- Технологический процесс сборки и сварки камеры топочной водоохлаждаемой

Содержание
- 2. Цель ДП: В данном дипломном проекте рассмотрена необходимость модернизации технологии сборки и сварки камеры топочной водоохлаждаемой
- 3. Описание конструкции изделия Камера состоит из следующих основных узлов: трех кожухов, изготовленных из листовой стали, основания,
- 4. Проектируемый вариант технологического процесса В данном дипломном проекте предлагается внедрить средства механизации и автоматизации что позволит
- 5. Выбор способа сварки Сварку топочной камеры можно выполнить несколькими способами: - ручной дуговой сваркой (базовый вариант);
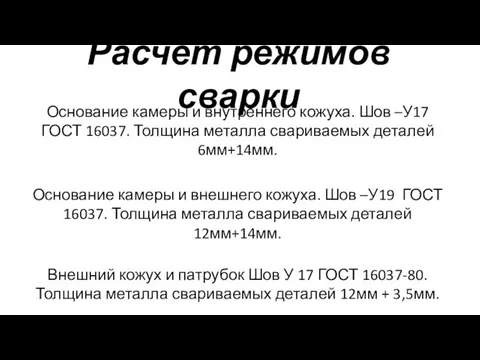
- 6. Расчет режимов сварки Основание камеры и внутреннего кожуха. Шов –У17 ГОСТ 16037. Толщина металла свариваемых деталей
- 7. Оснастка под изготовление топочной камеры Для увеличения производительности топочных камер, а также облегчения и ускорения труда
- 8. Первый шаблон, наложенный на основание камеры, позволит произвести её сборку с внутренним кожухом топочной камеры на
- 9. Манипулятор сварочный М 11080-11
- 10. Основные технико – экономические показатели
- 11. Вывод После введения нового оборудования сократится время, необходимое на сварку, увеличится время на отдых, следовательно, уменьшится
- 13. Скачать презентацию
Цель ДП:
В данном дипломном проекте рассмотрена необходимость модернизации технологии сборки и
Цель ДП:
В данном дипломном проекте рассмотрена необходимость модернизации технологии сборки и
Описание конструкции изделия
Камера состоит из следующих основных узлов: трех кожухов, изготовленных
Описание конструкции изделия
Камера состоит из следующих основных узлов: трех кожухов, изготовленных
Проектируемый вариант технологического процесса
В данном дипломном проекте предлагается внедрить средства механизации
Проектируемый вариант технологического процесса
В данном дипломном проекте предлагается внедрить средства механизации
Выбор способа сварки
Сварку топочной камеры можно выполнить несколькими способами:
- ручной
Выбор способа сварки
Сварку топочной камеры можно выполнить несколькими способами:
- ручной
Расчет режимов сварки
Основание камеры и внутреннего кожуха. Шов –У17 ГОСТ 16037.
Расчет режимов сварки
Основание камеры и внутреннего кожуха. Шов –У17 ГОСТ 16037.
