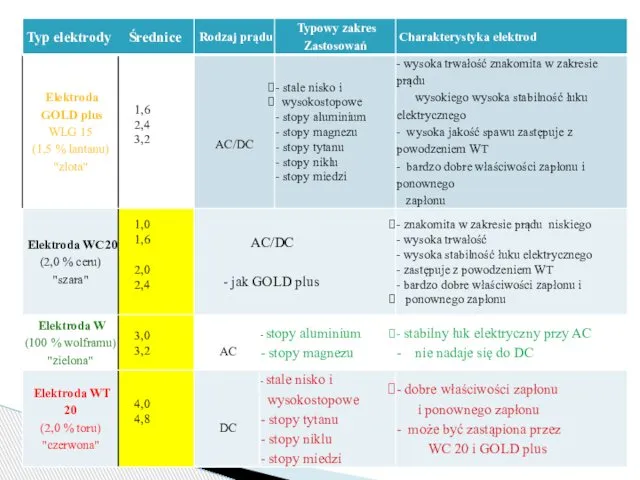

CHARAKTERYSTYKA ELEKTROD
CHARAKTERYSTYKA ELEKTROD
Rodzaj i natężenie przepływu gazu osłonowego - najczęściej stosowanym gazem osłonowym
Rodzaj i natężenie przepływu gazu osłonowego - najczęściej stosowanym gazem osłonowym
Prędkość spawania - to szybkość przemieszczania końca elektrody z jarzącym się
Prędkość spawania - to szybkość przemieszczania końca elektrody z jarzącym się
Rodzaj i wymiary materiału dodatkowego (spoiwa) - spoiwo do spawania TIG
Rodzaj i wymiary materiału dodatkowego (spoiwa) - spoiwo do spawania TIG
W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o innym składzie
W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o innym składzie
Pochylenie elektrody i spoiwa
- pochylenie elektrody i dodatkowego spoiwa w
- pochylenie elektrody i dodatkowego spoiwa w
TIG 141
Spoina czołowa TIG
Styk zachodzący
Aby wykonać styk zachodzący, uformuj jeziorko spawalnicze
TIG 141
Spoina czołowa TIG
Styk zachodzący
Aby wykonać styk zachodzący, uformuj jeziorko spawalnicze
TIG 141
Połączenie T, spawanie WIG
Przy spawaniu połączenia T krawędź i płaska
TIG 141
Połączenie T, spawanie WIG
Przy spawaniu połączenia T krawędź i płaska

TIG 141
TIG 141
Wskazówki technologiczne
Spawanie TIG wymaga szczególnie dokładnego oczyszczenia brzegów spawanych przedmiotów
Wskazówki technologiczne
Spawanie TIG wymaga szczególnie dokładnego oczyszczenia brzegów spawanych przedmiotów

TIG 141
TIG 141

TIG
TIG
Firmy dystrybucji gazów dysponują pełną ofertą standardowych mieszanin gazów osłonowych do
Firmy dystrybucji gazów dysponują pełną ofertą standardowych mieszanin gazów osłonowych do
Podstawową funkcją gazu osłonowego podczas spawania łukiem jest zabezpieczenie roztopionego i
Podstawową funkcją gazu osłonowego podczas spawania łukiem jest zabezpieczenie roztopionego i

Argon (Ar) jest gazem obojętnym.
Oznacza to, że nie ulega
Argon (Ar) jest gazem obojętnym.
Oznacza to, że nie ulega

Hel (He) jest, podobnie jak argon, gazem obojętnym. Hel jest używany
Hel (He) jest, podobnie jak argon, gazem obojętnym. Hel jest używany
. Czysty lub zmieszany z argonem hel jest używany jako gaz
. Czysty lub zmieszany z argonem hel jest używany jako gaz
Wysoki potencjał jonizacji i wysokie przewodnictwo cieplne oraz obojętny charakter zapewniają
Wysoki potencjał jonizacji i wysokie przewodnictwo cieplne oraz obojętny charakter zapewniają
Gazy osłonowe powszechnie stosowane w wielu procesach spawania, przede wszystkim w
Gazy osłonowe powszechnie stosowane w wielu procesach spawania, przede wszystkim w

