- Технология электрошлаковой сварки

Содержание
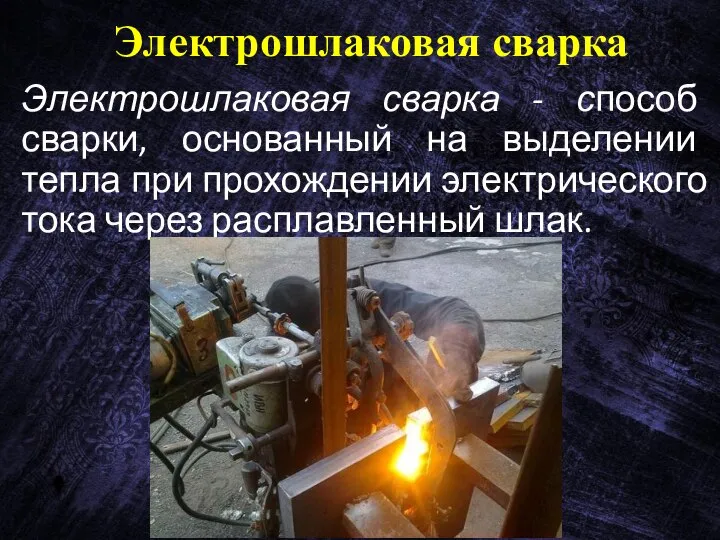
- 2. Электрошлаковая сварка Электрошлаковая сварка - способ сварки, основанный на выделении тепла при прохождении электрического тока через
- 3. Электрошлаковая сварка Электрошлаковая сварка применяется при изготовлении массивных станин, валов мощных турбин, толстостенных котлов и барабанов,
- 4. Конструкции, сваренные ЭШС
- 5. Процесс ЭШС
- 6. Схема ЭШС В пространстве, образованном кромками свариваемых изделий и формирующими медными ползунами, создаётся ванна расплавленного шлака,
- 7. Сборка под сварку Свариваемые детали (1) собирают вертикально, без скоса кромок, с зазором 20-40 мм для
- 8. Сварные соединения, выполненные ЭШС
- 9. Способы ЭШС
- 10. Выполнение кольцевых швов
- 11. Схема ЭШС кольцевых швов
- 12. Аппарат для ЭШС А-535
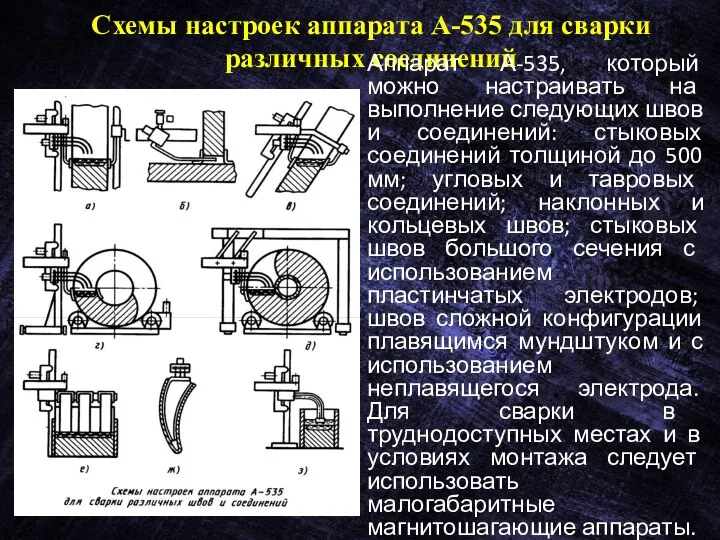
- 13. Схемы настроек аппарата А-535 для сварки различных соединений Аппарат А-535, который можно настраивать на выполнение следующих
- 14. Особенности ЭШС Достоинства: - возможность сварки за один проход деталей практически любой толщины; - вертикальное положение
- 16. Скачать презентацию
Электрошлаковая сварка
Электрошлаковая сварка - способ сварки, основанный на выделении тепла при
Электрошлаковая сварка
Электрошлаковая сварка - способ сварки, основанный на выделении тепла при
Электрошлаковая сварка
Электрошлаковая сварка применяется при изготовлении массивных станин, валов мощных
Электрошлаковая сварка
Электрошлаковая сварка применяется при изготовлении массивных станин, валов мощных

Конструкции, сваренные ЭШС
Конструкции, сваренные ЭШС

Процесс ЭШС
Процесс ЭШС

Схема ЭШС
В пространстве, образованном кромками свариваемых изделий и формирующими медными ползунами,
Схема ЭШС
В пространстве, образованном кромками свариваемых изделий и формирующими медными ползунами,

Сборка под сварку
Свариваемые детали (1) собирают вертикально, без скоса кромок, с
Сборка под сварку
Свариваемые детали (1) собирают вертикально, без скоса кромок, с