Оснастка под изготовление топочной камеры
Для увеличения производительности топочных камер, а также
Оснастка под изготовление топочной камеры
Для увеличения производительности топочных камер, а также
Первый шаблон, наложенный на основание камеры, позволит произвести её сборку с
Первый шаблон, наложенный на основание камеры, позволит произвести её сборку с

Манипулятор сварочный М 11080-11
Манипулятор сварочный М 11080-11
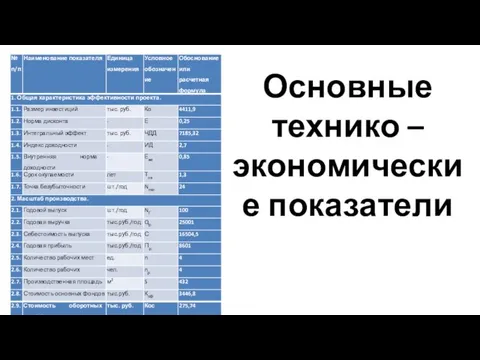
Основные технико – экономические показатели
Основные технико – экономические показатели
Вывод
После введения нового оборудования сократится время, необходимое на сварку, увеличится время
Вывод
После введения нового оборудования сократится время, необходимое на сварку, увеличится время
 Презентация на два дня
Презентация на два дня 20170303_promezhutochnaya_attestatsiya_7
20170303_promezhutochnaya_attestatsiya_7 Семинар. Бройлерный кросс Росс ПМ 3 в России
Семинар. Бройлерный кросс Росс ПМ 3 в России Осветительные электроустановки
Осветительные электроустановки ЭТИЧЕСКИЕ ПРОБЛЕМЫ В ПСИХИАТРИИ
ЭТИЧЕСКИЕ ПРОБЛЕМЫ В ПСИХИАТРИИ Лабораторная работа №7
Лабораторная работа №7 20160216_ob_izobretatele_kulibine
20160216_ob_izobretatele_kulibine Автоматизированные и автоматические системы управления
Автоматизированные и автоматические системы управления Обработка металлов давлением
Обработка металлов давлением 20170421_prezentatsiya_hozyaystvennaya_zhizn_voronezhskogo_sela
20170421_prezentatsiya_hozyaystvennaya_zhizn_voronezhskogo_sela Свойства черных и цветных металлов
Свойства черных и цветных металлов 20170907_prezentatsiya_izbiratelnoe_pravo
20170907_prezentatsiya_izbiratelnoe_pravo Сравнение моделей
Сравнение моделей 1д
1д Лекція_2_Форми,_методи_та_інф_забез_ЮП_НП
Лекція_2_Форми,_методи_та_інф_забез_ЮП_НП шуточная викторина
шуточная викторина План
План Production and growth
Production and growth Обзор возможностей календаря Google
Обзор возможностей календаря Google Types of airbuses
Types of airbuses Ультракороткохвильові радіостанції. Наземна ультракороткохвильова радіостанція Р-845. (Тема 1.7)
Ультракороткохвильові радіостанції. Наземна ультракороткохвильова радіостанція Р-845. (Тема 1.7) Строительство стадиона Юность в городе Ершове Саратовской области
Строительство стадиона Юность в городе Ершове Саратовской области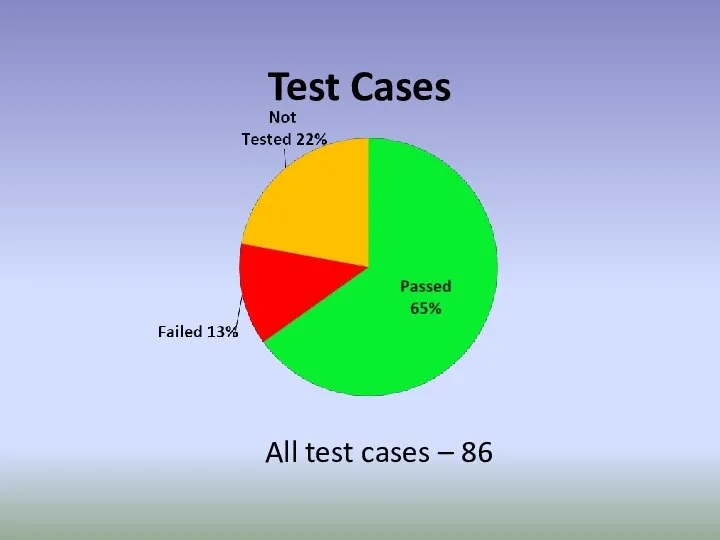 Wr and cs all us. Test cases
Wr and cs all us. Test cases фонвизин 14 апреля
фонвизин 14 апреля Петровское время в памяти потомков
Петровское время в памяти потомков Растачивание цилиндрических отверстий
Растачивание цилиндрических отверстий Роль творческой деятельности педагога в развитии творческих способностей обучающихся
Роль творческой деятельности педагога в развитии творческих способностей обучающихся Работа с подрядчиками. На что обращать внимание
Работа с подрядчиками. На что обращать внимание