Zastosowanie do :
spawania stali nierdzewnej oraz pozostałych stali wysokostopowych
spawania tytanu, miedzi,
Zastosowanie do :
spawania stali nierdzewnej oraz pozostałych stali wysokostopowych
spawania tytanu, miedzi,
Powłoka gazu ochronnego, podawana przez dyszę palnika wokół elektrody nietopliwej, chłodzi
Powłoka gazu ochronnego, podawana przez dyszę palnika wokół elektrody nietopliwej, chłodzi
Gazy osłonowe
Gazy osłonowe
Gazy osłonowe
Stopień zagrożenia wynikający z własności gazów klasyfikuje się w następującym
Gazy osłonowe
Stopień zagrożenia wynikający z własności gazów klasyfikuje się w następującym
Gazy osłonowe
Poniższe gazy powinny być oznaczone przypisanymi im
indywidualnie odrębnymi
Gazy osłonowe
Poniższe gazy powinny być oznaczone przypisanymi im
indywidualnie odrębnymi
Gazy osłonowe
Gazy osłonowe
Gazy osłonowe
Gazy osłonowe
Gazy osłonowe
W przypadku gazu lub mieszaniny gazowej, których własności mogą powodować
Gazy osłonowe
W przypadku gazu lub mieszaniny gazowej, których własności mogą powodować
Gazy osłonowe
Gazy osłonowe
Gazy osłonowe
OZN.DODATKOWE
BADAIE OKRESOWE
OKRES UŻYTKOWANIA BUTLI
BADANIE BUTLI
CIŚNIENIE ROBOCZE
CIŚNIENIE PRÓBNE
Gazy osłonowe
OZN.DODATKOWE
BADAIE OKRESOWE
OKRES UŻYTKOWANIA BUTLI
BADANIE BUTLI
CIŚNIENIE ROBOCZE
CIŚNIENIE PRÓBNE

METODA 311
SPAWANIE ACETYLOTLENOWO- TLENOWE
METODA 311
SPAWANIE ACETYLOTLENOWO- TLENOWE
METODA 311
METODA 311

METODA 311
Rodzaje reduktorów:
Zadaniem reduktora jest zmniejszanie ciśnienia z butli odpowiedniego ciśnienia
METODA 311
Rodzaje reduktorów:
Zadaniem reduktora jest zmniejszanie ciśnienia z butli odpowiedniego ciśnienia
Drugi podział butli dokonuje się przez różnice w budowie i wyróżnia
Drugi podział butli dokonuje się przez różnice w budowie i wyróżnia
Bezpieczniki gazowe:
Bezpieczniki gazowe mają za zadanie ochronę przed cofnięciem gazu lub
Bezpieczniki gazowe:
Bezpieczniki gazowe mają za zadanie ochronę przed cofnięciem gazu lub
Węże do gazu
Węże używane przy spawaniu i cięciu gazowym mają różne
Węże do gazu
Węże używane przy spawaniu i cięciu gazowym mają różne

METODA 311
METODA 311
Istotą metody spawania gazowego jest nadtopienie brzegów spawanego materiału stosując palnik.
Istotą metody spawania gazowego jest nadtopienie brzegów spawanego materiału stosując palnik.
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do
Jednak takie spalanie nie jest zalecane, gdyż nie tworzy płomienia o
Jednak takie spalanie nie jest zalecane, gdyż nie tworzy płomienia o

METODA 311
METODA 311
Cechy użytkowe metody spawania gazowego
Zalety:
wysoka wydajność i szybkość spawania
duży zakres
Cechy użytkowe metody spawania gazowego
Zalety:
wysoka wydajność i szybkość spawania
duży zakres
Wady duże koszty gazów eksploatacyjnych
mniejsza estetyka spoin
możliwość spawania stali jedynie o
Wady duże koszty gazów eksploatacyjnych
mniejsza estetyka spoin
możliwość spawania stali jedynie o
Zastosowanie metody spawania gazowego
Spawanie gazowe stosowane jest przede wszystkim przy pracach
Zastosowanie metody spawania gazowego
Spawanie gazowe stosowane jest przede wszystkim przy pracach