Сварные соединения, выполненные ЭШС
Сварные соединения, выполненные ЭШС

Способы ЭШС
Способы ЭШС

Выполнение кольцевых швов
Выполнение кольцевых швов
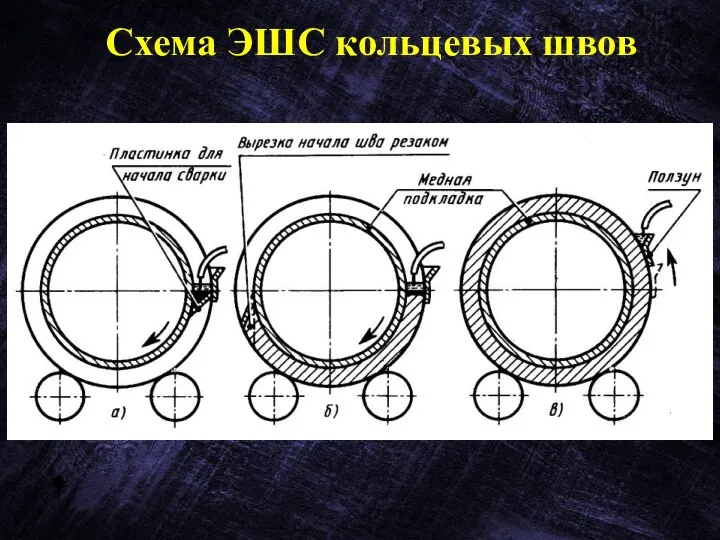
Схема ЭШС кольцевых швов
Схема ЭШС кольцевых швов

Аппарат для ЭШС А-535
Аппарат для ЭШС А-535
Схемы настроек аппарата А-535 для сварки различных соединений
Аппарат А-535, который можно
Схемы настроек аппарата А-535 для сварки различных соединений
Аппарат А-535, который можно
Особенности ЭШС
Достоинства:
- возможность сварки за один проход деталей практически любой
Особенности ЭШС
Достоинства:
- возможность сварки за один проход деталей практически любой
 Общие сведения о грузоподъемном оборудовании. Лекция 3
Общие сведения о грузоподъемном оборудовании. Лекция 3 Разработка электронного дидактического пособия Способы борьбы с мошенничеством в сфере информационных технологий
Разработка электронного дидактического пособия Способы борьбы с мошенничеством в сфере информационных технологий Новогодний речевой утренник приложение
Новогодний речевой утренник приложение Неизбирательные методы анализа ОЧВ
Неизбирательные методы анализа ОЧВ obraz_hudozhestvennoy_kultury_1_chast
obraz_hudozhestvennoy_kultury_1_chast ПРЕЗЕНТАЦИЯ ПроОрион
ПРЕЗЕНТАЦИЯ ПроОрион Разработка мобильного приложения абонента интернет-провайдера
Разработка мобильного приложения абонента интернет-провайдера ОС_Презентація_особливої_сесії_EdCamp_in_a_Box_6_0_14_05_21_1
ОС_Презентація_особливої_сесії_EdCamp_in_a_Box_6_0_14_05_21_1 Models and Methods of International Macroeconomics
Models and Methods of International Macroeconomics Презентация ФИЛОСОФИЯ ОБРАЗОВАНИЯ Кожевников С.Б
Презентация ФИЛОСОФИЯ ОБРАЗОВАНИЯ Кожевников С.Б Экопарк во дворе. Территория детства. От идеи до реализации
Экопарк во дворе. Территория детства. От идеи до реализации Конструирование, как средство развития речи детей в коррекционной работе учителя-логопеда
Конструирование, как средство развития речи детей в коррекционной работе учителя-логопеда Юрьев_АТ 19-11_МДК 01.01_ПР№3_23.03
Юрьев_АТ 19-11_МДК 01.01_ПР№3_23.03 Вифлеемская звезда. Православная молодежь Кузбасса
Вифлеемская звезда. Православная молодежь Кузбасса От простого к сложному
От простого к сложному Химические производства в ОАО ОЭЗ Алабуга Республики Татарстан
Химические производства в ОАО ОЭЗ Алабуга Республики Татарстан SDH технологиясының қолданылуы
SDH технологиясының қолданылуы Разработка-производство изделий
Разработка-производство изделий Негр играет в бабл квас
Негр играет в бабл квас Организация и проведение монтажа и ремонта промышленного оборудования
Организация и проведение монтажа и ремонта промышленного оборудования Комплекс полуактивной локации, радиомониторинга и противодействия бпла защита
Комплекс полуактивной локации, радиомониторинга и противодействия бпла защита Задания- задачи № 6 ОГЭ обществознание по финансовой грамотности
Задания- задачи № 6 ОГЭ обществознание по финансовой грамотности Копия Мини проект 5 кл цветовой круг
Копия Мини проект 5 кл цветовой круг Пассажирские станции
Пассажирские станции Моя молитва
Моя молитва Понятие лингвистической переменной и области нечеткой (размытой) логики алгебры высказываний
Понятие лингвистической переменной и области нечеткой (размытой) логики алгебры высказываний Редактирование текста. Восстановление деформированного повествовательного текста
Редактирование текста. Восстановление деформированного повествовательного текста Производственная среда и условия труда
Производственная среда и условия труда