- Сварные соединения и швы

Содержание
- 2. Сварной шов ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
- 3. СТРОЕНИЕ СВАРНОГО соединения 1 – основной металл 2 – зона термического влияния (ЗТВ) 3 – сварной
- 4. ВИДЫ СВАРНЫХ ШВОВ
- 5. По типу соединений: КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 6. СВАРНЫЕ СОЕДИНЕНИЯ
- 7. 2. По положению в пространстве КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 9. 3. По протяженности КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
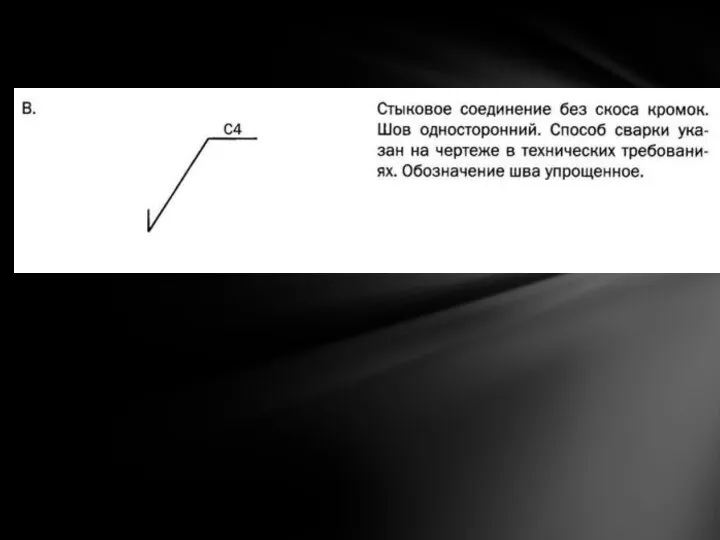
- 10. 4. По форме наружной поверхности (по профилю) А) Стыковые швы
- 11. Б) угловые швы
- 12. 5. По количеству слоев КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 14. Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Валиком называется часть
- 15. Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов –
- 16. 6. По выполнению КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 18. 7. По направлению действующего усилия КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 19. 8. По назначению сварные швы делятся на: Прочные - обеспечивают передачу нагрузки с одного элемента на
- 20. 9. В зависимости от условий работы сварного изделия швы делятся на: Рабочие - предназначены для работы
- 21. 10. По конфигурации сварного шва: Кольцевые Прямолинейные Кольцевые спиральные Криволинейные Продольные
