- Технология сварки фермы

Содержание
- 2. введение Сварка является одним из основных технологических процессов в машиностроении и строительстве. Основным видом сварки является
- 3. В данной работе подробно рассмотрим описание и изготовление решетчатых конструкций, а именно технологию сварки для изготовления
- 4. 1.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ Решетчатая конструкция - это система стержней из профильного проката или труб, соединенных в узлах
- 5. Для сварки фермы мы решили применить полуавтоматическую сварку в углекислом газе. Конструктивно сварочный полуавтомат состоит из
- 6. Технологический процесс сварки металлической фермы начинается с изготовления ее элементов - уголков, швеллеров, косынок и т.
- 7. 1.2 Подготовка металла под сварку и сборка конструкции Низколегированные стали разрезают на заготовки газовой, плазменной или
- 8. Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер
- 9. Для сварки фермы был выбран прокат профильной трубы 50 х 25 из стали 09Г2С. Сталь 09Г2С
- 10. Химический состав в % стали 09Г2С: Для сварки низко и среднелегированных сталей подходят следующие марки сварочной
- 11. Таблица 1 - Технические характеристики полуавтомата «Спутник»
- 12. Основные характеристики Св-08Г2С-О: Проволока выпускается диаметром 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 3,8; 4,0;
- 13. 1.3 Выбор режимов сварки Качество сварки в значительной мере зависит от правильности выбора режимов работы сварочного
- 14. 1.4 Выбор сварочного оборудования Дуговая сварка в среде защитных газов - инертных (MIG) или активных (MAG)
- 15. Исходя из конструктивных особенностей оборудования для полуавтоматической сварки в углекислом газе, мы выбрали сварочный полуавтомат «Спутник».
- 16. Осушитель поглощает влагу из углекислого газа. Выпускается двух модификаций: высокого и низкого давления. Осушитель высокого давления
- 17. Кроме сварочного полуавтомата сварка в углекислом газе предусматривает использование дополнительного оборудования - подогревателя и осушителя. Подогреватель
- 18. 1.5 Контроль качества сварных соединений Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически
- 19. 1.6 ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ Для предупреждения несчастных случаев при сварке необходимо
- 20. При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать
- 21. К обращению с газовыми баллонами допускать только лиц, имеющих достаточный опыт и квалификацию. Газовый баллон представляет
- 22. Никогда не нагревать газовый баллон. Подача газа из баллона в другой баллон запрещена. . Никогда не
- 23. Пустые баллоны хранить отдельно от полных. На складе баллоны с разными видами газов хранить отдельно от
- 24. ЗАКЛЮЧЕНИЕ В дипломной работе рассматривается сущность технологического процесса сварки фермы –это выбор видов сварки, выбор сварочного
- 26. Скачать презентацию
введение
Сварка является одним из основных технологических процессов в машиностроении и
введение
Сварка является одним из основных технологических процессов в машиностроении и
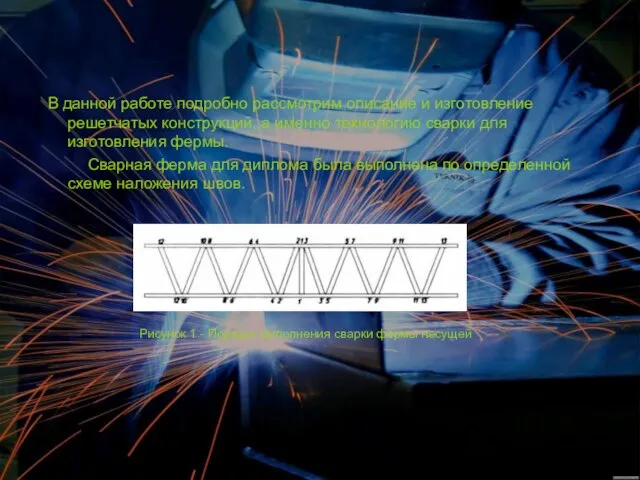
