- Технологический процесс сварки труб

Содержание
- 2. Технологический процесс сварки труб В настоящее время сваривают материалы толщиной от несколько микрон (в микро -
- 3. Чаще всего трубы соединяются в стык, так как стыковое соединение считается наиболее простым и надёжным. Сварка
- 4. Чтобы избежать проплавления кромок, оставляют притупление в 1,5-2,5 мм. Для удобства сварки труб, внутрь них вставляют
- 5. Желательно сваривать трубу в нижнем положении, непрерывно поворачивая её. Если труба большого диаметра, сварку труб осуществляют
- 6. Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом и возвышалась над поверхностью кромок с
- 7. Для контроля качества сварного шва используется рентгеновская дефекто-скопия, при которой есть возможность быстро обнаружить дефекты и
- 8. Данный метод дает возможность быстро обнаружить и максимально точно обнаружить дефекты сварного шва при помощи различного
- 9. При невозможности проверки качества сварного шва при помощи каких либо устройств и приспособлений, можно визуально оценить
- 11. Скачать презентацию
Технологический процесс сварки труб
В настоящее время сваривают материалы толщиной от несколько
В настоящее время сваривают материалы толщиной от несколько

Чаще всего трубы соединяются в стык, так как стыковое соединение считается
Чаще всего трубы соединяются в стык, так как стыковое соединение считается

Чтобы избежать проплавления кромок, оставляют притупление в 1,5-2,5 мм.
Для
Для
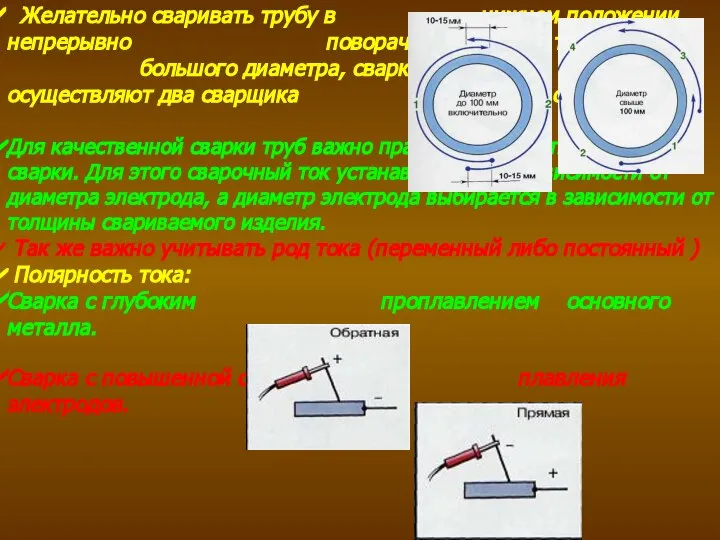
Желательно сваривать трубу в нижнем положении, непрерывно поворачивая её. Если труба
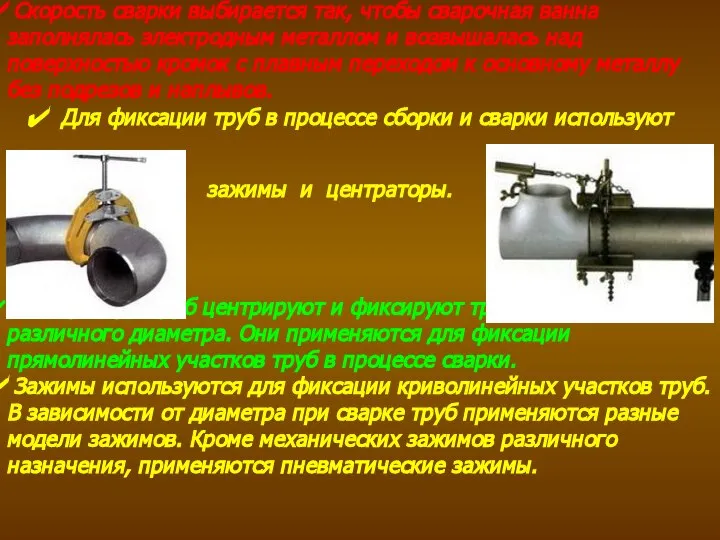
Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом
Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом
Для контроля качества сварного шва используется рентгеновская дефекто-скопия, при которой
Для контроля качества сварного шва используется рентгеновская дефекто-скопия, при которой

