- Технология ДВП мокрого способа

Содержание
- 2. Классификация древесноволокнистых плит (ДВП) Древесноволокнистая плита – это листовой композиционный материал, изготовленный путем горячего прессования или
- 3. Различают древесноволокнистые плиты сухого и мокрого способа производства. Плиты в зависимости от назначения подразделяют на типы:
- 4. Твердые плиты в зависимости от плотности, прочности и вида лицевой поверхности подразделяют на марки: Т –
- 5. Н-Т – пониженной плотности (полутвердые); СТ – повышенной прочности (сверхтвердые) с необлагороженной лицевой поверхностью; СТ-С -
- 6. В зависимости от плотности по ГОСТ 27935-88 «Плиты древесноволокнистые и древесностружечные. Термины и определения» различают: -
- 7. Условное обозначение древесноволокнистых плит: - твердой плиты с подкрашенным лицевым слоем из тонкодисперсной древесной массы, группы
- 8. Древесноволокнистые плиты применяют для строительства перегородок и отделки стен, потолков, настилки полов, а также при изготовлении
- 9. Технология древесноволокнистых плит мокрого способа
- 10. Средний расход древесного сырья на производство древесноволокнистых плит составляет 2,6 м3 / м3 плит. Ориентировочный расход
- 11. Термообработка технологической щепы. Данная операция предусмотрена для облегчения размола и улучшения качества волокна. Ее проводят в
- 12. Зависимость расхода энергии от температуры термохимической обработки щепы перед размолом
- 13. Получение волокна Размол щепы производят в дефибраторах. Мощность привода дефибратора от 250 до 320 КВт, производительность
- 14. Расстояние между размольными дисками может регулироваться и составляет 0,1 мм. Длительность работы гарнитуры между сменами дисков
- 15. Показатель качества волокна Тонина размола измеряется в дефибратор-секундах (ДС). Этот коэффициент показывает время, в течение которого
- 16. Схема дефибраторной установки для размола щепы
- 17. Размольный диск дефебратора (а) и размольные сектора (б)
- 18. Рафинирование или вторичный размол Цель операции- улучшение качества волокна. При вторичном размоле расстояние между дисками составляет
- 19. Схема размольной камеры рафинера 1- впускной лоток; 2- вращающийся диск
- 20. Принципиальная схема рафинера Волокно после первичного размола Вращающийся диск рафинера Волокно после рафинирования
- 21. Хранение древесной массы Осуществляют в течение 2…3 часов в специальных чанах, концентрация волокна составляет 3%. Объем
- 22. Проклейка волокна Для снижения водопоглощения к древесной массе добавляют парафиновую эмульсию из расчета 1% к массе
- 23. Отливка ковра Волокнистая масса поступает в отливную машину с постоянной концентрацией до 3%. После отжима в
- 24. Схема отливки ковра в производстве ДВП
- 25. Прессование ДВП Схема гарнитуры этажа пресса
- 26. Прессование ДВП осуществляется в три стадии На первой стадии (отжим) при сжатии плит пресса и наборе
- 27. Диаграмма прессования древесноволокнистых плит мокрого способа производства
- 28. Пропитка ДВП маслом Для повышения прочности и влагостойкости горячие плиты направляют в ванну для пропитки органическими
- 29. Кондиционирование плит Производят в камерах при температуре 650С и степени насыщенности около 95%. В результате кондиционирования
- 30. Форматная обрезка Производится для придания окончательных размеров в плане. Листы ДВП обрезают по формату собирая в
- 31. Технологическая схема производства твердых и сверхтвердых ДВП мокрым способом
- 32. Схема технологического процесса изготовления мягких плит 1- рубительная машина; 2- сортировка щепы; 3-дезинтегратор крупной щепы; 4-
- 33. Принципиальная технологическая схема производства ДВП мокрым способом Получение технологической щепы Хранение щепы Сортировка щепы Термо-химическая обработка
- 34. Рафинирование волокна (вторичный размол) Хранение волокнистой массы Введение в волокнистую массу связующего и добавок Отливка ковра
- 36. Скачать презентацию
Классификация древесноволокнистых плит (ДВП)
Древесноволокнистая плита – это листовой композиционный материал, изготовленный
Классификация древесноволокнистых плит (ДВП)
Древесноволокнистая плита – это листовой композиционный материал, изготовленный
Различают древесноволокнистые плиты сухого и мокрого способа производства.
