- Сухое лазерное упрочнение

Содержание
- 2. Основной принцип, лежащий в основе повышения прочности металлов и сплавов, – создание препятствий, затрудняющих перемещение дислокаций.
- 3. Существует большое количество методов упрочнения. Вот не которые из них: Закалка токами высокой частоты; Метод пластической
- 4. Существует два основных вида лазерного упрочнения: «сухое»; «мокрое» ЛАЗЕРНОЕ УПРОЧНЕНИЕ
- 5. «МОКРОЕ» ЛАЗЕРНОЕ УПРОЧНЕНИЕ
- 6. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
- 7. Упрочнение материалов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении
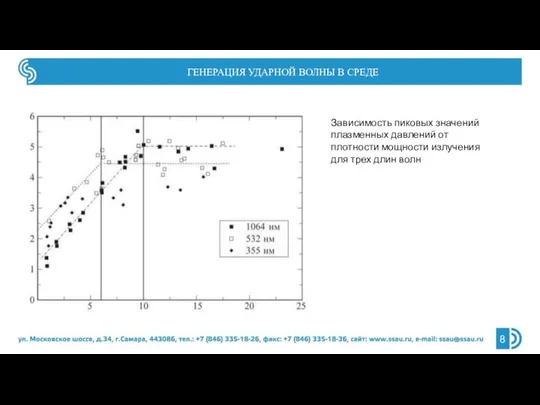
- 8. ГЕНЕРАЦИЯ УДАРНОЙ ВОЛНЫ В СРЕДЕ Зависимость пиковых значений плазменных давлений от плотности мощности излучения для трех
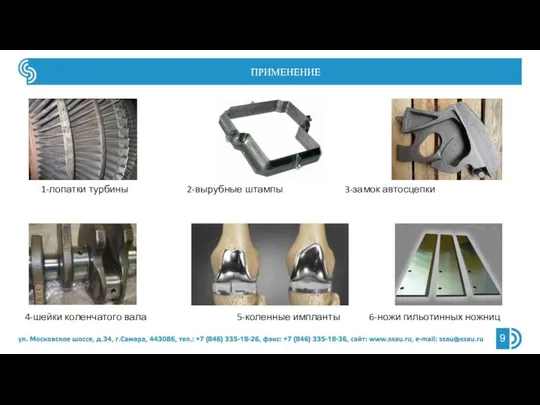
- 9. ПРИМЕНЕНИЕ 1-лопатки турбины 2-вырубные штампы 3-замок автосцепки 4-шейки коленчатого вала 5-коленные импланты 6-ножи гильотинных ножниц
- 10. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
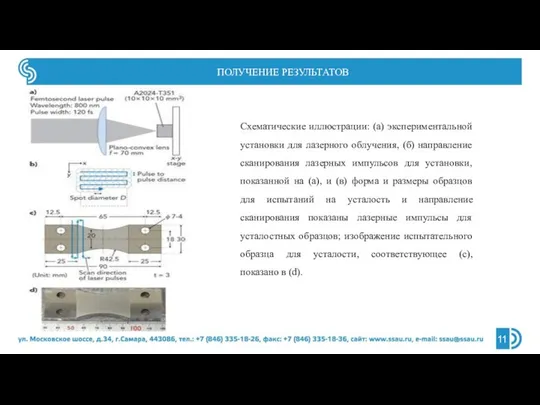
- 11. ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВ Схематические иллюстрации: (а) экспериментальной установки для лазерного облучения, (б) направление сканирования лазерных импульсов для
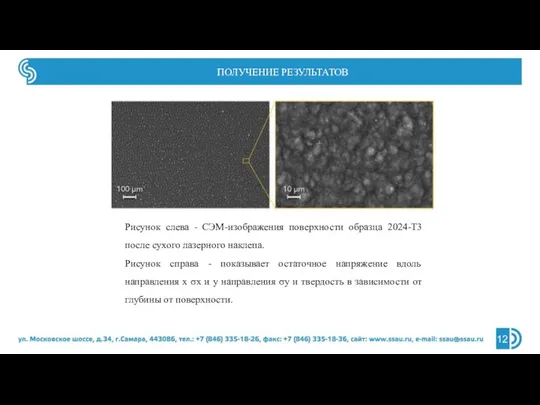
- 12. ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВ Рисунок слева - СЭМ-изображения поверхности образца 2024-Т3 после сухого лазерного наклепа. Рисунок справа -
- 13. Твердость и остаточное напряжение при сухом лазерном наклепе алюминиевого сплава 2024-T3 ; полосы ошибок указывают на
- 14. Процесс сухого лазерного упрочнения: Имеет большой потенциал для применения в различных областях. Может быть теоретически выполнен
- 16. Скачать презентацию