Данный метод дает возможность быстро обнаружить и максимально точно обнаружить
Данный метод дает возможность быстро обнаружить и максимально точно обнаружить
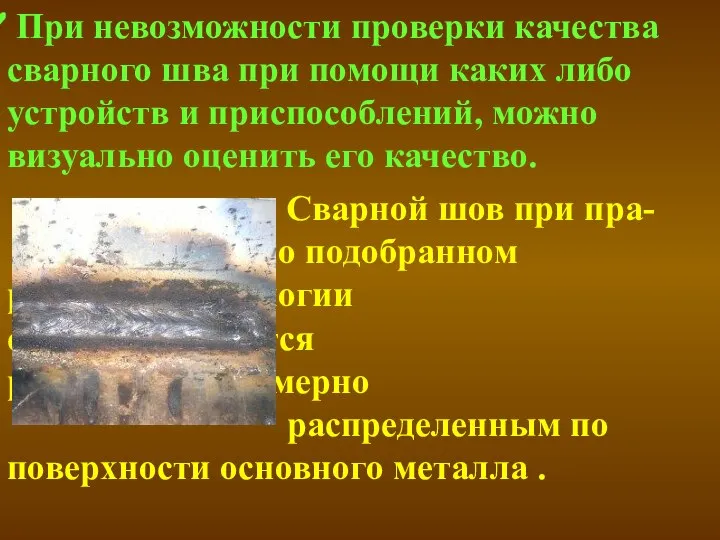
При невозможности проверки качества сварного шва при помощи каких либо
При невозможности проверки качества сварного шва при помощи каких либо
 Моя действующая модель
Моя действующая модель PET_p63 + reported speech
PET_p63 + reported speech 20131110_prezentatsiya-mikhaylovskoe
20131110_prezentatsiya-mikhaylovskoe Праздник Весны. Праздник птиц. Разноцветные жуки
Праздник Весны. Праздник птиц. Разноцветные жуки Послание Апостола Иакова
Послание Апостола Иакова Логічні елементи E-School1. Лекція 6
Логічні елементи E-School1. Лекція 6 Мультироторные системы
Мультироторные системы 4 Организация турниров-FIFA Grassroots
4 Организация турниров-FIFA Grassroots (1) ввести названия другой еды
(1) ввести названия другой еды Что делать на карантине_
Что делать на карантине_ Техническая презентация блочной кустовой насосной станции БКНС 5а на базе электронасосных агрегатов с 180 м3/ч
Техническая презентация блочной кустовой насосной станции БКНС 5а на базе электронасосных агрегатов с 180 м3/ч df-b256d5ad
df-b256d5ad Благоустройство_макет_всеволожска_привязка_к_ГП
Благоустройство_макет_всеволожска_привязка_к_ГП City Golf
City Golf лето
лето Национальные и мировые религии. (Урок 27)
Национальные и мировые религии. (Урок 27) Аида. Слайд шоу
Аида. Слайд шоу “Toʼraqoʼrgʼon IES qurish direksiyasi” UK KS BGQ
“Toʼraqoʼrgʼon IES qurish direksiyasi” UK KS BGQ Категории времени
Категории времени Израильтяне и верования Египта
Израильтяне и верования Египта Подсистема обнаружения в физической защите ядерного объекта
Подсистема обнаружения в физической защите ядерного объекта Занимательная грамматика. Лексическое значение слова
Занимательная грамматика. Лексическое значение слова ИЗО (птица)
ИЗО (птица) Художественная культура мусульманского Востока
Художественная культура мусульманского Востока Модульное оригами
Модульное оригами Delivering Excellence in Software Engineering
Delivering Excellence in Software Engineering Vienna at night
Vienna at night Дерево целей
Дерево целей