- Центробежное литье

Содержание
- 2. Получение отливок центробежным путем
- 3. Сущность метода. Достоинства и недостатки. Достоинства: Отливки имеют плотную структуру, высокая плотность металла. Центробежные отливки в
- 4. Сущность метода. Достоинства и недостатки. Недостатки: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов
- 5. Разновидности метода
- 6. Оборудование и инструменты
- 7. Машина с горизонтальной осью вращения
- 8. Машина с вертикальной осью вращения
- 9. Свойства получаемых заготовок Высокая годность заготовок, до 95% Возможность получить двухслойные (биметаллические) отливки. Высокая износостойкость. Отсутствие
- 10. Свойства получаемых заготовок Возможна неточность размеров свободных поверхностей отливок, Наблюдается повышенная склонность к ликвации компонентов сплава,
- 12. Скачать презентацию
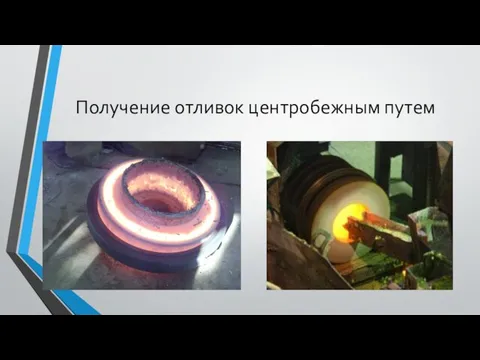
Получение отливок центробежным путем
Получение отливок центробежным путем
Сущность метода. Достоинства и недостатки.
Достоинства:
Отливки имеют плотную структуру, высокая плотность металла.
Центробежные
Сущность метода. Достоинства и недостатки.
Достоинства:
Отливки имеют плотную структуру, высокая плотность металла.
Центробежные
Сущность метода. Достоинства и недостатки.
Недостатки:
неточность размеров свободных поверхностей отливок,
повышенная склонность к
Сущность метода. Достоинства и недостатки.
Недостатки:
неточность размеров свободных поверхностей отливок,
повышенная склонность к

Разновидности метода
Разновидности метода

Оборудование и инструменты
Оборудование и инструменты

Машина с горизонтальной осью вращения
Машина с горизонтальной осью вращения
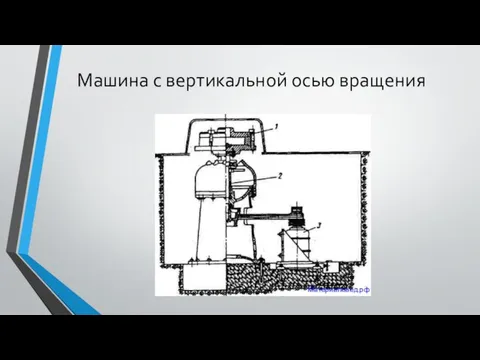
Машина с вертикальной осью вращения
Машина с вертикальной осью вращения
Свойства получаемых заготовок
Высокая годность заготовок, до 95%
Возможность получить двухслойные (биметаллические) отливки.
Высокая
Свойства получаемых заготовок
Высокая годность заготовок, до 95%
Возможность получить двухслойные (биметаллические) отливки.
Высокая
Свойства получаемых заготовок
Возможна неточность размеров свободных поверхностей отливок,
Наблюдается повышенная склонность к
Свойства получаемых заготовок
Возможна неточность размеров свободных поверхностей отливок,
Наблюдается повышенная склонность к
 Развитие эволюционного учения со времен Дарвина до наших дней
Развитие эволюционного учения со времен Дарвина до наших дней Народные промыслы России
Народные промыслы России Мой любимый Донецк. Фотоальбом
Мой любимый Донецк. Фотоальбом Проектирование изделий из тканей, содержащих искусственные волокна, из искусственных кож, замши, тканей с пленочным покрытием
Проектирование изделий из тканей, содержащих искусственные волокна, из искусственных кож, замши, тканей с пленочным покрытием Христианство
Христианство Портфолио. Васенина Мария Николаевна
Портфолио. Васенина Мария Николаевна Подведение итогов на 1 курсе УСП ФПД 02.12.16-08.12.16
Подведение итогов на 1 курсе УСП ФПД 02.12.16-08.12.16 Архаика
Архаика Ежегодная церемония награждения Парад звёзд
Ежегодная церемония награждения Парад звёзд Микроэлектронные и микропроцессорные устройства в энергетике. Требования к зачёту
Микроэлектронные и микропроцессорные устройства в энергетике. Требования к зачёту У кого сегодня юбилей
У кого сегодня юбилей Грузоподъёмные краны
Грузоподъёмные краны Usually and today
Usually and today Робота учнівського самоврядування Бородянщини
Робота учнівського самоврядування Бородянщини 20170115_prezentatsiya1_1
20170115_prezentatsiya1_1 Примерный пофазный разъезд перекрестка Бутурулино
Примерный пофазный разъезд перекрестка Бутурулино Диагностика фонематического восприятия
Диагностика фонематического восприятия Гидроэнергетические сооружения
Гидроэнергетические сооружения Мои интересы в сфере культуры
Мои интересы в сфере культуры Автоматическое управление. Регуляторы
Автоматическое управление. Регуляторы Классы радиоуправляемых автомоделей
Классы радиоуправляемых автомоделей Трубы и колодцы
Трубы и колодцы волейбол
волейбол Настенный светильник
Настенный светильник Горные породы применяемые в строительстве
Горные породы применяемые в строительстве socialnye_praktiki
socialnye_praktiki Monster high. Монстры
Monster high. Монстры Музей детства
Музей детства