- Устройство и способ экспандирования сварных труб

Содержание
- 2. Россия занимает лидирующее место по экспорту энергоносителей Такие трубопроводы требуют применения качественных сварных труб большого диаметра.
- 3. В последние десятилетия в мире и России происходит переход к трубопроводам нового поколения, которые в сравнении
- 4. Калибрование труб большого диаметра выполняется раздачей. Процесс проводится в гидравлических или механических экспандерах (расширителях), в которых
- 5. 1- конец трубы; 2 –цепной транспортер; 3 – калибровочная головка Аналоги и прототипы и их критический
- 6. Аналоги и прототипы и их критический анализ 1 - механизм сборки наружных сегментов; 2 - наружные
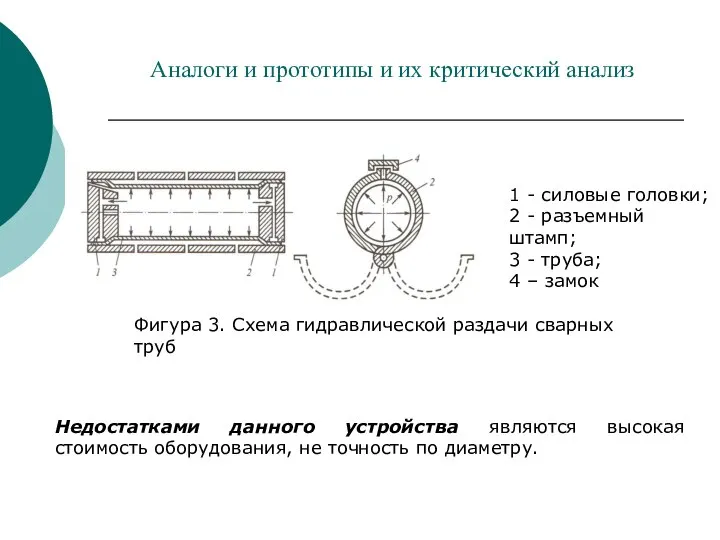
- 7. Аналоги и прототипы и их критический анализ 1 - силовые головки; 2 - разъемный штамп; 3
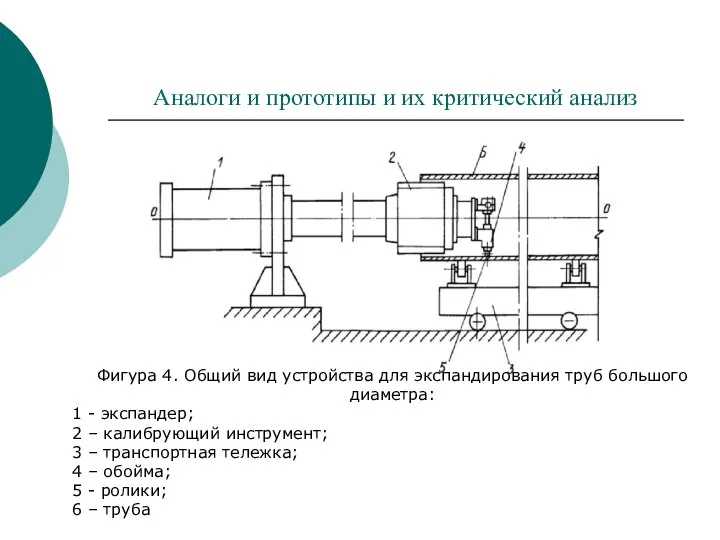
- 8. Аналоги и прототипы и их критический анализ Фигура 4. Общий вид устройства для экспандирования труб большого
- 9. Сущность данного изобретения в способе экспандирования труб большого диаметра, включающем циклическую с заданным шагом подачу трубы
- 10. Способ устранения дефекта «кривизна» Процесс калибровки трубной заготовки
- 11. Устранение дефекта «овальность трубы» Овальность трубной заготовки Качественная труба Экспандирование трубной заготовки
- 12. Формула изобретения 1. Способ экспандирования труб большого диаметра, включающий циклическую с заданным шагом подачу трубы на
- 14. Скачать презентацию

Россия занимает лидирующее место по экспорту энергоносителей
Такие трубопроводы требуют применения
Россия занимает лидирующее место по экспорту энергоносителей
Такие трубопроводы требуют применения

В последние десятилетия в мире и России происходит переход к
В последние десятилетия в мире и России происходит переход к

