- Сварочные выпрямители, устройство и принцип работы

Содержание
- 2. Выполнение сварочных работ требует строгого выполнения технологии изготовления сварной конструкции, которая включает в себя и выбор
- 3. Чтобы правильно выбрать источник питания необходимо знать его тип, назначение, устройство и технические характеристики, которые позволяют
- 4. Сварка на постоянном токе имеет преимущества по сравнению со сваркой на переменном токе: повышается стабильность горения
- 5. Поэтому сварку ответственных соединений лучше выполнять на постоянном токе. Некоторые металлы свариваются на постоянном токе, например,
- 6. Свойство некоторых материалов пропускать электрический ток в одном направлении используется в сварочной технике для преобразования переменного
- 7. Сварочным выпрямителем называется устройство, преобразующее переменный ток пониженного напряжения (с помощью трансформатора) в постоянный сварочный ток.
- 8. ПРИНЦИПИАЛЬНАЯ СХЕМА ВЫПРЯМИТЕЛЯ
- 9. Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
- 10. Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120...1000 А, транзисторные
- 11. В зависимости от внешней вольтамперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые
- 12. Сварочный выпрямитель ВД-306. Одним из распространенных является сварочный выпрямитель ВД-306. Он состоит из понижающего трехфазного трансформатора
- 13. Общий вид выпрямителя типа ВД – 306 1. Вентилятор для охлаждения выпрямительного блока 2. Выпрямительный блок
- 14. Трансформатор выпрямителя имеет два диапазона регулирования сварочного тока: малых токов — при включении обмоток трансформатора звездой
- 15. Электрическая схема сварочного выпрямителя типа ВД и поста 1 . Выключатель пакетный (SA1) 2 . Предохранители
- 16. Сварка пульсирующим постоянным током может производиться на прямой и обратной полярности. При прямой полярности изделие присоединяется
- 17. Основные преимущества выпрямителей: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей
- 18. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как
- 20. Скачать презентацию
Выполнение сварочных работ требует строгого выполнения технологии изготовления сварной конструкции, которая
Выполнение сварочных работ требует строгого выполнения технологии изготовления сварной конструкции, которая
Чтобы правильно выбрать источник питания необходимо знать его тип, назначение, устройство
Чтобы правильно выбрать источник питания необходимо знать его тип, назначение, устройство
Сварка на постоянном токе имеет преимущества по сравнению со сваркой на
Сварка на постоянном токе имеет преимущества по сравнению со сваркой на
Поэтому сварку ответственных соединений лучше выполнять на постоянном токе. Некоторые металлы
Поэтому сварку ответственных соединений лучше выполнять на постоянном токе. Некоторые металлы
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в
Сварочным выпрямителем называется устройство, преобразующее переменный ток пониженного напряжения (с помощью
Сварочным выпрямителем называется устройство, преобразующее переменный ток пониженного напряжения (с помощью

ПРИНЦИПИАЛЬНАЯ СХЕМА ВЫПРЯМИТЕЛЯ
ПРИНЦИПИАЛЬНАЯ СХЕМА ВЫПРЯМИТЕЛЯ
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор,
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор,
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные
В зависимости от внешней вольтамперной характеристики, количества постов и способа сварки
В зависимости от внешней вольтамперной характеристики, количества постов и способа сварки
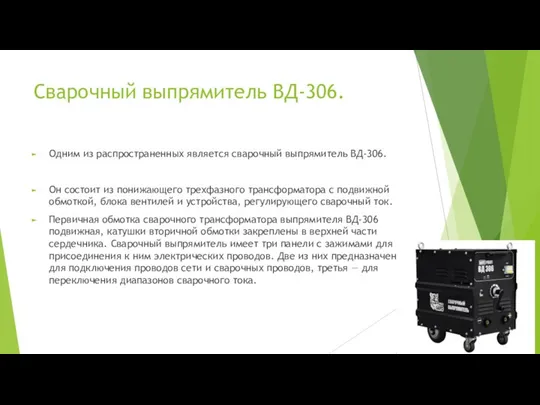
Сварочный выпрямитель ВД-306.
Одним из распространенных является сварочный выпрямитель ВД-306.
Он состоит из
Сварочный выпрямитель ВД-306.
Одним из распространенных является сварочный выпрямитель ВД-306.
Он состоит из
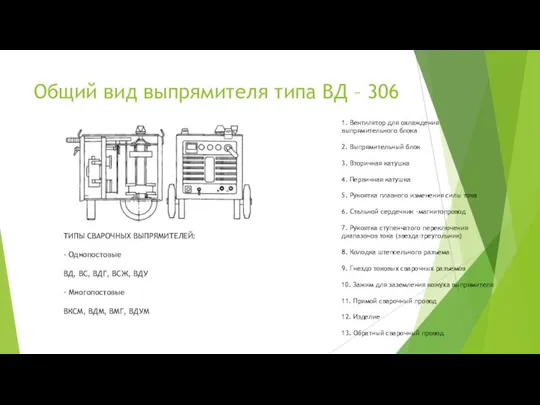
Общий вид выпрямителя типа ВД – 306
1. Вентилятор для охлаждения выпрямительного
Общий вид выпрямителя типа ВД – 306
1. Вентилятор для охлаждения выпрямительного
Трансформатор выпрямителя имеет два диапазона регулирования сварочного тока: малых токов —
Трансформатор выпрямителя имеет два диапазона регулирования сварочного тока: малых токов —