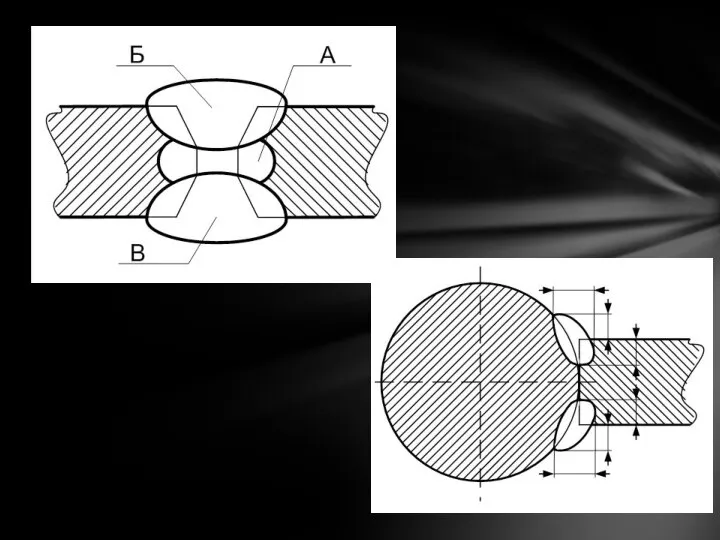
- 23. е – ширина шва g – выпуклость шва (усиление, высота) h – глубина провара t –
- 24. ОСНОВНЫЕ ФОРМЫ РАЗДЕЛКИ КРОМОК и конструктивные элементы Разделка одной кромки
- 25. Разделка двух кромок 1. Без разделки 2. С отбортовкой
- 26. 3. Прямолинейный скос или V-образный 4. Прямолинейный двусторонний скос или Х-образный 5. Криволинейный или U -
- 28. Разделка кромок листов разной толщины
- 29. α – угол скоса 2х кромок (60-90°) β – угол скоса кромки (30-50°) b – зазор
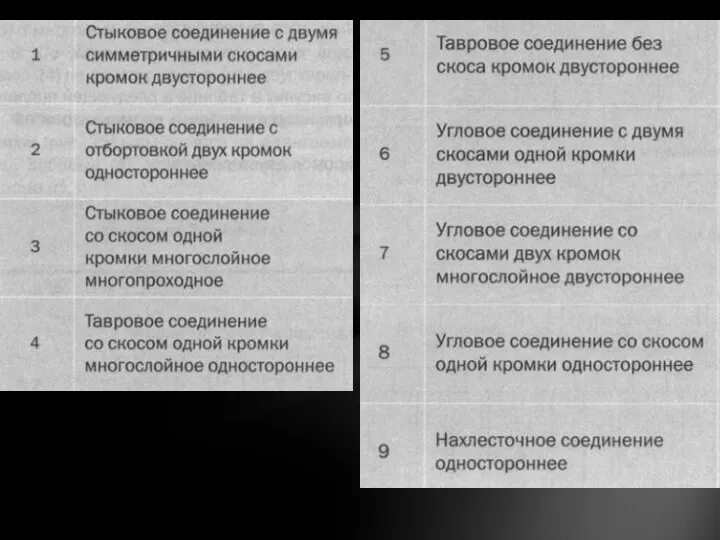
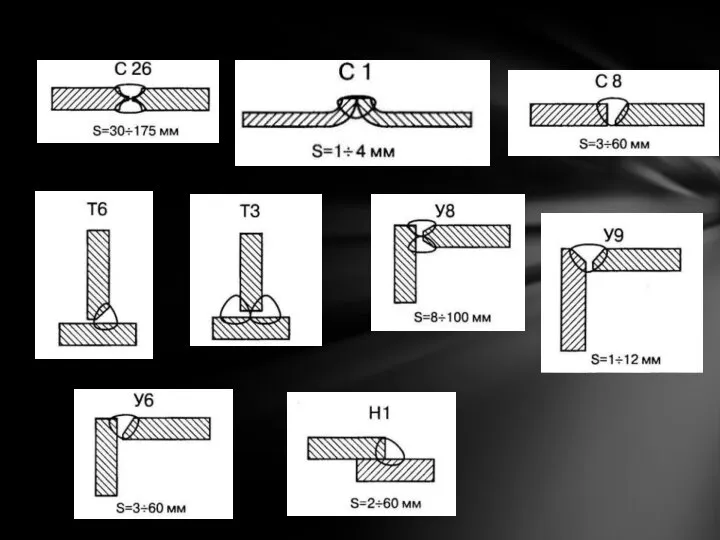
- 30. Вид соединения Форма подготовленных кромок Характер выполненного шва Количество слоев Назовите:
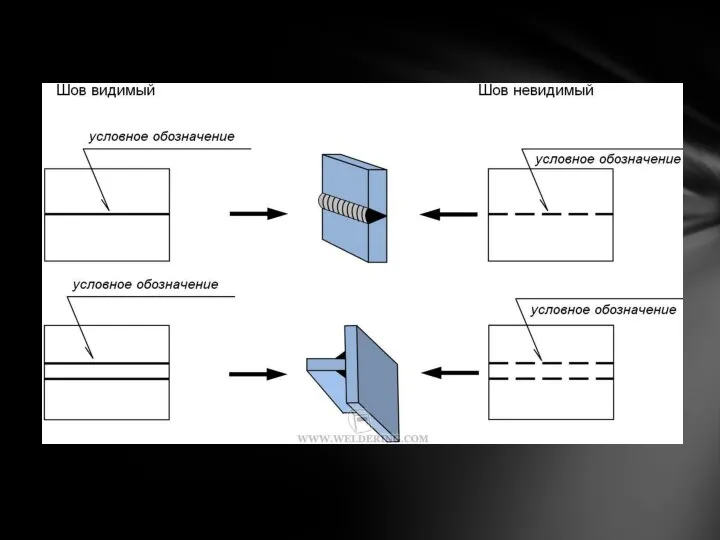
- 33. Условные изображения и обозначения швов сварных соединений (ГОСТ2.312-72)
- 36. Структура условного обозначения стандартного шва
- 37. 1. Вспомогательные знаки Структура условного обозначения стандартного шва
- 38. 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений: ГОСТ 5264-80 «Ручная дуговая сварка.
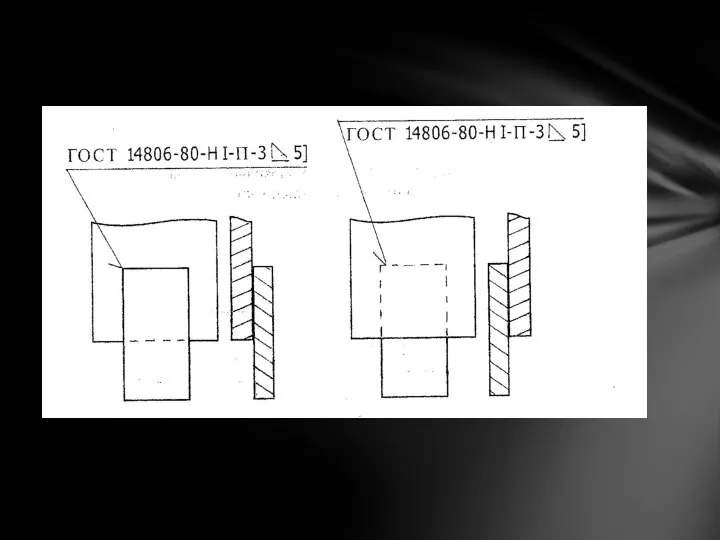
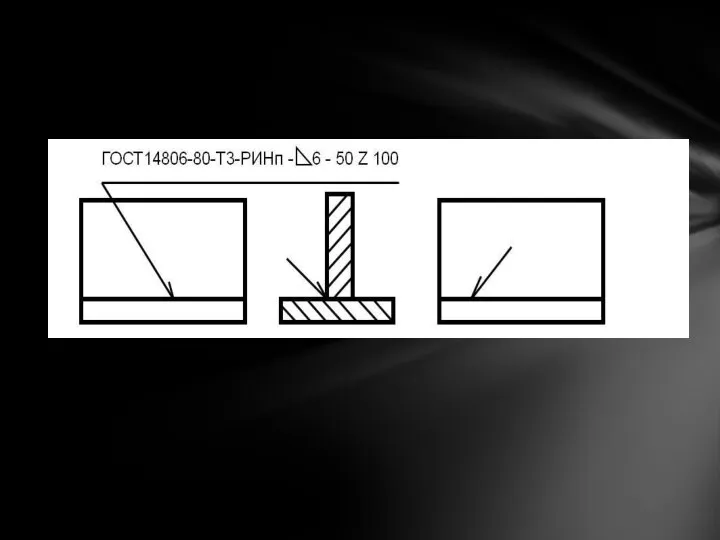
- 39. ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»; ГОСТ 16098-80 «Соединения сварные из
- 40. 3. Буквенно-цифровое обозначение шва: С – стыковое; У – угловое; Т – тавровое; Н – нахлесточное.