Плиты в зависимости от
Различают древесноволокнистые плиты сухого и мокрого способа производства.
Плиты в зависимости от
Твердые плиты в зависимости от плотности, прочности и вида лицевой поверхности
Твердые плиты в зависимости от плотности, прочности и вида лицевой поверхности
Н-Т – пониженной плотности (полутвердые);
СТ – повышенной прочности (сверхтвердые) с необлагороженной
Н-Т – пониженной плотности (полутвердые);
СТ – повышенной прочности (сверхтвердые) с необлагороженной
В зависимости от плотности по
ГОСТ 27935-88 «Плиты древесноволокнистые и древесностружечные.
В зависимости от плотности по ГОСТ 27935-88 «Плиты древесноволокнистые и древесностружечные.
Условное обозначение древесноволокнистых плит:
- твердой плиты с подкрашенным лицевым слоем из
Условное обозначение древесноволокнистых плит:
- твердой плиты с подкрашенным лицевым слоем из
Древесноволокнистые плиты применяют для строительства перегородок и отделки стен, потолков, настилки
Древесноволокнистые плиты применяют для строительства перегородок и отделки стен, потолков, настилки
Технология древесноволокнистых плит мокрого способа
Технология древесноволокнистых плит мокрого способа

Средний расход древесного сырья на производство древесноволокнистых плит составляет 2,6 м3
Средний расход древесного сырья на производство древесноволокнистых плит составляет 2,6 м3
Термообработка технологической щепы.
Данная операция предусмотрена для облегчения размола и
Термообработка технологической щепы.
Данная операция предусмотрена для облегчения размола и
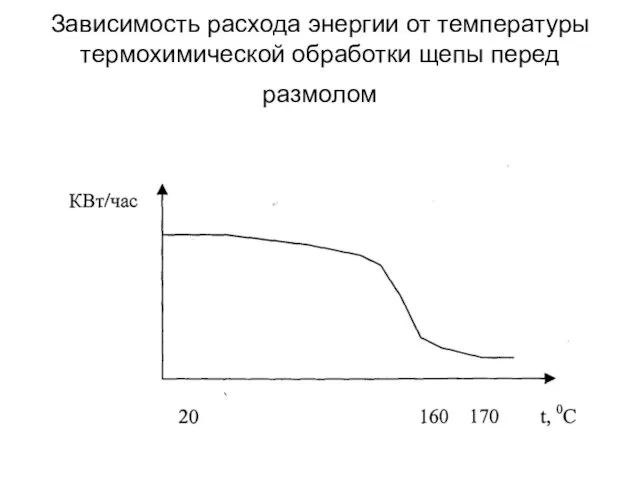
Зависимость расхода энергии от температуры термохимической обработки щепы перед размолом
Зависимость расхода энергии от температуры термохимической обработки щепы перед размолом
Получение волокна
Размол щепы производят в дефибраторах.
Мощность привода дефибратора от
Получение волокна
Размол щепы производят в дефибраторах.