Электрическая схема сварочного выпрямителя типа ВД и поста
1 . Выключатель пакетный
Электрическая схема сварочного выпрямителя типа ВД и поста
1 . Выключатель пакетный
Сварка пульсирующим постоянным током может производиться на прямой и обратной полярности.
Сварка пульсирующим постоянным током может производиться на прямой и обратной полярности.
Основные преимущества выпрямителей:
высокий к.п.д. и относительно небольшие потери холостого хода;
высокие
Основные преимущества выпрямителей:
высокий к.п.д. и относительно небольшие потери холостого хода;
высокие
Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания
Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания
 Категории железных дорог
Категории железных дорог Отрасли металлургического комплекса региона
Отрасли металлургического комплекса региона Устный журнал 2020
Устный журнал 2020 Системы самовозбуждения генераторов серии SSED. Билет 24
Системы самовозбуждения генераторов серии SSED. Билет 24 Профессии – помощники правил дорожного движения
Профессии – помощники правил дорожного движения Классификация производств и технологий
Классификация производств и технологий Биоразлагаемые зелёные растворители в качестве альтернативы традиционным растворителям
Биоразлагаемые зелёные растворители в качестве альтернативы традиционным растворителям Рекомендации для воспитателей в период адаптации детей дошкольного
Рекомендации для воспитателей в период адаптации детей дошкольного Холодное сердце
Холодное сердце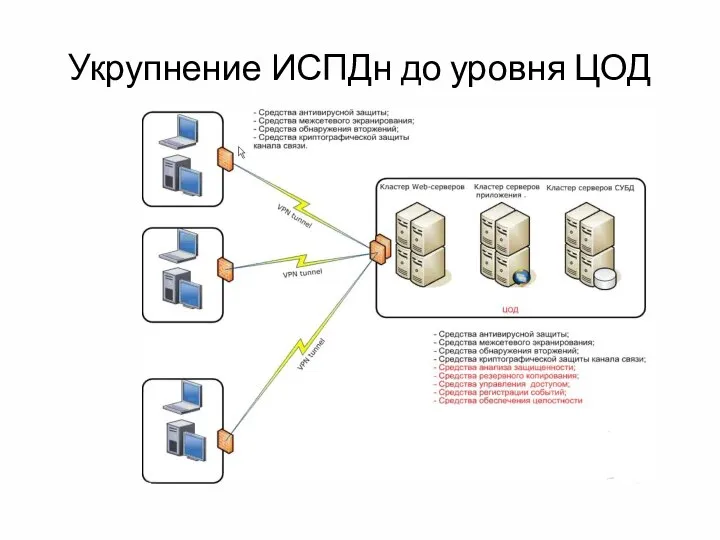 Укрупнение ИСПДн до уровня ЦОД
Укрупнение ИСПДн до уровня ЦОД Обработка жилета
Обработка жилета Внутреннее устройство компьютера. Ескина Татьяна
Внутреннее устройство компьютера. Ескина Татьяна ПрезентацияЛР1
ПрезентацияЛР1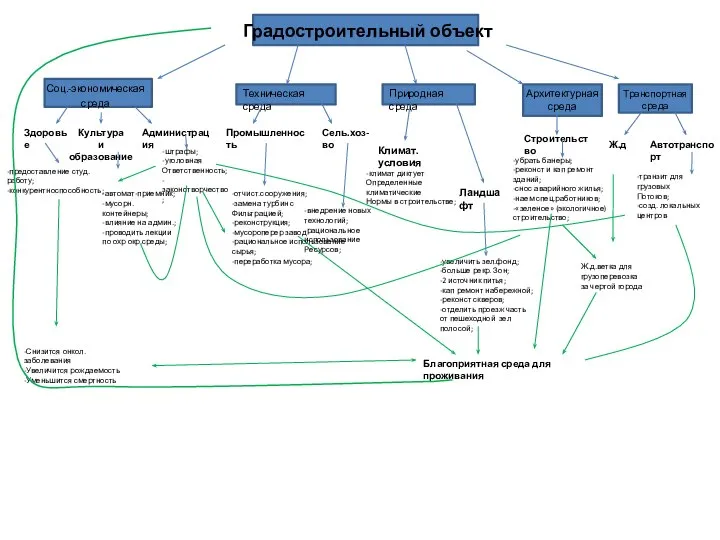 Градостроительный объект
Градостроительный объект Книги по истории государственной безопасности России
Книги по истории государственной безопасности России Организация ТО и ремонта на универсальных и специализированных постах
Организация ТО и ремонта на универсальных и специализированных постах Родительское собрание в форме тренинга
Родительское собрание в форме тренинга My Family
My Family Canva в образовании
Canva в образовании Русские имена. Имена исконные и заимствованные, традиционные и новые, устаревшие и популярные
Русские имена. Имена исконные и заимствованные, традиционные и новые, устаревшие и популярные Понятие о несущей способности упругодеформируемых конструкций
Понятие о несущей способности упругодеформируемых конструкций Шаблон для старших направлений (2)
Шаблон для старших направлений (2) год воинской славы
год воинской славы Мыслить – значит жить
Мыслить – значит жить Ротационная сварка трением
Ротационная сварка трением Правило произведения
Правило произведения Санкт-Петербургский речной Яхт-клуб. Яхта Аврора
Санкт-Петербургский речной Яхт-клуб. Яхта Аврора 20121206_prestuplenie_i_nakazanie
20121206_prestuplenie_i_nakazanie