В данной работе подробно рассмотрим описание и изготовление решетчатых конструкций,
В данной работе подробно рассмотрим описание и изготовление решетчатых конструкций,
1.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Решетчатая конструкция - это система стержней из профильного проката или
1.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Решетчатая конструкция - это система стержней из профильного проката или

Для сварки фермы мы решили применить полуавтоматическую сварку в углекислом
Для сварки фермы мы решили применить полуавтоматическую сварку в углекислом
Технологический процесс сварки металлической фермы начинается с изготовления ее элементов -
1.2 Подготовка металла под сварку и сборка конструкции
Низколегированные стали
1.2 Подготовка металла под сварку и сборка конструкции
Низколегированные стали
Во время сборки и прихватки проверяют расположение деталей друг относительно
Во время сборки и прихватки проверяют расположение деталей друг относительно
Для сварки фермы был выбран прокат профильной трубы 50 х 25
Для сварки фермы был выбран прокат профильной трубы 50 х 25
Химический состав в % стали 09Г2С:
Для сварки низко и среднелегированных
Химический состав в % стали 09Г2С:
Для сварки низко и среднелегированных
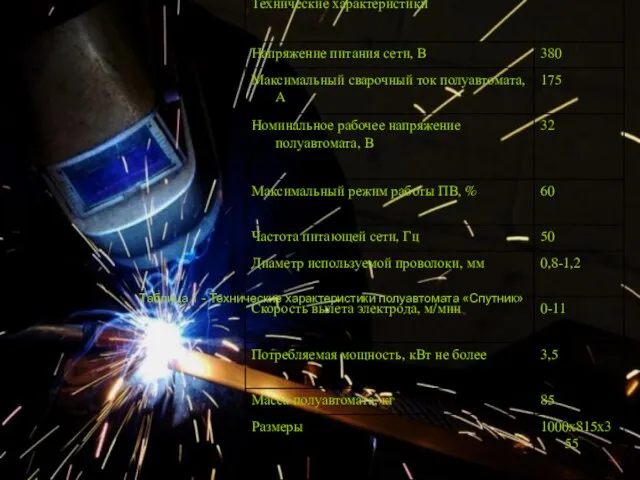
Таблица 1 - Технические характеристики полуавтомата «Спутник»
Таблица 1 - Технические характеристики полуавтомата «Спутник»
Основные характеристики Св-08Г2С-О:
Проволока выпускается диаметром 0,8; 1,0; 1,2; 1,4; 1,6;
Основные характеристики Св-08Г2С-О:
Проволока выпускается диаметром 0,8; 1,0; 1,2; 1,4; 1,6;
1.3 Выбор режимов сварки
Качество сварки в значительной мере зависит
1.3 Выбор режимов сварки
Качество сварки в значительной мере зависит
1.4 Выбор сварочного оборудования
Дуговая сварка в среде защитных газов
1.4 Выбор сварочного оборудования
Дуговая сварка в среде защитных газов
Исходя из конструктивных особенностей оборудования для полуавтоматической сварки в углекислом
Исходя из конструктивных особенностей оборудования для полуавтоматической сварки в углекислом

Осушитель поглощает влагу из углекислого газа. Выпускается двух модификаций: высокого
Осушитель поглощает влагу из углекислого газа. Выпускается двух модификаций: высокого
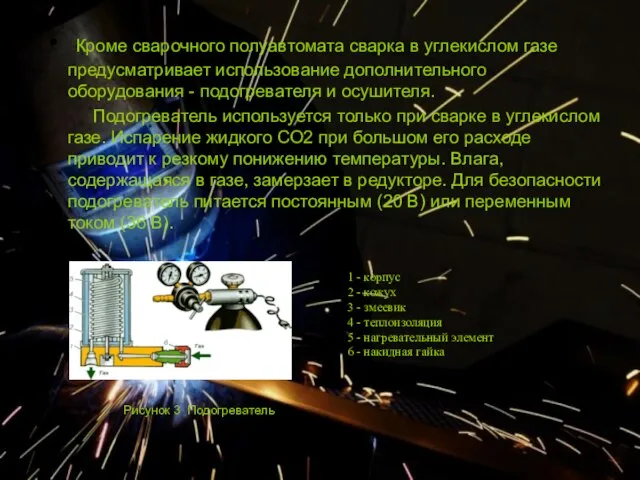
Кроме сварочного полуавтомата сварка в углекислом газе предусматривает использование дополнительного
Кроме сварочного полуавтомата сварка в углекислом газе предусматривает использование дополнительного
1.5 Контроль качества сварных соединений
Сварные конструкции контролируют на всех этапах
1.5 Контроль качества сварных соединений
Сварные конструкции контролируют на всех этапах

1.6 ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ
Для предупреждения
1.6 ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЯ
Для предупреждения
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры
К обращению с газовыми баллонами допускать только лиц, имеющих достаточный опыт
К обращению с газовыми баллонами допускать только лиц, имеющих достаточный опыт
Никогда не нагревать газовый баллон.
