- Технология разливки стали слябовой МНЛЗ в условиях ККЦ ОАО ММК

Содержание
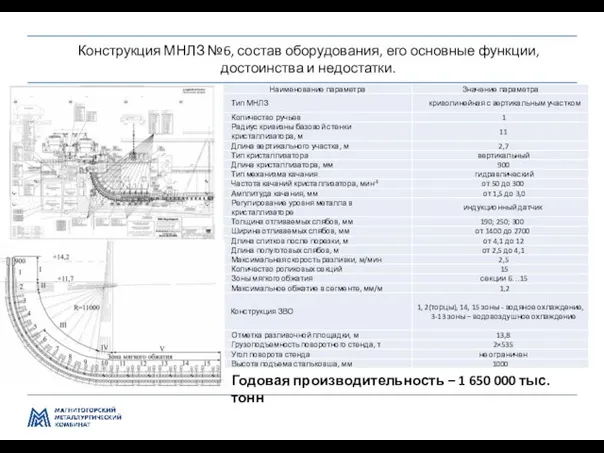
- 2. Управление производством и качеством передела ЛПЦ-5 Конструкция МНЛЗ №6, состав оборудования, его основные функции, достоинства и
- 3. Управление производством и качеством передела ЛПЦ-5 Отличительными особенностями МНЛЗ№6 в сравнении с имеющимися в ККЦ Применение
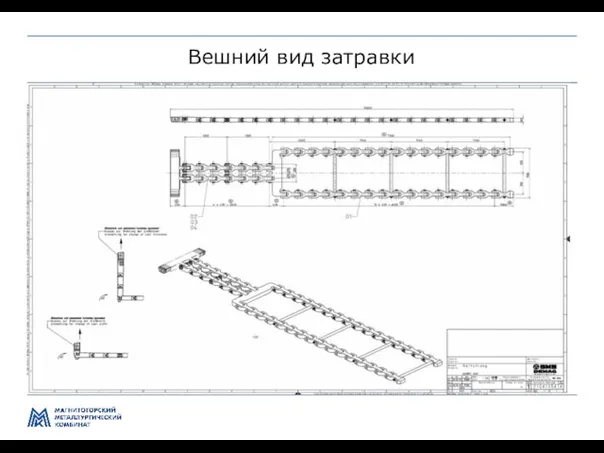
- 4. Управление производством и качеством передела ЛПЦ-5 Вешний вид затравки
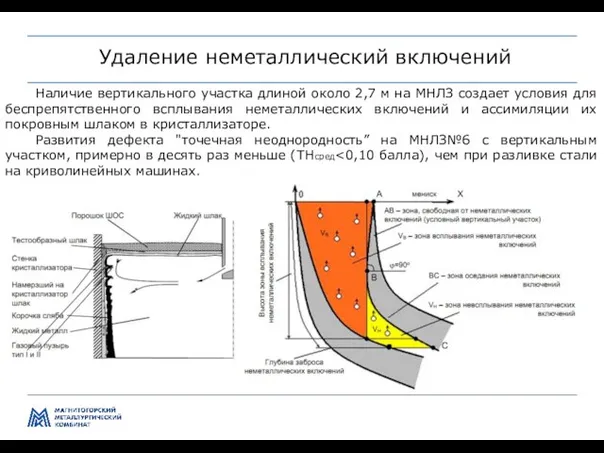
- 5. Управление производством и качеством передела ЛПЦ-5 Удаление неметаллический включений Наличие вертикального участка длиной около 2,7 м
- 6. Управление производством и качеством передела ЛПЦ-5 Влияние базового радиуса и вместимости ПК Базовый радиус около 11,0
- 7. Управление производством и качеством передела ЛПЦ-5 Кристаллизатор – использование пластинчатых пружин, обеспечивающих отсутствие люфтов, уменьшение трения
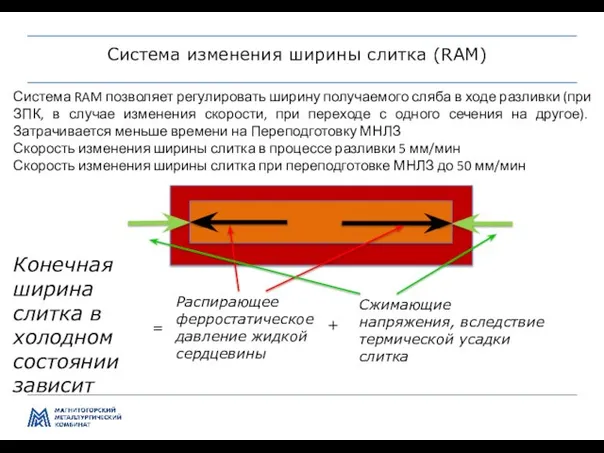
- 8. Управление производством и качеством передела ЛПЦ-5 Система изменения ширины слитка (RAM) Система RAM позволяет регулировать ширину
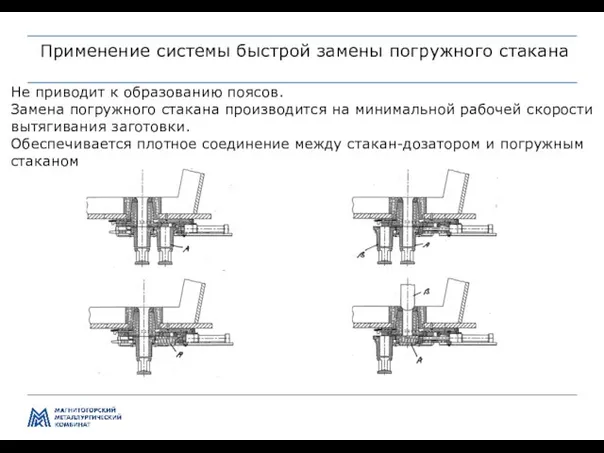
- 9. Управление производством и качеством передела ЛПЦ-5 Применение системы быстрой замены погружного стакана Не приводит к образованию
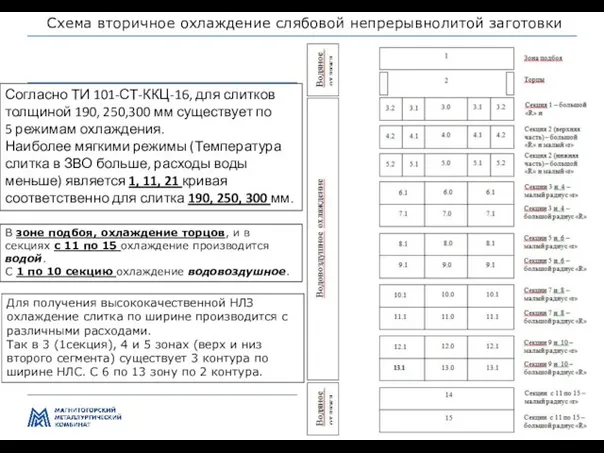
- 10. Управление производством и качеством передела ЛПЦ-5 Схема вторичное охлаждение слябовой непрерывнолитой заготовки Согласно ТИ 101-СТ-ККЦ-16, для
- 11. Управление производством и качеством передела ЛПЦ-5 Управление вторичным охлаждением слябовой непрерывнолитой заготовки Применение табличных расходов охлаждения
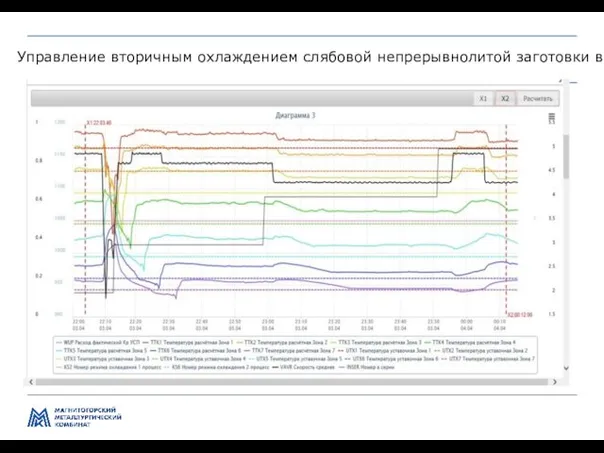
- 12. Управление производством и качеством передела ЛПЦ-5 Управление вторичным охлаждением слябовой непрерывнолитой заготовки в
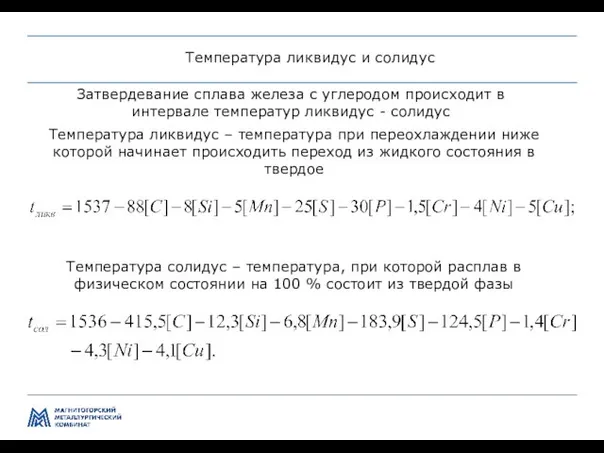
- 13. Управление производством и качеством передела ЛПЦ-5 Температура ликвидус и солидус Температура ликвидус – температура при переохлаждении