Основной принцип, лежащий в основе повышения прочности металлов и сплавов, –
Основной принцип, лежащий в основе повышения прочности металлов и сплавов, –
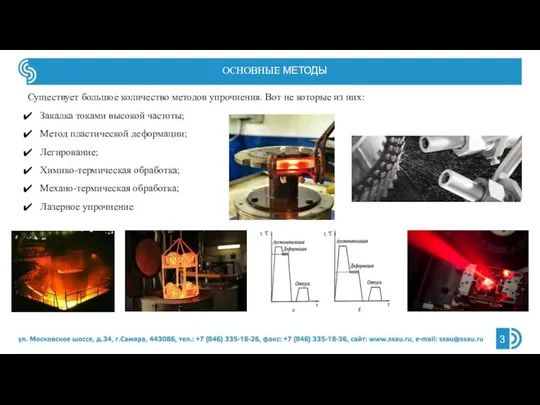
Существует большое количество методов упрочнения. Вот не которые из них:
Закалка токами
Существует большое количество методов упрочнения. Вот не которые из них:
Закалка токами
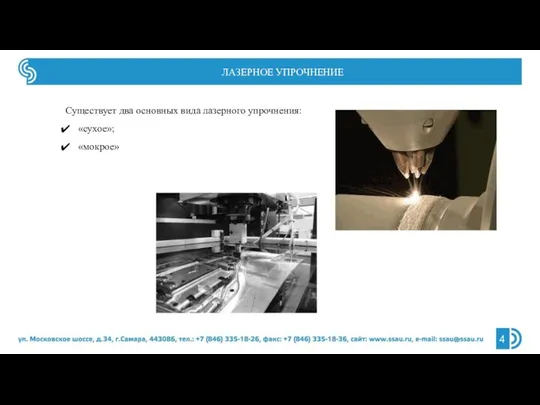
Существует два основных вида лазерного упрочнения:
«сухое»;
«мокрое»
ЛАЗЕРНОЕ УПРОЧНЕНИЕ
Существует два основных вида лазерного упрочнения:
«сухое»;
«мокрое»
ЛАЗЕРНОЕ УПРОЧНЕНИЕ

«МОКРОЕ» ЛАЗЕРНОЕ УПРОЧНЕНИЕ
«МОКРОЕ» ЛАЗЕРНОЕ УПРОЧНЕНИЕ
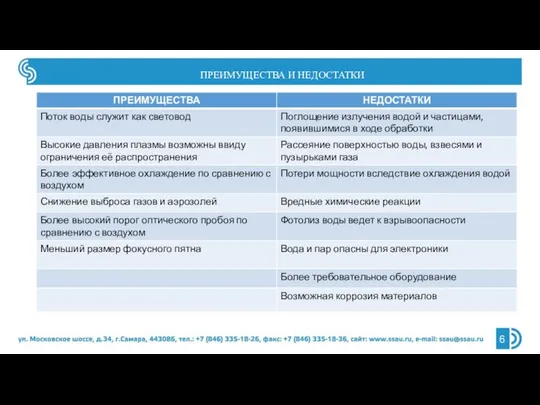
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
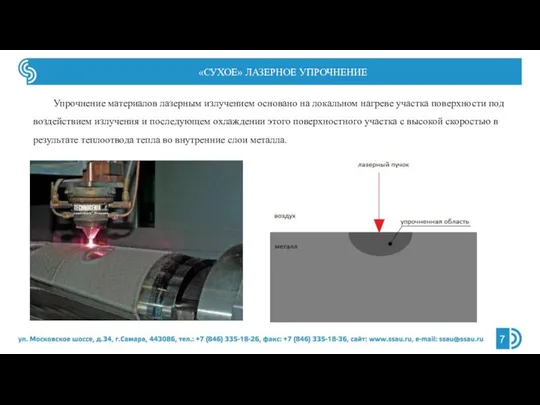
Упрочнение материалов лазерным излучением основано на локальном нагреве участка поверхности под
Упрочнение материалов лазерным излучением основано на локальном нагреве участка поверхности под
ГЕНЕРАЦИЯ УДАРНОЙ ВОЛНЫ В СРЕДЕ
Зависимость пиковых значений плазменных давлений от
ГЕНЕРАЦИЯ УДАРНОЙ ВОЛНЫ В СРЕДЕ
Зависимость пиковых значений плазменных давлений от
ПРИМЕНЕНИЕ
1-лопатки турбины 2-вырубные штампы 3-замок автосцепки
4-шейки коленчатого вала 5-коленные импланты
ПРИМЕНЕНИЕ
1-лопатки турбины 2-вырубные штампы 3-замок автосцепки
4-шейки коленчатого вала 5-коленные импланты

ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВ
Схематические иллюстрации: (а) экспериментальной установки для лазерного облучения, (б) направление
ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВ
Схематические иллюстрации: (а) экспериментальной установки для лазерного облучения, (б) направление
ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВ
Рисунок слева - СЭМ-изображения поверхности образца 2024-Т3 после сухого лазерного
ПОЛУЧЕНИЕ РЕЗУЛЬТАТОВ
Рисунок слева - СЭМ-изображения поверхности образца 2024-Т3 после сухого лазерного

Твердость и остаточное напряжение при сухом лазерном наклепе алюминиевого сплава 2024-T3
Твердость и остаточное напряжение при сухом лазерном наклепе алюминиевого сплава 2024-T3

Процесс сухого лазерного упрочнения:
Имеет большой потенциал для применения в различных
Процесс сухого лазерного упрочнения:
Имеет большой потенциал для применения в различных
 Экологический квест
Экологический квест Энергия биомассы. Биогазовые установки
Энергия биомассы. Биогазовые установки Разработка сервиса по созданию тестов
Разработка сервиса по созданию тестов Дипломы
Дипломы Оценка готовности образовательной организации к учебному году
Оценка готовности образовательной организации к учебному году T2-G-210-USA-Information-Powerpoint-_ver_2
T2-G-210-USA-Information-Powerpoint-_ver_2 ЦИ_ 3-4 кв.2022 итог
ЦИ_ 3-4 кв.2022 итог Общая классификация сталей
Общая классификация сталей Проектирование автоматической пожарной системы для работы лесопильного предприятия
Проектирование автоматической пожарной системы для работы лесопильного предприятия Виды обуви
Виды обуви 20141208_prezentatsiya
20141208_prezentatsiya Бумага, ножницы, клей
Бумага, ножницы, клей Знатоки Урала
Знатоки Урала Творческий проект по технологии вышивка атласной лентой. Изготовление панно розы
Творческий проект по технологии вышивка атласной лентой. Изготовление панно розы Урок: Цветные ключи
Урок: Цветные ключи Angelita. Photo winter decorations
Angelita. Photo winter decorations летопись И вспомнил Олег коня своего
летопись И вспомнил Олег коня своего Проектная деятельность учащихся. Формы проекта
Проектная деятельность учащихся. Формы проекта Контурное строительство
Контурное строительство 7 МУДА, МУРИ, МУРА
7 МУДА, МУРИ, МУРА Кабели Кабтрон® - инновационный импортозамещающий продукт для энергетики и других отраслей
Кабели Кабтрон® - инновационный импортозамещающий продукт для энергетики и других отраслей Лекция 7. Комплекты машин
Лекция 7. Комплекты машин Курс обучения беспилотного комплекса Рhantom 3
Курс обучения беспилотного комплекса Рhantom 3 My favorite Russian film
My favorite Russian film Федеральный проект Содействие занятости
Федеральный проект Содействие занятости ЗиОБЖ_Правильное и безопасное поведение в городском парке. Правильное и безопасное поведение в лесу
ЗиОБЖ_Правильное и безопасное поведение в городском парке. Правильное и безопасное поведение в лесу 20121126_godonimsem_12g
20121126_godonimsem_12g Послание к Фессалоникийцам
Послание к Фессалоникийцам