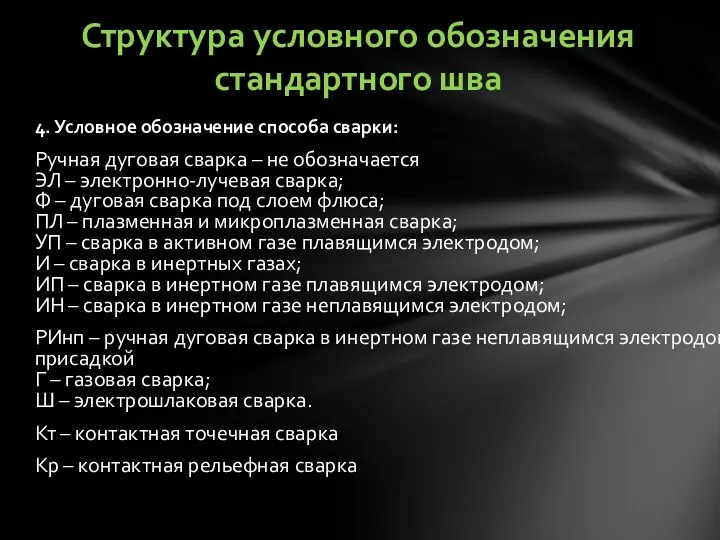
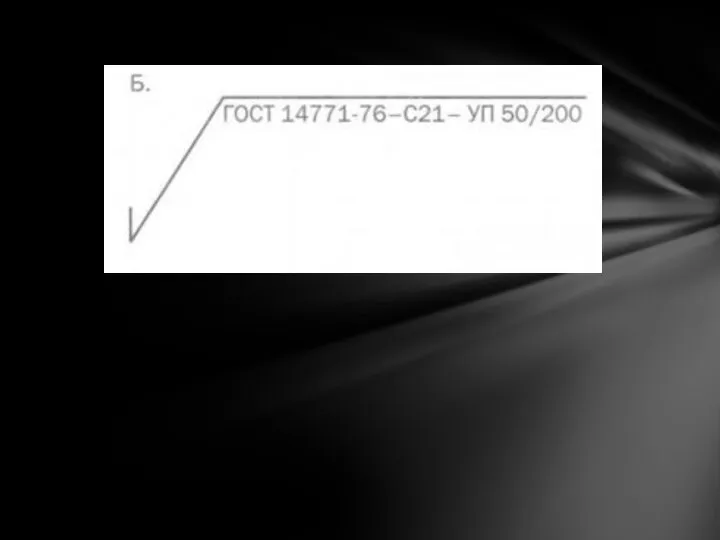
- 41. 4. Условное обозначение способа сварки: Ручная дуговая сварка – не обозначается ЭЛ – электронно-лучевая сварка; Ф
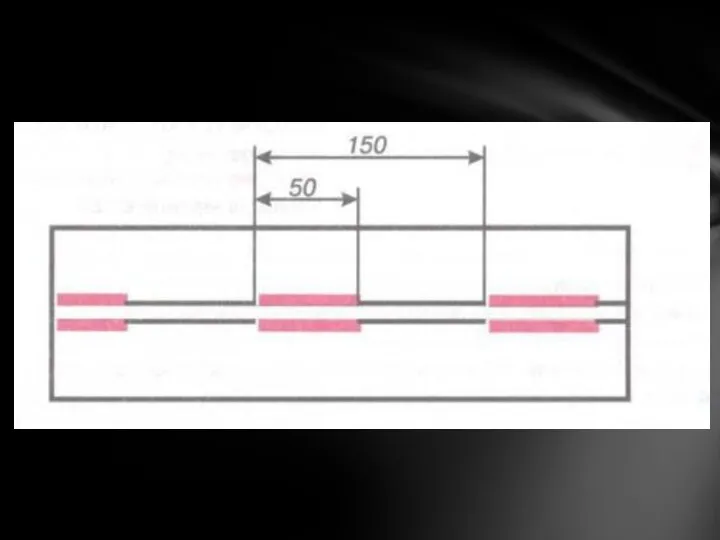
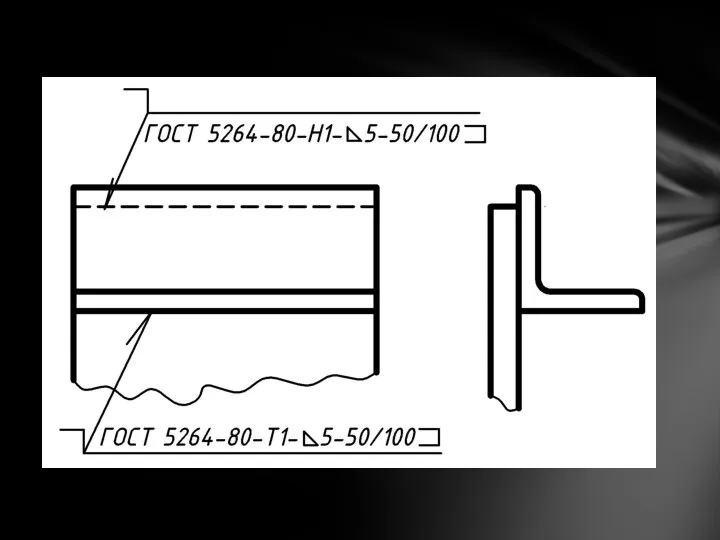
- 42. 5. Знак и размер катета шва, мм 6. 1) Для прерывистого или цепного шва – размер
- 44. 7. Вспомогательные знаки: Структура условного обозначения стандартного шва
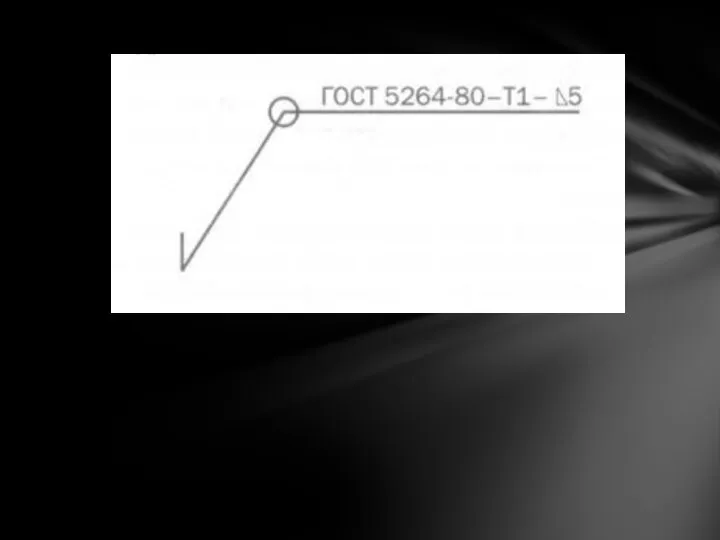
- 47. ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ ШВОВ
- 54. Скачать презентацию

Сварной
шов
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Сварной
шов
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ

СТРОЕНИЕ СВАРНОГО соединения
1 – основной металл
2 – зона термического влияния (ЗТВ)
3
СТРОЕНИЕ СВАРНОГО соединения
1 – основной металл
2 – зона термического влияния (ЗТВ)
3
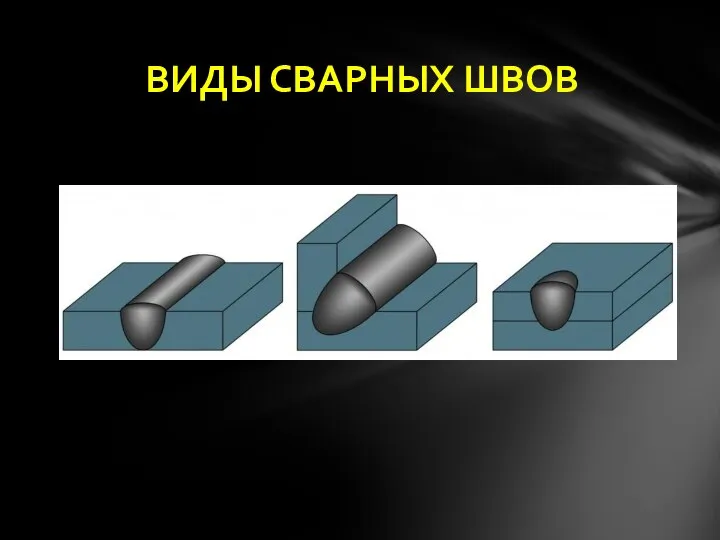
ВИДЫ СВАРНЫХ ШВОВ
ВИДЫ СВАРНЫХ ШВОВ
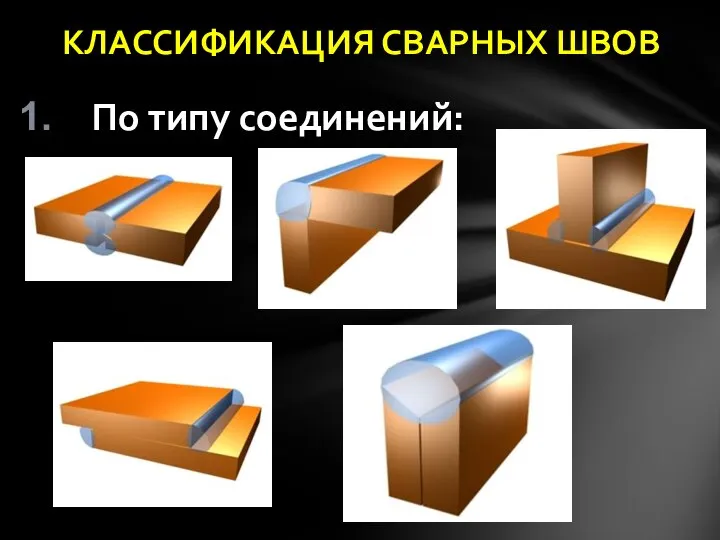
По типу соединений:
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
По типу соединений:
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ

СВАРНЫЕ СОЕДИНЕНИЯ
СВАРНЫЕ СОЕДИНЕНИЯ

2. По положению в пространстве
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
2. По положению в пространстве
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ


3. По протяженности
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
3. По протяженности
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ

4. По форме наружной поверхности
(по профилю)
А) Стыковые швы
4. По форме наружной поверхности
(по профилю)
А) Стыковые швы

Б) угловые швы
Б) угловые швы
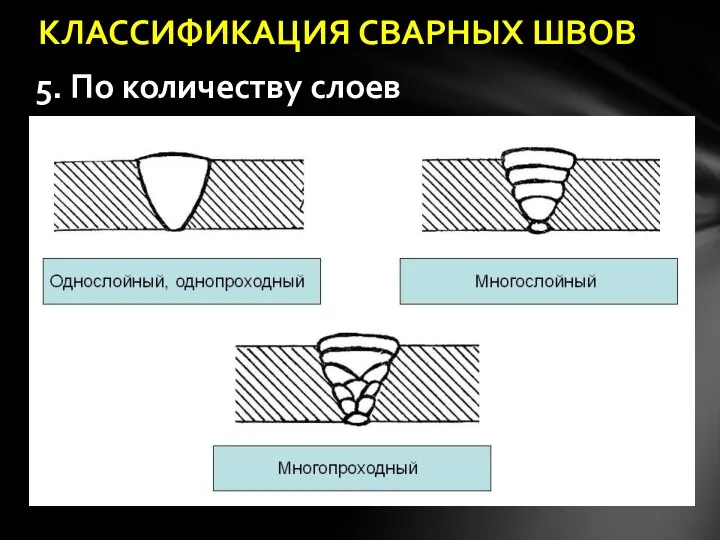
5. По количеству слоев
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
5. По количеству слоев
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
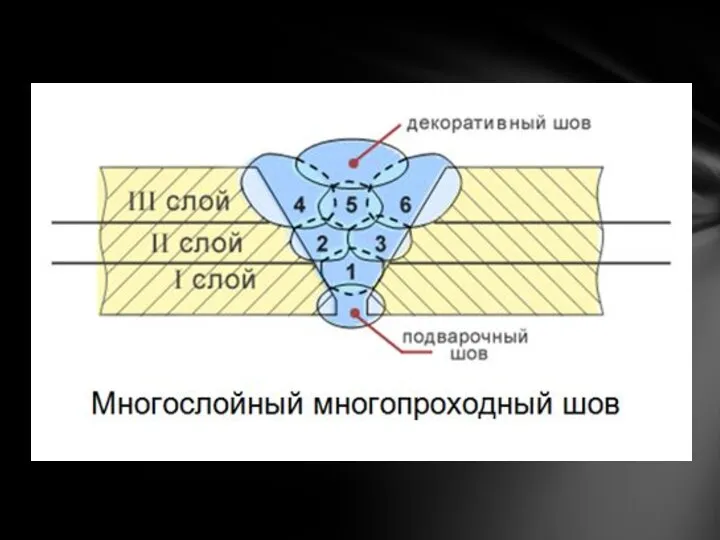
Проход – однократное перемещение источника тепла в одном направлении при сварке
Проход – однократное перемещение источника тепла в одном направлении при сварке

Корнем сварного шва называется часть шва, которая наиболее удалена от его
Корнем сварного шва называется часть шва, которая наиболее удалена от его
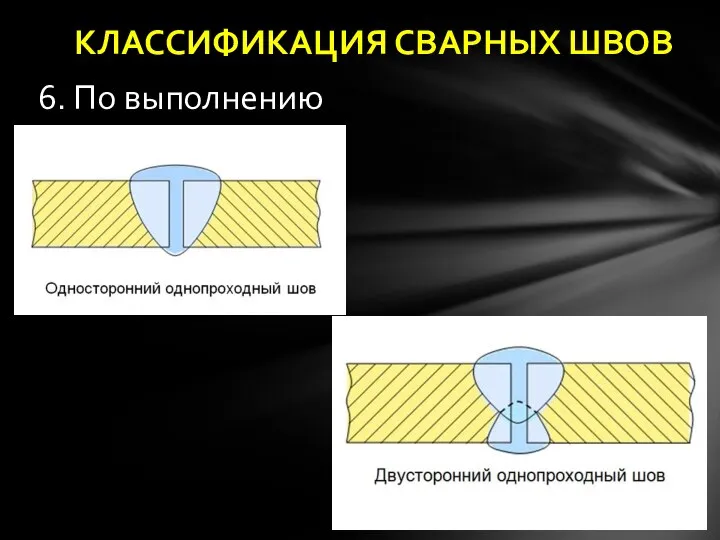
6. По выполнению
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
6. По выполнению
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ


7. По направлению действующего усилия
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
7. По направлению действующего усилия
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
8. По назначению сварные швы делятся на:
Прочные - обеспечивают передачу нагрузки с
8. По назначению сварные швы делятся на:
Прочные - обеспечивают передачу нагрузки с
9. В зависимости от условий работы сварного изделия швы делятся на:
Рабочие -
9. В зависимости от условий работы сварного изделия швы делятся на:
Рабочие -

10. По конфигурации сварного шва:
Кольцевые
Прямолинейные
Кольцевые спиральные
Криволинейные
Продольные
Кольцевые
Прямолинейные
Кольцевые спиральные
Криволинейные
Продольные
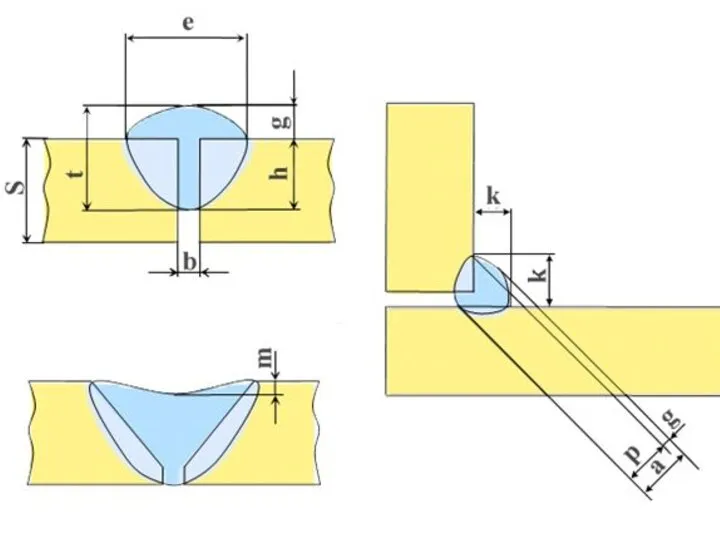
е – ширина шва
g – выпуклость шва (усиление, высота)
h – глубина
е – ширина шва
g – выпуклость шва (усиление, высота)
h – глубина
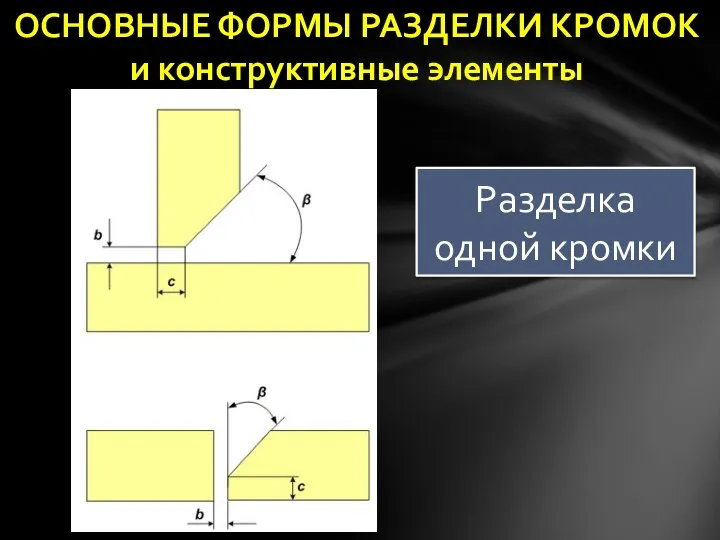
ОСНОВНЫЕ ФОРМЫ РАЗДЕЛКИ КРОМОК
и конструктивные элементы
Разделка одной кромки
ОСНОВНЫЕ ФОРМЫ РАЗДЕЛКИ КРОМОК
и конструктивные элементы
Разделка одной кромки
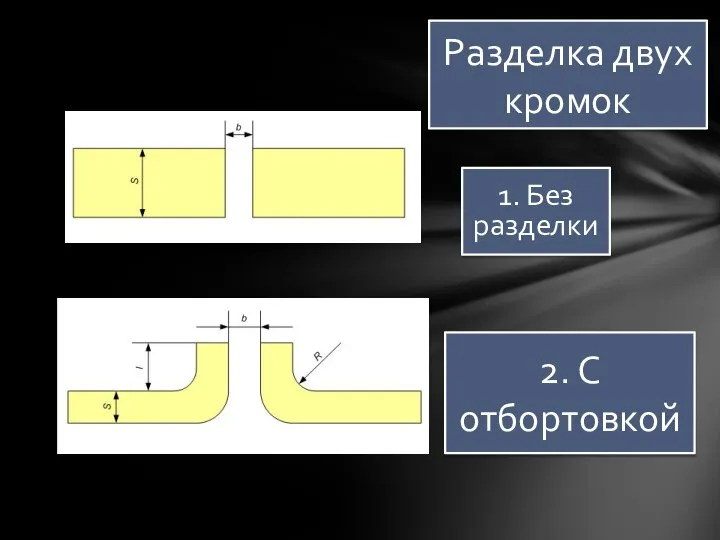
Разделка двух кромок
1. Без разделки
2. С отбортовкой
Разделка двух кромок
1. Без разделки
2. С отбортовкой
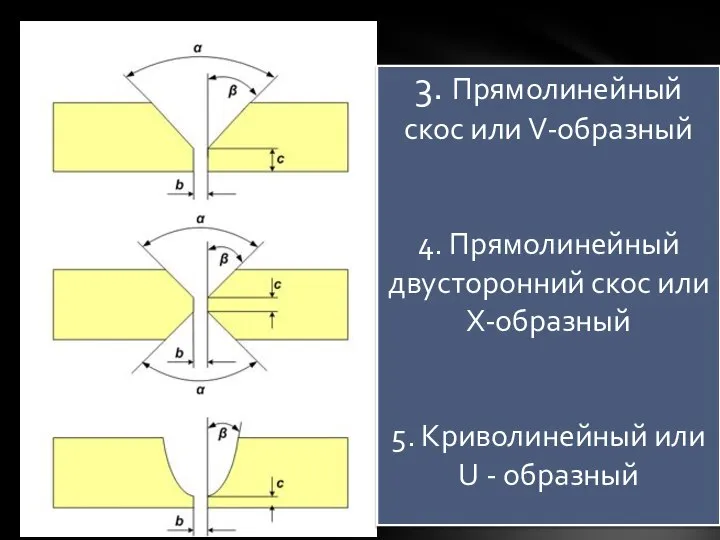
3. Прямолинейный скос или V-образный
4. Прямолинейный двусторонний скос или Х-образный
5. Криволинейный
3. Прямолинейный скос или V-образный
4. Прямолинейный двусторонний скос или Х-образный
5. Криволинейный
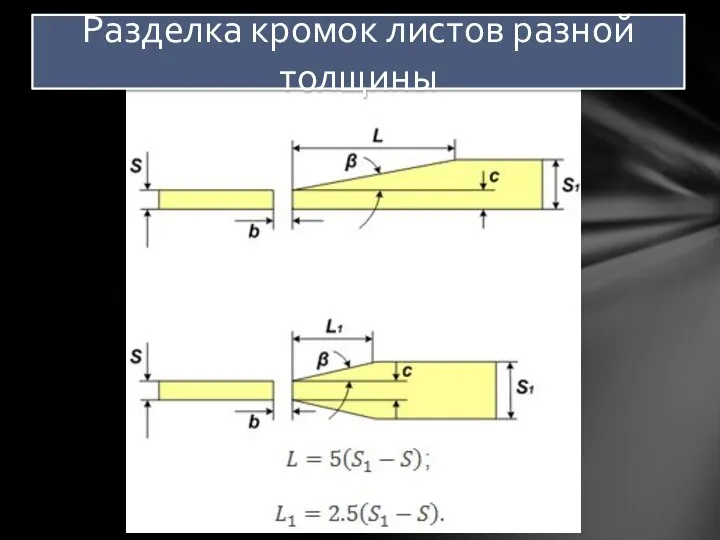
Разделка кромок листов разной толщины
Разделка кромок листов разной толщины
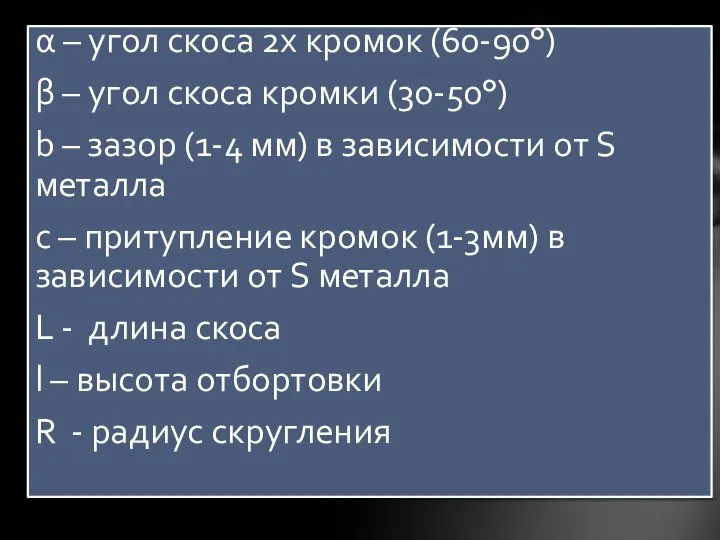
α – угол скоса 2х кромок (60-90°)
β – угол скоса кромки
α – угол скоса 2х кромок (60-90°)