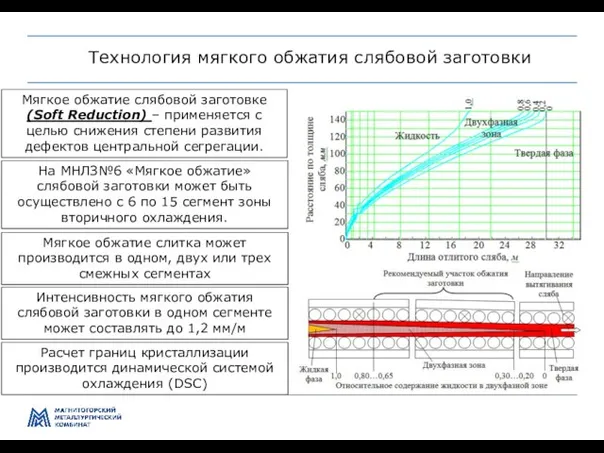
- 14. Управление производством и качеством передела ЛПЦ-5 Технология мягкого обжатия слябовой заготовки Мягкое обжатие слябовой заготовке (Soft
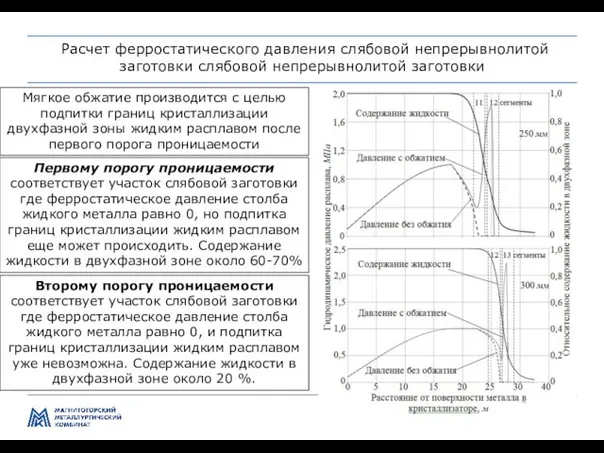
- 15. Управление производством и качеством передела ЛПЦ-5 Расчет ферростатического давления слябовой непрерывнолитой заготовки слябовой непрерывнолитой заготовки Мягкое
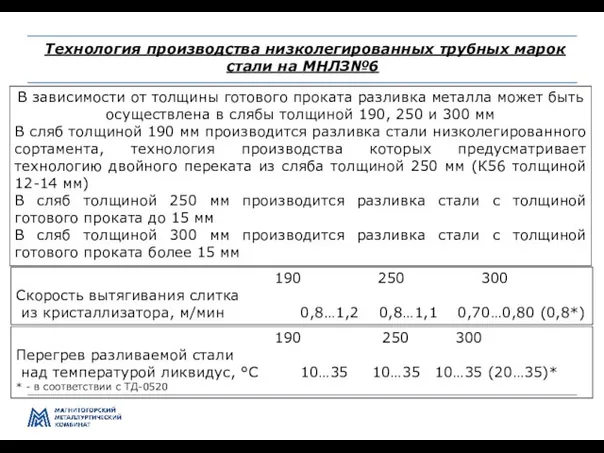
- 16. Управление производством и качеством передела ЛПЦ-5 В зависимости от толщины готового проката разливка металла может быть
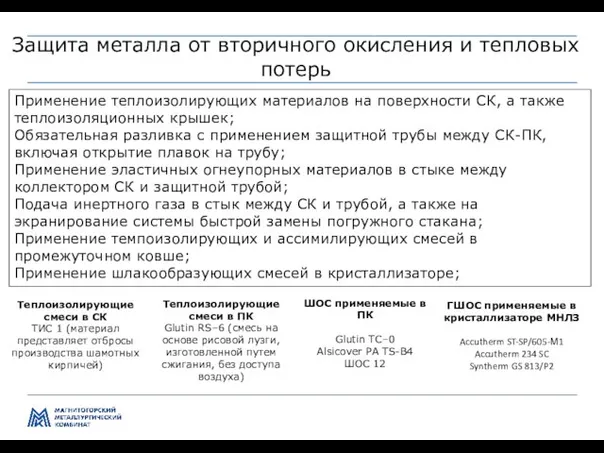
- 17. Управление производством и качеством передела ЛПЦ-5 Защита металла от вторичного окисления и тепловых потерь Применение теплоизолирующих
- 18. Управление производством и качеством передела ЛПЦ-5 Основные дефекты поверхности и внутренней структуры непрерывнолитой заготовки отлитой на
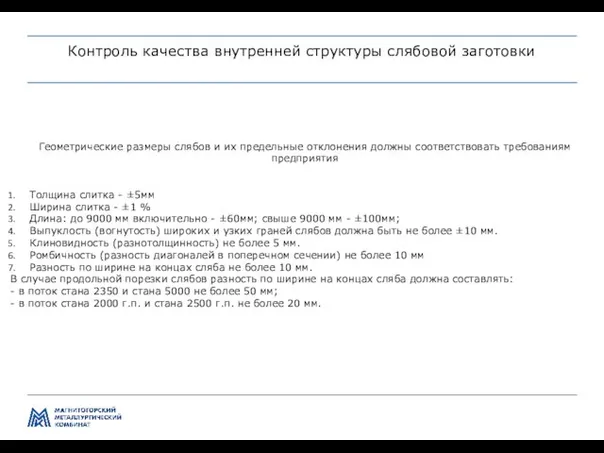
- 19. Управление производством и качеством передела ЛПЦ-5 Контроль качества внутренней структуры слябовой заготовки Геометрические размеры слябов и
- 21. Скачать презентацию
Управление производством и качеством передела
ЛПЦ-5
Конструкция МНЛЗ №6, состав оборудования, его основные
Управление производством и качеством передела
ЛПЦ-5
Конструкция МНЛЗ №6, состав оборудования, его основные
Управление производством и качеством передела
ЛПЦ-5
Отличительными особенностями МНЛЗ№6 в сравнении с имеющимися
Управление производством и качеством передела
ЛПЦ-5
Отличительными особенностями МНЛЗ№6 в сравнении с имеющимися
Управление производством и качеством передела
ЛПЦ-5
Вешний вид затравки
Управление производством и качеством передела
ЛПЦ-5
Вешний вид затравки
Управление производством и качеством передела
ЛПЦ-5
Удаление неметаллический включений
Наличие вертикального участка длиной около
Управление производством и качеством передела
ЛПЦ-5
Удаление неметаллический включений
Наличие вертикального участка длиной около
