- Сварка. Технологические газы, флюсы. Приемка сварочных материалов. (Лекция 11)

Содержание
- 2. 11.1 Технологические газы; флюсы При сварке сталей в среде защитных газов применяют инертные и активные газы
- 3. Аргон для сварки поставляется по ГОСТ 10157-79. Это инертный газ. По чистоте он делится на три
- 4. Ацетилен это газ, получаемый в специальных генераторах путем разложения карбида кальция в воде. Ацетилен хорошо растворяется
- 5. Таблица 11.1 – Характеристика баллонов
- 6. При автоматической и полуавтоматической сварке для обеспечения устойчивого горения дуги, защиты металла от вредного воздействия на
- 7. Керамические флюсы представляют собой механическую смесь мелко измельченных компонентов, связанных жидким стеклом. Сырьем для их изготовления
- 8. 11.2 Приемка сварочных материалов Каждая партия поступающих в организацию сварочных материалов должна иметь сертификат предприятия-изготовителя, удостоверяющий
- 9. При использовании новых сварочных материалов, а также при нетоварном виде электродов и проволоки производят более тщательный
- 10. Складские помещения цехов д.б. обеспечены печами для сушки и прокалки электродов и флюса, а при необходимости
- 12. Скачать презентацию
11.1 Технологические газы; флюсы
При сварке сталей в среде защитных газов
11.1 Технологические газы; флюсы
При сварке сталей в среде защитных газов
Аргон для сварки поставляется по ГОСТ 10157-79. Это инертный газ. По

Ацетилен это газ, получаемый в специальных генераторах путем разложения карбида кальция

Таблица 11.1 – Характеристика баллонов
При автоматической и полуавтоматической сварке для обеспечения устойчивого горения дуги, защиты
При автоматической и полуавтоматической сварке для обеспечения устойчивого горения дуги, защиты
Керамические флюсы представляют собой механическую смесь мелко измельченных компонентов, связанных жидким
Керамические флюсы представляют собой механическую смесь мелко измельченных компонентов, связанных жидким
11.2 Приемка сварочных материалов
Каждая партия поступающих в организацию сварочных материалов
11.2 Приемка сварочных материалов
Каждая партия поступающих в организацию сварочных материалов
 Выявления экологически оправданного поведения
Выявления экологически оправданного поведения Аттестационная работа. Методическая разработка по выполнению проекта Самая популярная кукла Барби
Аттестационная работа. Методическая разработка по выполнению проекта Самая популярная кукла Барби Создание интерактивных упражнений в сервисе LearningApps.org и их использование при обучении младших школьников
Создание интерактивных упражнений в сервисе LearningApps.org и их использование при обучении младших школьников Проект 0551 Поездка
Проект 0551 Поездка Монтаж проводів у штекер
Монтаж проводів у штекер Самолет на радиоуправлении
Самолет на радиоуправлении Утренняя зарядка
Утренняя зарядка Технологія виробництва яловичина в м'ясному скотарсті
Технологія виробництва яловичина в м'ясному скотарсті Твердотельная электроника. Семинар №5
Твердотельная электроника. Семинар №5 Inmarsat - первая в мире система мобильной спутниковой связи
Inmarsat - первая в мире система мобильной спутниковой связи Разработка технологии тепловой обработки неэлектропроводных материалов в смеси с электропроводными индукционным способом
Разработка технологии тепловой обработки неэлектропроводных материалов в смеси с электропроводными индукционным способом Яндекс купил сайт Кинопоиск
Яндекс купил сайт Кинопоиск Ноотропы. Как подготовить мозг к сессии
Ноотропы. Как подготовить мозг к сессии 20130906_vneklassnoe_meropriyatie
20130906_vneklassnoe_meropriyatie День защиты прав потребителей
День защиты прав потребителей Микросхемотехника. Занятие № 34
Микросхемотехника. Занятие № 34 20160212_agitbrigada
20160212_agitbrigada Альбом выпускаемой продукции АО Завод путевых конструкций
Альбом выпускаемой продукции АО Завод путевых конструкций Dobrovolchestvo_Pochemu_byt_volonterom_-_kruto
Dobrovolchestvo_Pochemu_byt_volonterom_-_kruto Приспособленность
Приспособленность Устройство асинхронного двигателя с короткозамкнутым ротором
Устройство асинхронного двигателя с короткозамкнутым ротором Теоретико-методологические основы исторической науки
Теоретико-методологические основы исторической науки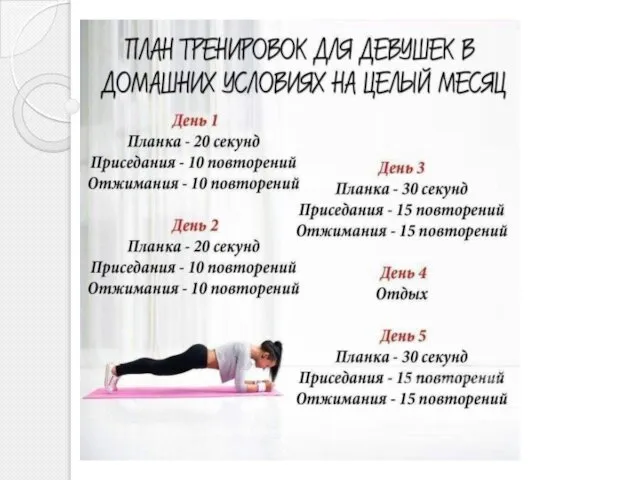 План тренировок для девушек
План тренировок для девушек Сваи с полимерной термоусаживаемой противопучинной оболочкой серии ОСПТ Reline
Сваи с полимерной термоусаживаемой противопучинной оболочкой серии ОСПТ Reline Библиотека Академии наук
Библиотека Академии наук 20160116_desyatichnye_drobi
20160116_desyatichnye_drobi Жакеты и блузка
Жакеты и блузка Viktorina_Zemelnaya_i_voennaya_reformy_v_Drevnem_Rime
Viktorina_Zemelnaya_i_voennaya_reformy_v_Drevnem_Rime