Подача газа из баллона в другой
Никогда не нагревать газовый баллон.
Подача газа из баллона в другой
Пустые баллоны хранить отдельно от полных.
На складе баллоны с разными видами
Пустые баллоны хранить отдельно от полных.
На складе баллоны с разными видами
ЗАКЛЮЧЕНИЕ
В дипломной работе рассматривается сущность технологического процесса сварки фермы –это
ЗАКЛЮЧЕНИЕ
В дипломной работе рассматривается сущность технологического процесса сварки фермы –это
 Viktorina
Viktorina Машины и их классификация
Машины и их классификация Плоды земные
Плоды земные Компактный производственный комплекс Компрессор
Компактный производственный комплекс Компрессор 20170112_1_zashchita_sots_proekt
20170112_1_zashchita_sots_proekt завдання
завдання Разработка технологии ремонта вольтметра универсального цифрового В7-35
Разработка технологии ремонта вольтметра универсального цифрового В7-35 Бейджик шаблон
Бейджик шаблон VR
VR 20161102_tri_vesny
20161102_tri_vesny High Gain InAs e-APDS with Excess Noise Factors Approaching a Solid State Photo-Multiplier
High Gain InAs e-APDS with Excess Noise Factors Approaching a Solid State Photo-Multiplier Средства отображения информации
Средства отображения информации Точность обработки
Точность обработки Экипажная часть тепловозов
Экипажная часть тепловозов Основы православной культуры. Исцеление сына царедворца и воскрешение сына вдовы
Основы православной культуры. Исцеление сына царедворца и воскрешение сына вдовы Помощь бездомным животным (проектная работа ученика 5 класса)
Помощь бездомным животным (проектная работа ученика 5 класса) Проблемы создания летних Олимпийских игр в первой половине XX века
Проблемы создания летних Олимпийских игр в первой половине XX века МАТЕМ. ВЕСЫ
МАТЕМ. ВЕСЫ Классификация оперативного запоминающего устройства (ОЗУ)
Классификация оперативного запоминающего устройства (ОЗУ) Jeopardy game
Jeopardy game Классификация зданий и сооружений
Классификация зданий и сооружений Mana nākotne
Mana nākotne Книга пожеланий
Книга пожеланий О возможности строительства Арт отеля
О возможности строительства Арт отеля Медиация в моей жизни
Медиация в моей жизни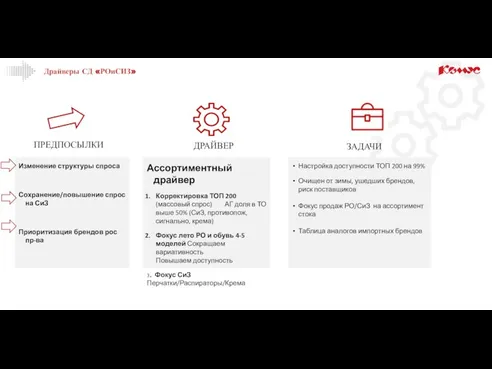 СД РОиСИЗ _ Страт2022
СД РОиСИЗ _ Страт2022 Декоративно-отделочные материалы
Декоративно-отделочные материалы СРЗ п. Красногорск
СРЗ п. Красногорск