Управление производством и качеством передела
ЛПЦ-5
Влияние базового радиуса и вместимости ПК
Базовый радиус
Управление производством и качеством передела
ЛПЦ-5
Влияние базового радиуса и вместимости ПК
Базовый радиус

Управление производством и качеством передела
ЛПЦ-5
Кристаллизатор
– использование пластинчатых пружин, обеспечивающих отсутствие люфтов,
Управление производством и качеством передела
ЛПЦ-5
Кристаллизатор
– использование пластинчатых пружин, обеспечивающих отсутствие люфтов,
Управление производством и качеством передела
ЛПЦ-5
Система изменения ширины слитка (RAM)
Система RAM позволяет
Управление производством и качеством передела
ЛПЦ-5
Система изменения ширины слитка (RAM)
Система RAM позволяет
Управление производством и качеством передела
ЛПЦ-5
Применение системы быстрой замены погружного стакана
Не
Управление производством и качеством передела
ЛПЦ-5
Применение системы быстрой замены погружного стакана
Не
Управление производством и качеством передела
ЛПЦ-5
Схема вторичное охлаждение слябовой непрерывнолитой заготовки
Согласно
Управление производством и качеством передела
ЛПЦ-5
Схема вторичное охлаждение слябовой непрерывнолитой заготовки
Согласно
Управление производством и качеством передела
ЛПЦ-5
Управление вторичным охлаждением слябовой непрерывнолитой заготовки
Применение табличных
Управление производством и качеством передела
ЛПЦ-5
Управление вторичным охлаждением слябовой непрерывнолитой заготовки
Применение табличных
Управление производством и качеством передела
ЛПЦ-5
Управление вторичным охлаждением слябовой непрерывнолитой заготовки в
Управление производством и качеством передела
ЛПЦ-5
Управление вторичным охлаждением слябовой непрерывнолитой заготовки в
Управление производством и качеством передела
ЛПЦ-5
Температура ликвидус и солидус
Температура ликвидус – температура
Управление производством и качеством передела
ЛПЦ-5
Температура ликвидус и солидус
Температура ликвидус – температура
Управление производством и качеством передела
ЛПЦ-5