Калибрование труб большого диаметра выполняется раздачей.
Процесс проводится в гидравлических или
Калибрование труб большого диаметра выполняется раздачей.
Процесс проводится в гидравлических или
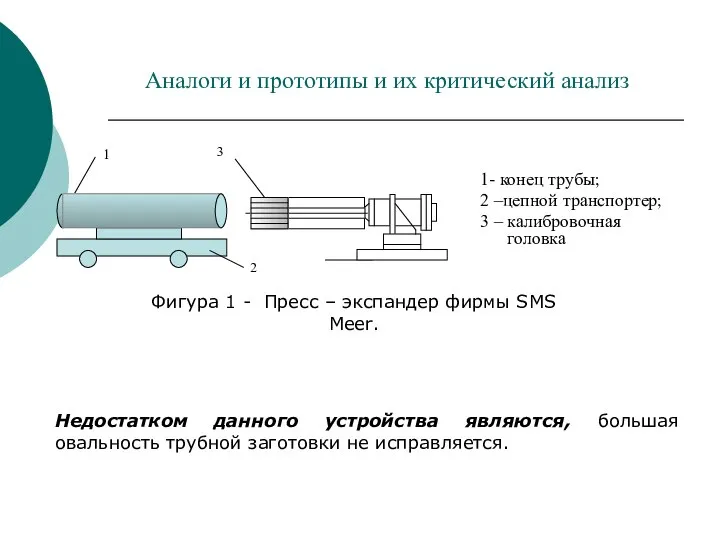
1- конец трубы;
2 –цепной транспортер;
3 – калибровочная головка
Аналоги и прототипы и
1- конец трубы;
2 –цепной транспортер;
3 – калибровочная головка
Аналоги и прототипы и