Мощность привода дефибратора от

Расстояние между размольными дисками может регулироваться и составляет 0,1 мм. Длительность
Расстояние между размольными дисками может регулироваться и составляет 0,1 мм. Длительность
Показатель качества волокна
Тонина размола измеряется в дефибратор-секундах (ДС). Этот коэффициент показывает
Показатель качества волокна
Тонина размола измеряется в дефибратор-секундах (ДС). Этот коэффициент показывает
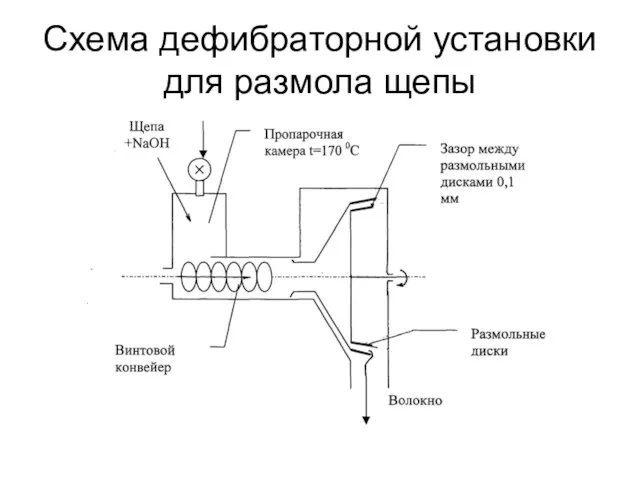
Схема дефибраторной установки для размола щепы
Схема дефибраторной установки для размола щепы

Размольный диск дефебратора (а)
и размольные сектора (б)
Размольный диск дефебратора (а)
и размольные сектора (б)
Рафинирование или вторичный размол
Цель операции- улучшение качества волокна. При вторичном
Рафинирование или вторичный размол
Цель операции- улучшение качества волокна. При вторичном
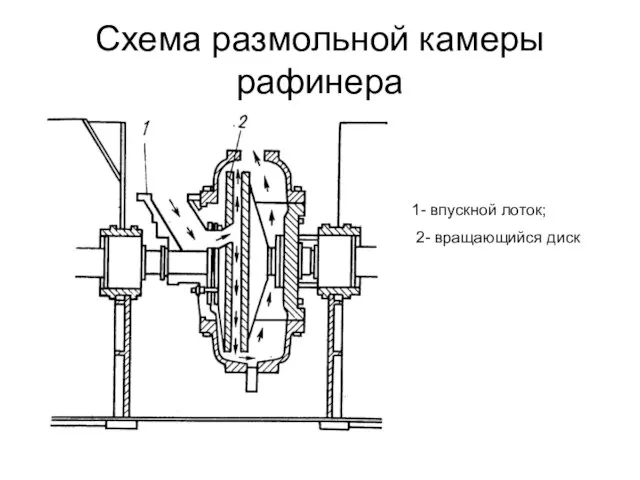
Схема размольной камеры рафинера
1- впускной лоток;
2- вращающийся диск
Схема размольной камеры рафинера
1- впускной лоток;
2- вращающийся диск

Принципиальная схема рафинера
Волокно после первичного размола
Вращающийся диск рафинера
Волокно после рафинирования
Принципиальная схема рафинера
Волокно после первичного размола
Вращающийся диск рафинера
Волокно после рафинирования
Хранение древесной массы
Осуществляют в течение 2…3 часов в специальных чанах, концентрация
Хранение древесной массы
Осуществляют в течение 2…3 часов в специальных чанах, концентрация