Технология мягкого обжатия слябовой заготовки
Мягкое обжатие слябовой
Управление производством и качеством передела
ЛПЦ-5
Технология мягкого обжатия слябовой заготовки
Мягкое обжатие слябовой
Управление производством и качеством передела
ЛПЦ-5
Расчет ферростатического давления слябовой непрерывнолитой заготовки
Управление производством и качеством передела
ЛПЦ-5
Расчет ферростатического давления слябовой непрерывнолитой заготовки
Управление производством и качеством передела
ЛПЦ-5
В зависимости от толщины готового проката разливка
Управление производством и качеством передела
ЛПЦ-5
В зависимости от толщины готового проката разливка
Управление производством и качеством передела
ЛПЦ-5
Защита металла от вторичного окисления и тепловых
Управление производством и качеством передела
ЛПЦ-5
Защита металла от вторичного окисления и тепловых
Управление производством и качеством передела
ЛПЦ-5
Основные дефекты поверхности и внутренней структуры непрерывнолитой
Управление производством и качеством передела
ЛПЦ-5
Основные дефекты поверхности и внутренней структуры непрерывнолитой
Управление производством и качеством передела
ЛПЦ-5
Контроль качества внутренней структуры слябовой заготовки
Геометрические размеры
Управление производством и качеством передела
ЛПЦ-5
Контроль качества внутренней структуры слябовой заготовки
Геометрические размеры
 საკადასტრო აგეგმვითი/აზომვითი ნახაზის ქაღალდის და ელექტრონული მონაცემების შევსების ინსტრუქც
საკადასტრო აგეგმვითი/აზომვითი ნახაზის ქაღალდის და ელექტრონული მონაცემების შევსების ინსტრუქც РОД. СОБР. ОСЕНЬ ЛЛН
РОД. СОБР. ОСЕНЬ ЛЛН 20120108_istoriya_ostrov-grad_sviyazhsk
20120108_istoriya_ostrov-grad_sviyazhsk Как взрослому/учителю развивать эмоциональную саморегуляцию у детей
Как взрослому/учителю развивать эмоциональную саморегуляцию у детей Виртуальная выставка ЗАГОТОВОЧКИ
Виртуальная выставка ЗАГОТОВОЧКИ Қазақмыс корпорациясы жшс еңбеккерлеріне арналған қауіпсіздіктің түбегейлі ережелері