stanowiska do spawania gazowego :
palnik acetylenowo-tlenowy uniwersalny lub do spawania
butle
stanowiska do spawania gazowego :
palnik acetylenowo-tlenowy uniwersalny lub do spawania
butle
Pierwszą czynnością przy przystąpieniu do spawania gazowego jest dokładne oczyszczenie materiału
Pierwszą czynnością przy przystąpieniu do spawania gazowego jest dokładne oczyszczenie materiału
Kolejnym krokiem jest odkręcenie butli z gazami i ustawienie na reduktorach
Wyróżnia się 3 typy płomienia:
płomień normalny,
zwany również neutralnym lub
Wyróżnia się 3 typy płomienia:
płomień normalny,
zwany również neutralnym lub
METODA 311
METODA 311
płomień utleniający,
występuje gdy stosunek tlenu do acetylenu jest większy
płomień utleniający,
występuje gdy stosunek tlenu do acetylenu jest większy
płomień nawęglający,
tworzy się przy nadmiarze acetylenu, w stosunku ponad 1:1.
tworzy się przy nadmiarze acetylenu, w stosunku ponad 1:1.
METODA 311
Po ustawieniu satysfakcjonującego rodzaju płomienia, można przystąpić do spawania według
METODA 311
Po ustawieniu satysfakcjonującego rodzaju płomienia, można przystąpić do spawania według

a) Spawanie w lewo - palnik prowadzi się od strony prawej
a) Spawanie w lewo - palnik prowadzi się od strony prawej
Metoda jest stosunkowo prosta do opanowania, a stworzona spoina estetyczna. Stosuje
Metoda jest stosunkowo prosta do opanowania, a stworzona spoina estetyczna. Stosuje

METODA 311
Płomień palnika roztapia brzegi metalu, tworząc otworek w dolnej części
METODA 311
Płomień palnika roztapia brzegi metalu, tworząc otworek w dolnej części
Spawanie w prawo - palnik zwraca się w kierunku przeciwnym do
Spawanie w prawo - palnik zwraca się w kierunku przeciwnym do
METODA 311
Stosowanie tej metody sprawdza sie w przypadku materiałów o grubości
METODA 311
Stosowanie tej metody sprawdza sie w przypadku materiałów o grubości
METODA 311
Spawanie w górę - spawanie przebiega w pionowym położeniu spawanego
METODA 311
Spawanie w górę - spawanie przebiega w pionowym położeniu spawanego

Wskazówki technologiczne
Zasadniczo spawanie acetylenowe-tlenowe jest przeznaczone do spawania stali niskostopowych i
Wskazówki technologiczne
Zasadniczo spawanie acetylenowe-tlenowe jest przeznaczone do spawania stali niskostopowych i
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do

 Алатау - 2016
Алатау - 2016 Лепра
Лепра RC-фильтры низких и высоких частот
RC-фильтры низких и высоких частот Преподобный Серафим Саровский
Преподобный Серафим Саровский Друзья и враги твоего здоровья
Друзья и враги твоего здоровья ГОЛУБЕВ_ПРЕЗЕНТАЦИЯ
ГОЛУБЕВ_ПРЕЗЕНТАЦИЯ Название темы
Название темы пришла весна
пришла весна Обладнання для камерного сушіння пиломатеріалів
Обладнання для камерного сушіння пиломатеріалів Приёмы управления токарно-винторезным станком ТВ-7
Приёмы управления токарно-винторезным станком ТВ-7 Презентация Весна PowerPoint
Презентация Весна PowerPoint Презентация1
Презентация1 Звук У
Звук У Народный костюм Вологодской области
Народный костюм Вологодской области Адаптация к переходу в среднее звено школы
Адаптация к переходу в среднее звено школы 24.08.22 Родительское собрание
24.08.22 Родительское собрание Воскресная школа при храме в честь апостола и евангелиста Иоанна Богослова
Воскресная школа при храме в честь апостола и евангелиста Иоанна Богослова 20151221_chto_znachit_po_pravilam_111
20151221_chto_znachit_po_pravilam_111 Инструкция по выполнению заданий в онлайн-классе дисциплины Россия и мир
Инструкция по выполнению заданий в онлайн-классе дисциплины Россия и мир Кількісна оцінка конструкції колійного розвитку залізничних станцій на основі методу аналізу ієрархій
Кількісна оцінка конструкції колійного розвитку залізничних станцій на основі методу аналізу ієрархій Развитие скоростного движения на сети железных дорог с использованием пассажирских локомотивов нового поколения
Развитие скоростного движения на сети железных дорог с использованием пассажирских локомотивов нового поколения 20110409_Proekt_Pobeda_deda_-_semi_pobeda
20110409_Proekt_Pobeda_deda_-_semi_pobeda Исследование водопоглощения текстильных материалов с кардной системой пряжи
Исследование водопоглощения текстильных материалов с кардной системой пряжи Экодом для тундры
Экодом для тундры Металлургия России
Металлургия России окс
окс Презентация
Презентация ЗАДАНИЕ 2
ЗАДАНИЕ 2