β – угол скоса кромки
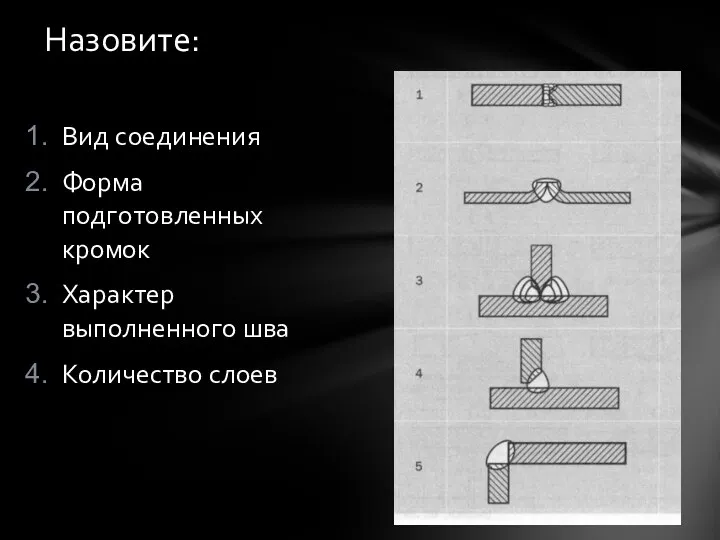
Вид соединения
Форма подготовленных кромок
Характер выполненного шва
Количество слоев
Назовите:
Вид соединения
Форма подготовленных кромок
Характер выполненного шва
Количество слоев
Назовите:
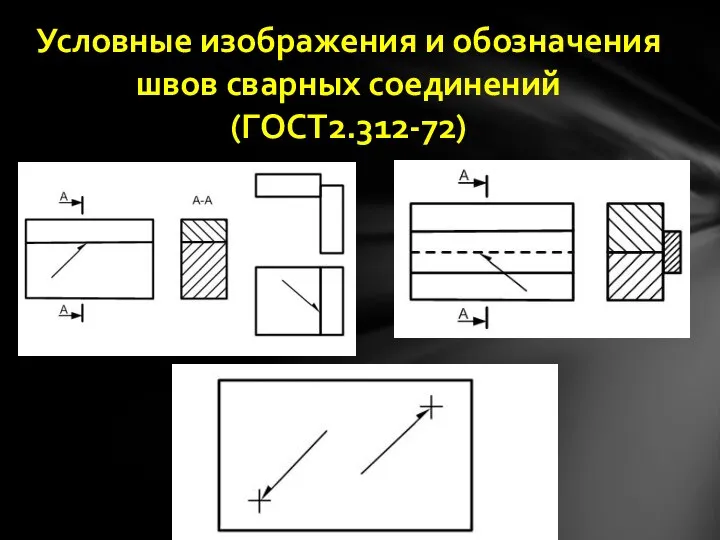
Условные изображения и обозначения швов сварных соединений
(ГОСТ2.312-72)
Условные изображения и обозначения швов сварных соединений
(ГОСТ2.312-72)
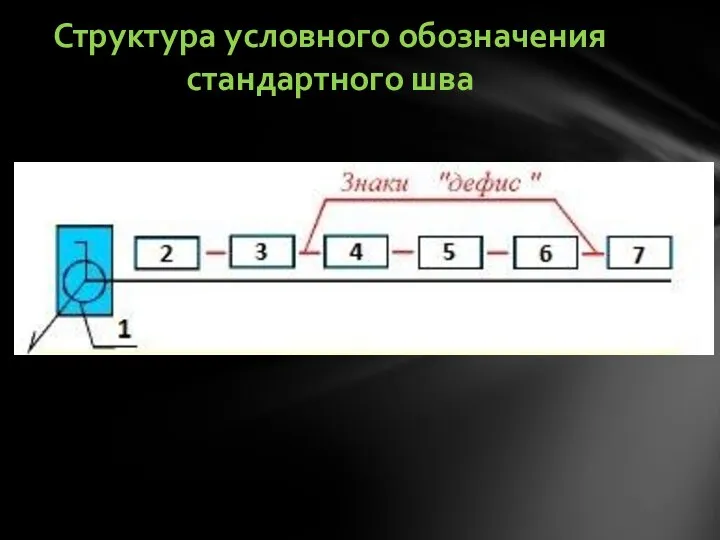
Структура условного обозначения стандартного шва
Структура условного обозначения стандартного шва
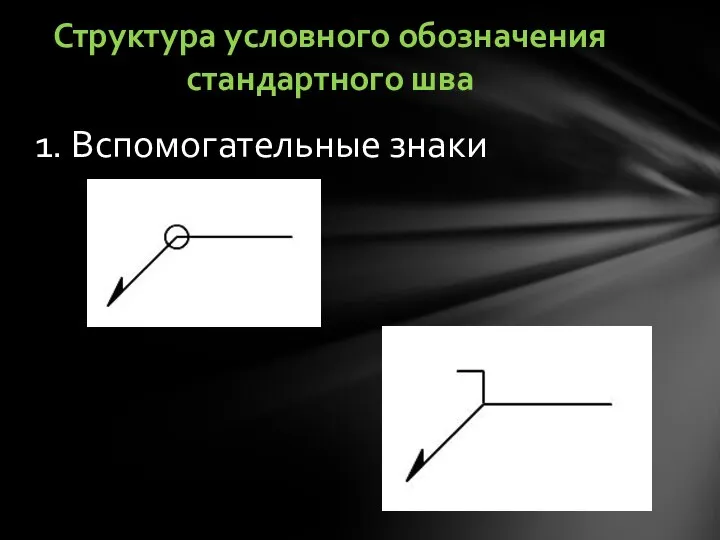
1. Вспомогательные знаки
Структура условного обозначения стандартного шва
1. Вспомогательные знаки
Структура условного обозначения стандартного шва
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
ГОСТ
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
ГОСТ
ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»;
ГОСТ
ГОСТ
3. Буквенно-цифровое обозначение шва:
С – стыковое;
У – угловое;
Т – тавровое;
Н –
3. Буквенно-цифровое обозначение шва:
С – стыковое;
У – угловое;
Т – тавровое;
Н –
4. Условное обозначение способа сварки:
Ручная дуговая сварка – не обозначается
ЭЛ –
4. Условное обозначение способа сварки:
Ручная дуговая сварка – не обозначается
ЭЛ –
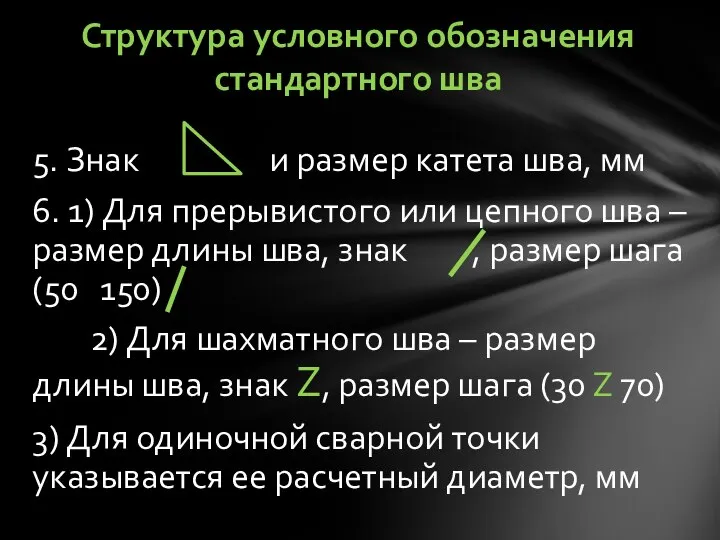
5. Знак и размер катета шва, мм