Қазақмыс корпорациясы жшс еңбеккерлеріне арналған қауіпсіздіктің түбегейлі ережелері Изготовление набора кухонного инвентаря с элементами художественной резьбы
Изготовление набора кухонного инвентаря с элементами художественной резьбы Схема электропроводки квартиры - дома
Схема электропроводки квартиры - дома Подбор и презентация турпродукта по запросу клиента: Подготовка курортного направления
Подбор и презентация турпродукта по запросу клиента: Подготовка курортного направления Лекция №10 Конструкции (поршневые компрессоры)
Лекция №10 Конструкции (поршневые компрессоры) Мої захоплення (Гармаш Олексій)
Мої захоплення (Гармаш Олексій) 20131031_demografiya_rf
20131031_demografiya_rf защита1
защита1 Источники питания сварочной дуги
Источники питания сварочной дуги Асинхронные машины. Лекция 13
Асинхронные машины. Лекция 13 Природа и архитектура. Организация архитектурно-ландшафтного пространства
Природа и архитектура. Организация архитектурно-ландшафтного пространства Презентация Фатеж
Презентация Фатеж Техническое регулирование в строительстве: применение Еврокодов в Республике Казахстан
Техническое регулирование в строительстве: применение Еврокодов в Республике Казахстан Конструкция прокатных валков
Конструкция прокатных валков Полезные книги для умнмков и умниц
Полезные книги для умнмков и умниц Обустройство автомобильных дорог
Обустройство автомобильных дорог Священные сооружения
Священные сооружения Реклама до Русский сувенир
Реклама до Русский сувенир Лабораторные методы исследования горных пород. Планирование исследований
Лабораторные методы исследования горных пород. Планирование исследований Системы водоснабжения и канализации: конструкция и элементы
Системы водоснабжения и канализации: конструкция и элементы Международный день числа Пи
Международный день числа Пи Алгоритм работы с библиотекой
Алгоритм работы с библиотекой Религия и государство. Генезис отношений между религией и государством в казахстанском обществе
Религия и государство. Генезис отношений между религией и государством в казахстанском обществе