Проклейка волокна
Для снижения водопоглощения к древесной массе добавляют парафиновую эмульсию из
Проклейка волокна
Для снижения водопоглощения к древесной массе добавляют парафиновую эмульсию из
Отливка ковра
Волокнистая масса поступает в отливную машину с постоянной концентрацией до
Отливка ковра
Волокнистая масса поступает в отливную машину с постоянной концентрацией до
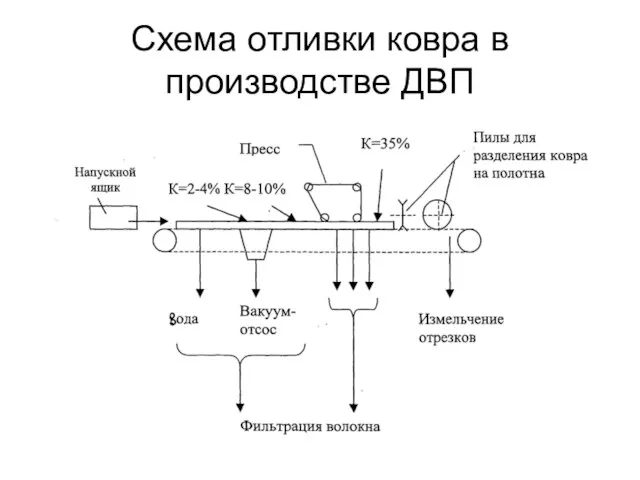
Схема отливки ковра в производстве ДВП
Схема отливки ковра в производстве ДВП
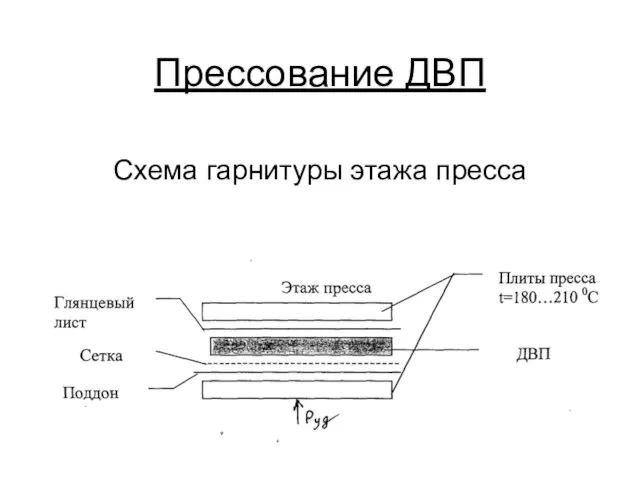
Прессование ДВП
Схема гарнитуры этажа пресса
Прессование ДВП
Схема гарнитуры этажа пресса
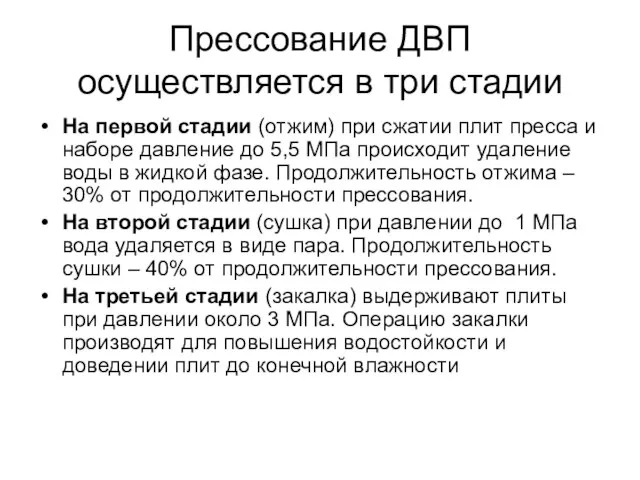
Прессование ДВП осуществляется в три стадии
На первой стадии (отжим) при
Прессование ДВП осуществляется в три стадии
На первой стадии (отжим) при
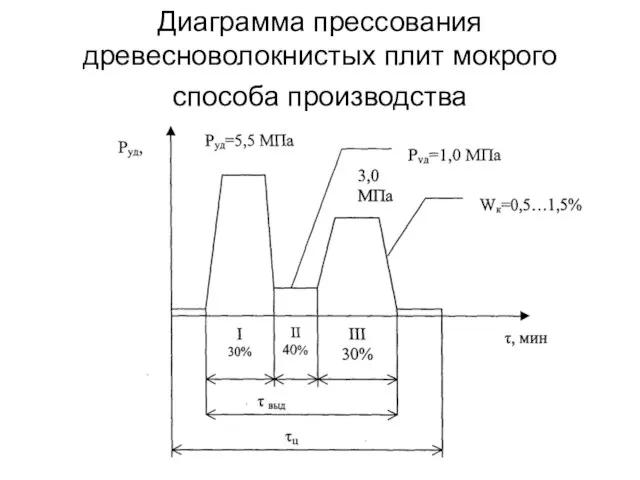
Диаграмма прессования древесноволокнистых плит мокрого способа производства
Диаграмма прессования древесноволокнистых плит мокрого способа производства
Пропитка ДВП маслом
Для повышения прочности и влагостойкости горячие плиты направляют
Пропитка ДВП маслом
Для повышения прочности и влагостойкости горячие плиты направляют
Кондиционирование плит
Производят в камерах при температуре 650С и степени насыщенности около
Кондиционирование плит
Производят в камерах при температуре 650С и степени насыщенности около
Форматная обрезка
Производится для придания окончательных размеров в плане.