6. 1) Для прерывистого или
5. Знак и размер катета шва, мм
6. 1) Для прерывистого или
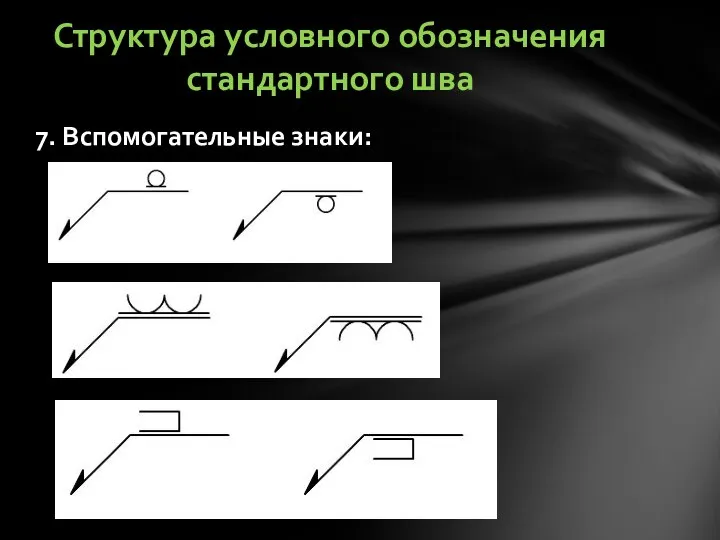
7. Вспомогательные знаки:
Структура условного обозначения стандартного шва
7. Вспомогательные знаки:
Структура условного обозначения стандартного шва
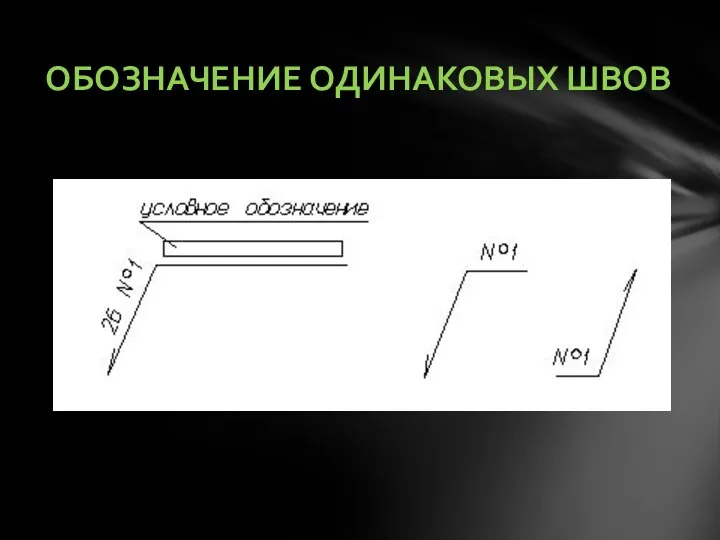
ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ ШВОВ
ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ ШВОВ

 Законодавчі акти щодо питань надання медичної допомоги в україні
Законодавчі акти щодо питань надання медичної допомоги в україні Поиск недостающей информации, её обработка и анализ. Выбор источников
Поиск недостающей информации, её обработка и анализ. Выбор источников самовар
самовар Научные основы производства продуктов питания
Научные основы производства продуктов питания Рациональная организация рабочего места для резьбы по дереву. Плосковыемочная резьба
Рациональная организация рабочего места для резьбы по дереву. Плосковыемочная резьба Трухина 30.08.22 новое
Трухина 30.08.22 новое Navrh technologie Sejmutí ornice
Navrh technologie Sejmutí ornice Правила безопасности на летней площадке
Правила безопасности на летней площадке эмоции
эмоции Разработка мобильного приложения для интернет провайдера Телесети
Разработка мобильного приложения для интернет провайдера Телесети Сборка ПК
Сборка ПК Пассивные компоненты электронных устройств