Аналоги и прототипы и их критический анализ
1 - механизм сборки наружных
Аналоги и прототипы и их критический анализ
1 - механизм сборки наружных
Аналоги и прототипы и их критический анализ
1 - силовые головки;
2
Аналоги и прототипы и их критический анализ
1 - силовые головки;
2
Аналоги и прототипы и их критический анализ
Фигура 4. Общий вид устройства
Аналоги и прототипы и их критический анализ
Фигура 4. Общий вид устройства
Сущность данного изобретения
в способе экспандирования труб большого диаметра, включающем циклическую
Сущность данного изобретения
в способе экспандирования труб большого диаметра, включающем циклическую
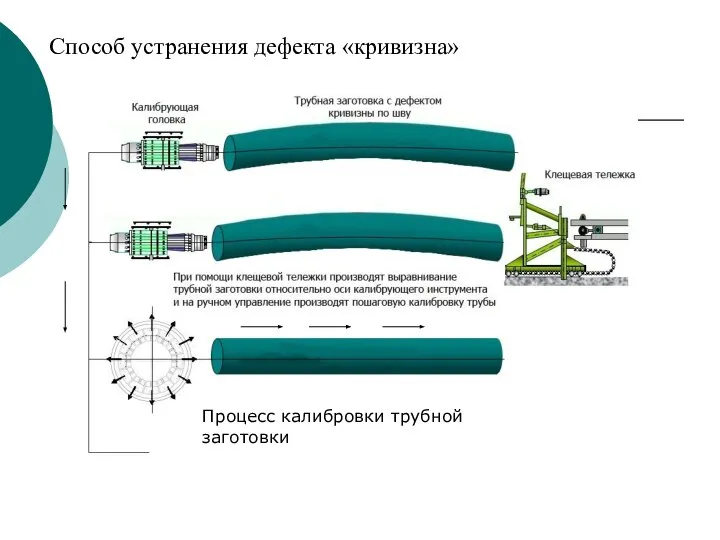
Способ устранения дефекта «кривизна»
Процесс калибровки трубной заготовки
Способ устранения дефекта «кривизна»
Процесс калибровки трубной заготовки
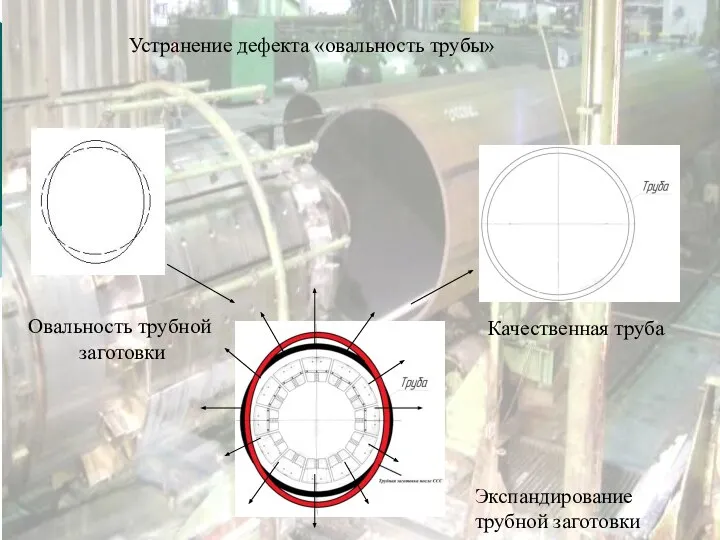
Устранение дефекта «овальность трубы»
Овальность трубной
заготовки
Качественная труба
Экспандирование
трубной заготовки
Устранение дефекта «овальность трубы»
Овальность трубной
заготовки
Качественная труба
Экспандирование
трубной заготовки
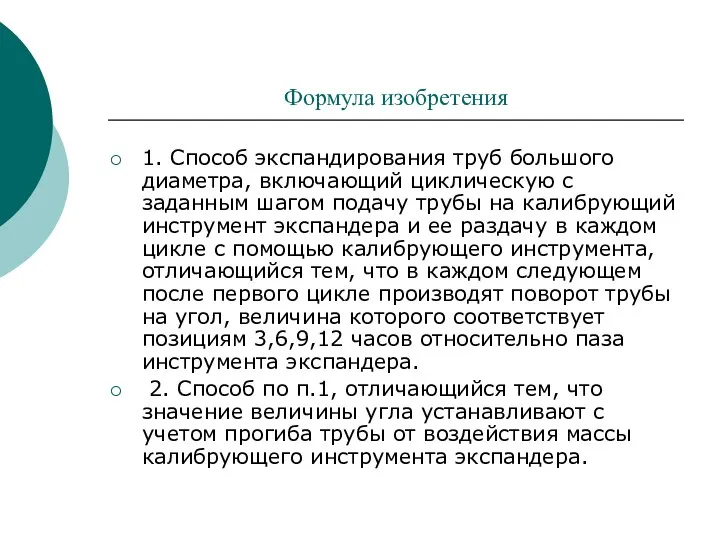
Формула изобретения
1. Способ экспандирования труб большого диаметра, включающий циклическую с заданным
Формула изобретения
1. Способ экспандирования труб большого диаметра, включающий циклическую с заданным
 Viktorina
Viktorina Машины и их классификация
Машины и их классификация Плоды земные
Плоды земные Компактный производственный комплекс Компрессор
Компактный производственный комплекс Компрессор 20170112_1_zashchita_sots_proekt
20170112_1_zashchita_sots_proekt завдання
завдання Разработка технологии ремонта вольтметра универсального цифрового В7-35
Разработка технологии ремонта вольтметра универсального цифрового В7-35 Бейджик шаблон
Бейджик шаблон VR
VR 20161102_tri_vesny
20161102_tri_vesny High Gain InAs e-APDS with Excess Noise Factors Approaching a Solid State Photo-Multiplier
High Gain InAs e-APDS with Excess Noise Factors Approaching a Solid State Photo-Multiplier Средства отображения информации
Средства отображения информации Точность обработки
Точность обработки Экипажная часть тепловозов
Экипажная часть тепловозов Основы православной культуры. Исцеление сына царедворца и воскрешение сына вдовы
Основы православной культуры. Исцеление сына царедворца и воскрешение сына вдовы Помощь бездомным животным (проектная работа ученика 5 класса)
Помощь бездомным животным (проектная работа ученика 5 класса) Проблемы создания летних Олимпийских игр в первой половине XX века
Проблемы создания летних Олимпийских игр в первой половине XX века МАТЕМ. ВЕСЫ
МАТЕМ. ВЕСЫ Классификация оперативного запоминающего устройства (ОЗУ)
Классификация оперативного запоминающего устройства (ОЗУ) Jeopardy game
Jeopardy game Классификация зданий и сооружений
Классификация зданий и сооружений Mana nākotne
Mana nākotne Книга пожеланий
Книга пожеланий О возможности строительства Арт отеля
О возможности строительства Арт отеля Медиация в моей жизни
Медиация в моей жизни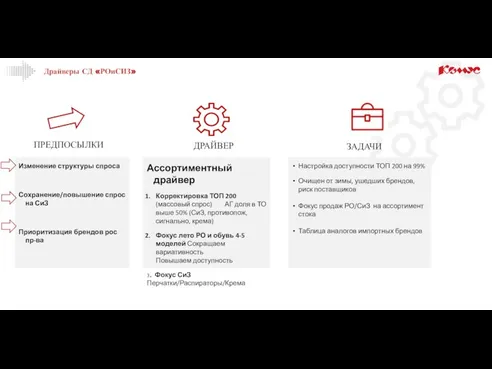 СД РОиСИЗ _ Страт2022
СД РОиСИЗ _ Страт2022 Декоративно-отделочные материалы
Декоративно-отделочные материалы СРЗ п. Красногорск
СРЗ п. Красногорск