- Растачивание цилиндрических отверстий

Содержание
- 2. Задание представить на почту tmash@kupc.ru в срок до 23.59 16.06.2020 (подписать файл ФИО и дату задания
- 3. Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания отверстий глубиной до трех диаметров.
- 4. Назначение и инструменты. Растачивание применяют для обработки отверстий различных размеров и форм в полых заготовках с
- 5. Расточные резцы по конструкции делятся на цельные и держа-вочные (рис. 61), а по назначению — для
- 6. Такие резцы изготавливаются двух разновидностей: с прямым креплением резца 1 в державке 2 (рис. 61, в)
- 7. По действующим стандартам цельные расточные резцы (рис. 62) выпускаются в двух исполнениях.
- 8. Резцы исполнения А с круглойрабочей частью стержня предназначены для обработки отверстий с наименьшим диаметром расточки 10
- 9. Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить диаметр стержня за счет более рационального
- 10. Приемы растачивания. Обработка отверстий резцами существенно не отличается от обтачивания наружных поверхностен. Заготовку закрепляют в токарном
- 11. Припуски на чистовое растачивание после сверления или черновой обработки резцом оставляют в пределах 1—2 мм на
- 12. Для выбора люфта в передаче резец вначале перемещают вперед на величину больше необходимой, а затем движением
- 13. Особую осторожность надо проявлять при растачивании тонкостенных втулок. При сильном зажиме в кулачках патрона такие детали
- 15. Режим резания и брак при растачивании. Учитывая сравнительно небольшую жесткость расточных резцов и более тяжелые условия
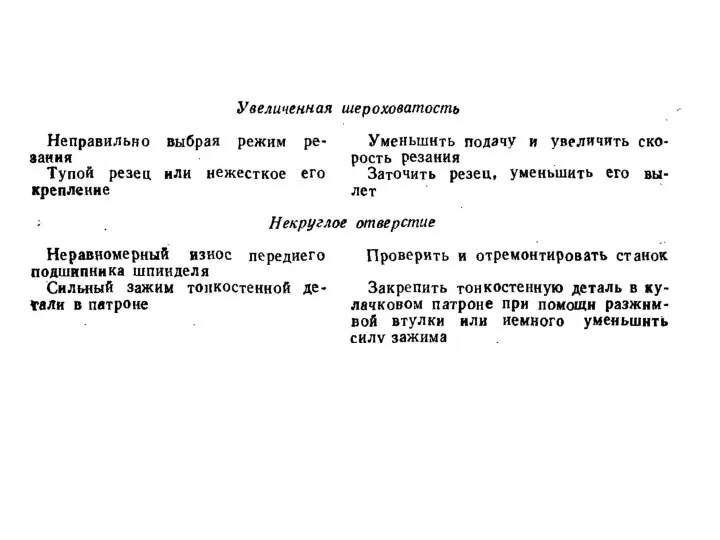
- 16. Возможные виды, причины и способы предупреждения брака при обработке отверстий резцами приведены в табл. 6.
- 19. Скачать презентацию
Задание представить на почту tmash@kupc.ru
в срок до 23.59 16.06.2020
(подписать файл
Задание представить на почту tmash@kupc.ru в срок до 23.59 16.06.2020 (подписать файл

Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания
Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания

Назначение и инструменты.
Растачивание применяют для обработки отверстий различных размеров и
Назначение и инструменты.
Растачивание применяют для обработки отверстий различных размеров и

Расточные резцы по конструкции делятся на цельные и держа-вочные (рис. 61),
Расточные резцы по конструкции делятся на цельные и держа-вочные (рис. 61),
Такие резцы изготавливаются двух разновидностей: с прямым креплением резца 1 в
Такие резцы изготавливаются двух разновидностей: с прямым креплением резца 1 в
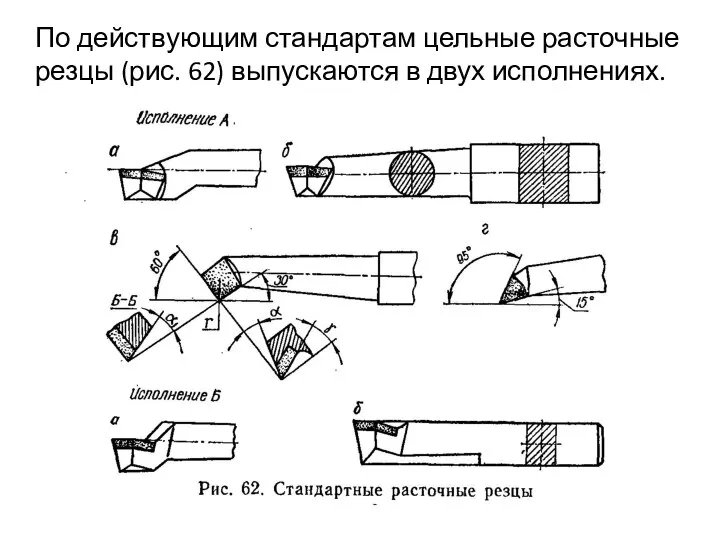
По действующим стандартам цельные расточные резцы (рис. 62) выпускаются в двух
По действующим стандартам цельные расточные резцы (рис. 62) выпускаются в двух
Резцы исполнения А с круглойрабочей частью стержня предназначены для обработки отверстий
Резцы исполнения А с круглойрабочей частью стержня предназначены для обработки отверстий

Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить
Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить

Приемы растачивания.
Обработка отверстий резцами существенно не отличается от обтачивания
Приемы растачивания.
Обработка отверстий резцами существенно не отличается от обтачивания
Припуски на чистовое растачивание после сверления или черновой обработки резцом
Припуски на чистовое растачивание после сверления или черновой обработки резцом

Для выбора люфта в передаче резец вначале перемещают вперед на
Для выбора люфта в передаче резец вначале перемещают вперед на
Особую осторожность надо проявлять при растачивании тонкостенных втулок. При сильном
Особую осторожность надо проявлять при растачивании тонкостенных втулок. При сильном


Режим резания и брак при растачивании. Учитывая сравнительно небольшую жесткость расточных
Режим резания и брак при растачивании. Учитывая сравнительно небольшую жесткость расточных
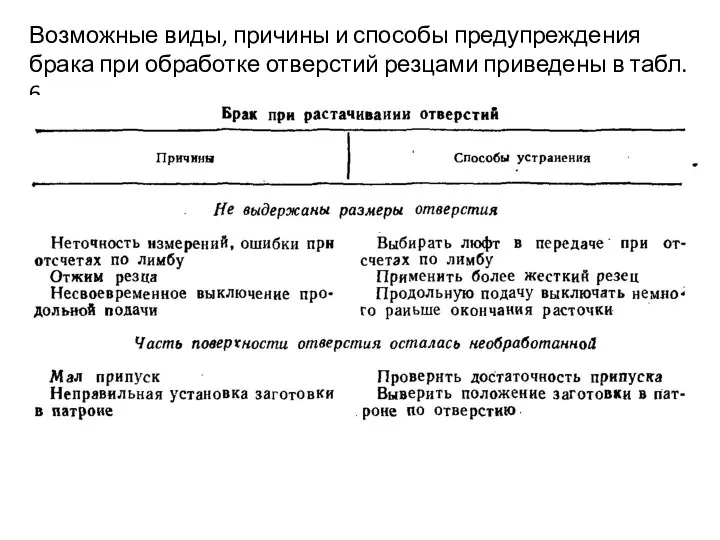
Возможные виды, причины и способы предупреждения брака при обработке отверстий резцами
Возможные виды, причины и способы предупреждения брака при обработке отверстий резцами
 Аттестационная работа Милюсин В С
Аттестационная работа Милюсин В С Опыт эксплуатации ТВСА на ЮУАЭС
Опыт эксплуатации ТВСА на ЮУАЭС Своя игра
Своя игра Производственная логистика
Производственная логистика Молодежное служение и как его организовать
Молодежное служение и как его организовать 20120329_prezentaciya_k_uroku_po_rsv_i_fp__1_chast
20120329_prezentaciya_k_uroku_po_rsv_i_fp__1_chast Ерёмин Сальвадор
Ерёмин Сальвадор История Свит-дизайна
История Свит-дизайна Подготовка к промежуточной аттестации
Подготовка к промежуточной аттестации 4-ый лишний
4-ый лишний Молоко и молочные продукты. Молоко сгущенное и сухое. Продукты из молочной сыворотки
Молоко и молочные продукты. Молоко сгущенное и сухое. Продукты из молочной сыворотки Месяца и времена года
Месяца и времена года Новое поколение выбирает…
Новое поколение выбирает… Обработка нагрудника
Обработка нагрудника 09 - детям
09 - детям Неисправности, причины их возникновения, методы обнаружения и устранения систем вентиляции
Неисправности, причины их возникновения, методы обнаружения и устранения систем вентиляции Порівняння закладів
Порівняння закладів Особенности разработки конструкций трикотажных изделий
Особенности разработки конструкций трикотажных изделий Стройдеталь. Деревообрабатывающие и мебельное предприятие
Стройдеталь. Деревообрабатывающие и мебельное предприятие 20141208_prezentatsiya_k_uroku_v_serdevekovom_zamke_v_6_klasse
20141208_prezentatsiya_k_uroku_v_serdevekovom_zamke_v_6_klasse Экономические основы производства. Основной капитал и основные фонды
Экономические основы производства. Основной капитал и основные фонды Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Иллюзии зрительного восприятия. Конструирование юбок. Технология 8 класс
Иллюзии зрительного восприятия. Конструирование юбок. Технология 8 класс Устройство смартфона на примере LG G3
Устройство смартфона на примере LG G3 Инструкция по загрузке баз https://smartdata.gfk.ru/
Инструкция по загрузке баз https://smartdata.gfk.ru/ 20150223_prezentatsiya_pomnim._gordimsya
20150223_prezentatsiya_pomnim._gordimsya Суперкомпьютеры и их применение
Суперкомпьютеры и их применение Индивидуальный жилой дом
Индивидуальный жилой дом