Пассивные компоненты электронных устройств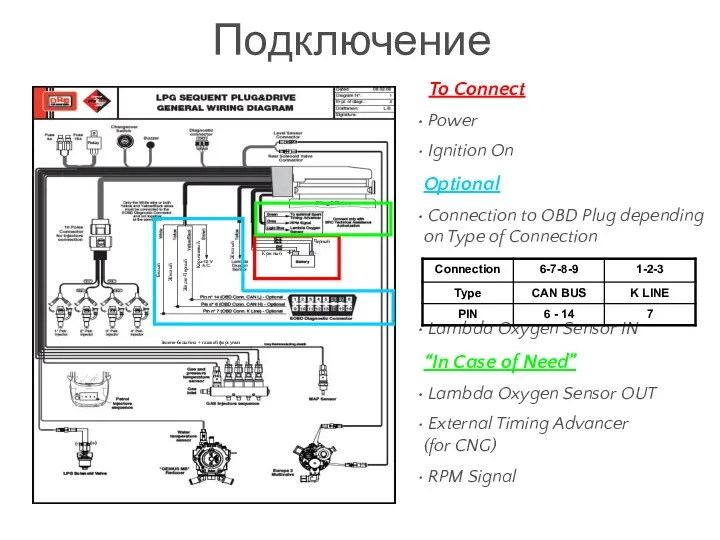 P&D CNG & LPG connection
P&D CNG & LPG connection День Петра и Павла
День Петра и Павла Презентация автомобилей женевского автосалона 2008
Презентация автомобилей женевского автосалона 2008 Животноводство
Животноводство Хрустальные вазы
Хрустальные вазы Предложения общественного объединения Наше Лианозово по продлению Люблинско-Дмитровской линии Московского метрополитена
Предложения общественного объединения Наше Лианозово по продлению Люблинско-Дмитровской линии Московского метрополитена Состав и значение Агропромышленного комплекса
Состав и значение Агропромышленного комплекса Пластилинография
Пластилинография Ltd. Zharkent
Ltd. Zharkent Керама Марацци. Методическое пособие
Керама Марацци. Методическое пособие Россия как тип культуры. Этапы и основные тенденции развития российской культуры
Россия как тип культуры. Этапы и основные тенденции развития российской культуры Falling leaves. Subtitle goes here. Template
Falling leaves. Subtitle goes here. Template Работа с родителями
Работа с родителями Металлургический комплекс. Чёрная металлургия
Металлургический комплекс. Чёрная металлургия 20151125_prezentatsiya_obshchestvo_8_klass
20151125_prezentatsiya_obshchestvo_8_klass Мелькисаровская улица, владение 2А
Мелькисаровская улица, владение 2А