Листы ДВП обрезают по
Форматная обрезка
Производится для придания окончательных размеров в плане.
Листы ДВП обрезают по
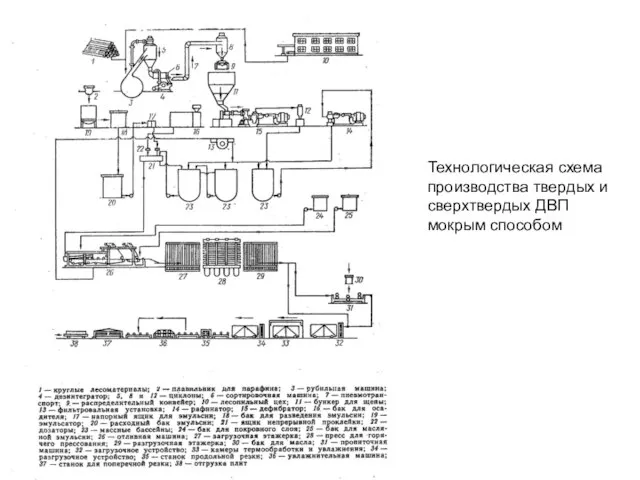
Технологическая схема производства твердых и сверхтвердых ДВП мокрым способом
Технологическая схема производства твердых и сверхтвердых ДВП мокрым способом
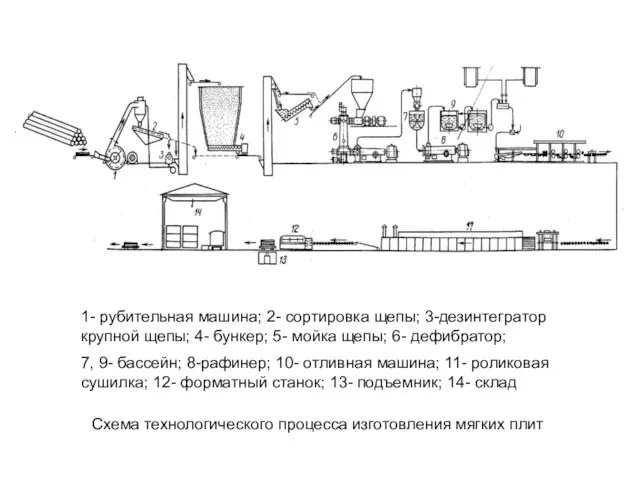
Схема технологического процесса изготовления мягких плит
1- рубительная машина; 2- сортировка
Схема технологического процесса изготовления мягких плит
1- рубительная машина; 2- сортировка
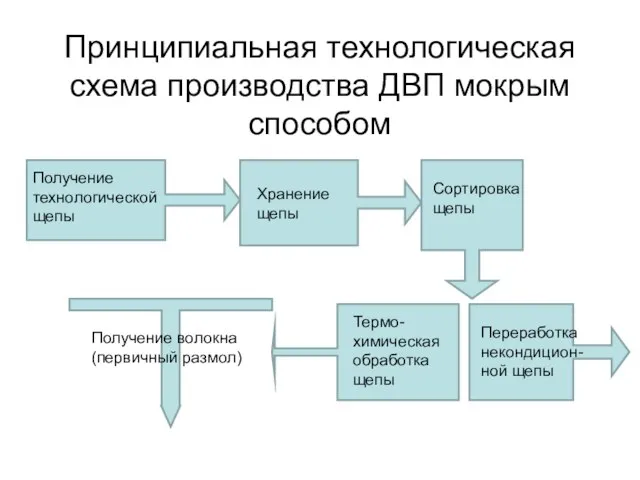
Принципиальная технологическая схема производства ДВП мокрым способом
Получение технологической щепы
Хранение щепы
Сортировка щепы
Термо-химическая
Принципиальная технологическая схема производства ДВП мокрым способом
Получение технологической щепы
Хранение щепы
Сортировка щепы
Термо-химическая
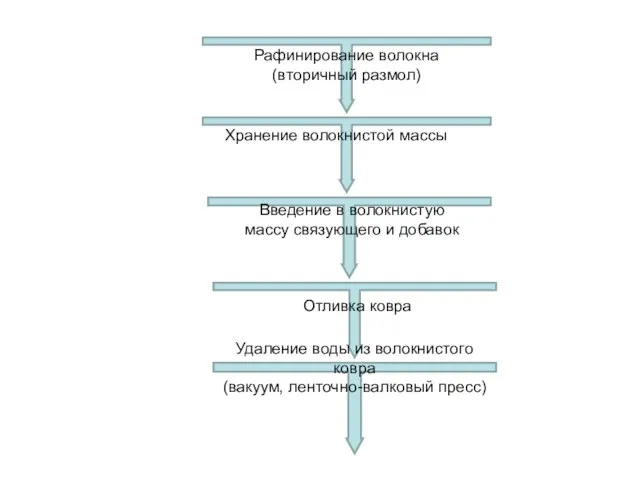
Рафинирование волокна (вторичный размол)
Хранение волокнистой массы
Введение в волокнистую массу связующего
Рафинирование волокна (вторичный размол)
Хранение волокнистой массы
Введение в волокнистую массу связующего
 Текстильные волокна. Свойства и классификация волокон
Текстильные волокна. Свойства и классификация волокон Храмы Сампурского района
Храмы Сампурского района театр и мы Microsoft PowerPoint
театр и мы Microsoft PowerPoint Закономерности развития психики детей с соматическими заболеваниями
Закономерности развития психики детей с соматическими заболеваниями Христианская философия
Христианская философия 20151014_prez
20151014_prez Дана - консультант по продуктовым характеристикам табачной компании JTI
Дана - консультант по продуктовым характеристикам табачной компании JTI Проектирование асинхронного трехфазного двигателя с короткозамкнутым ротором
Проектирование асинхронного трехфазного двигателя с короткозамкнутым ротором Конструкционные углеродистые стали
Конструкционные углеродистые стали Оценка пылегазовых выбросов электросталеплавильного производства
Оценка пылегазовых выбросов электросталеплавильного производства Условия изучения дисциплины Conditions for studying the discipline:
Условия изучения дисциплины Conditions for studying the discipline: Информатизация правовой деятельности
Информатизация правовой деятельности Почему самолеты летают? Основные части самолета
Почему самолеты летают? Основные части самолета Birthday Pary
Birthday Pary Промышленная архитектура – архитектурная деятельность в области промышленного строительства
Промышленная архитектура – архитектурная деятельность в области промышленного строительства Цели применения МУН. Методы увеличения нефтеотдачи
Цели применения МУН. Методы увеличения нефтеотдачи Selected item from A-OK2022-8-17
Selected item from A-OK2022-8-17 ООО Элвест. Комплексные решения задач энергетики
ООО Элвест. Комплексные решения задач энергетики Соматосенсорный анализатор (кожная и болевая рецепция). Нейрофизиология боли. Анализаторы вкуса и обоняния
Соматосенсорный анализатор (кожная и болевая рецепция). Нейрофизиология боли. Анализаторы вкуса и обоняния Микроконтроллеры и аппаратно-программное средство для построения простых систем автоматики и мехатроники
Микроконтроллеры и аппаратно-программное средство для построения простых систем автоматики и мехатроники Система охлаждения
Система охлаждения Знай правду – живи трезво!
Знай правду – живи трезво! От Империи к Республике
От Империи к Республике Мотивация
Мотивация Характеристики насосных цехов нефтеперекачивающей станции
Характеристики насосных цехов нефтеперекачивающей станции Контроль технологии сварки. Конструкторская и производственно-технологическая документация по сварке
Контроль технологии сварки. Конструкторская и производственно-технологическая документация по сварке Фонтанная и механизированная добыча нефти
Фонтанная и механизированная добыча нефти задание 2
задание 2