Заготовительные операции ювелирного производства. Плавка драгоценных металлов и отливка слитков. Инструмент и оборудование
- Заготовительные операции ювелирного производства. Плавка драгоценных металлов и отливка слитков. Инструмент и оборудование

Содержание
- 2. К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка. Ведущее место среди них занимает
- 3. Плавка металла
- 4. Материал, поступающий в плавку, называется шихтовым,или шихтой. Шихта может быть в виде чистых металлов, бракованных слитков
- 6. Очистка Шихты
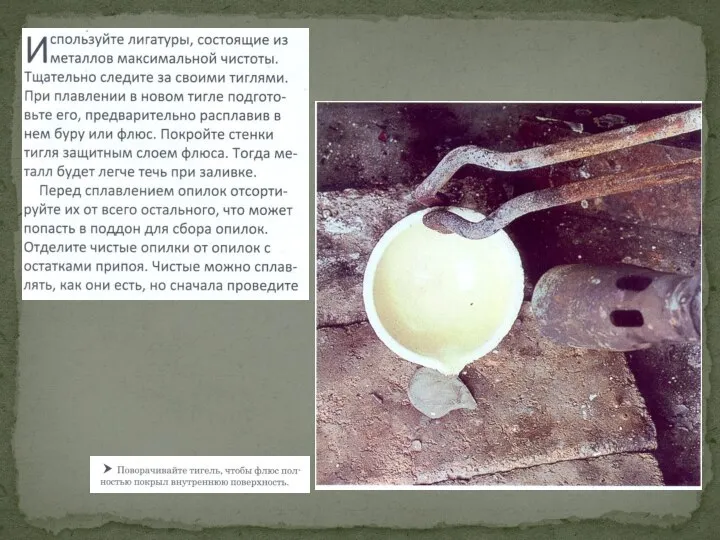
- 7. Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и т.д.), не могут быть не
- 9. Порядок загрузки и плавки шихты
- 10. Расплав из золота нагревают до 1200...1250°С, серебра —до 1100...1150 °С Для приготовления двойных золотосеребряных сплавов загрузку
- 11. Защитные покровы, флюсы, раскислители
- 13. При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления, насыщения кислородом и другими газами
- 14. Бура (плавленая) используется в качестве флюса и защитного покрова при плавке драгоценных металлов. Обладает свойством хорошо
- 15. Процесс плавки
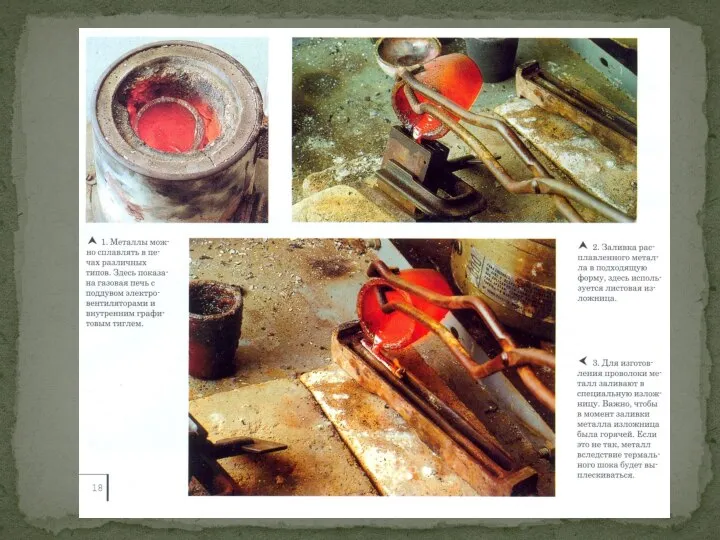
- 16. Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и подготовить для отливки слитка изложницы.
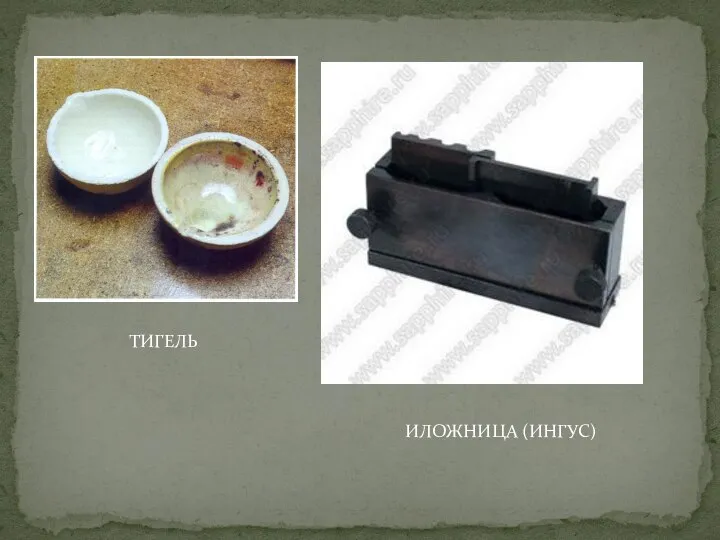
- 21. ТИГЕЛЬ ИЛОЖНИЦА (ИНГУС)
- 24. Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по форме будущего слитка. Нерабочая стенка
- 25. Изложницы для отливки слитков: а— сборные, для вертикальной отливки, б — для горизонтальной отливки
- 26. Изложницы для горизонтальной отливки и клещи
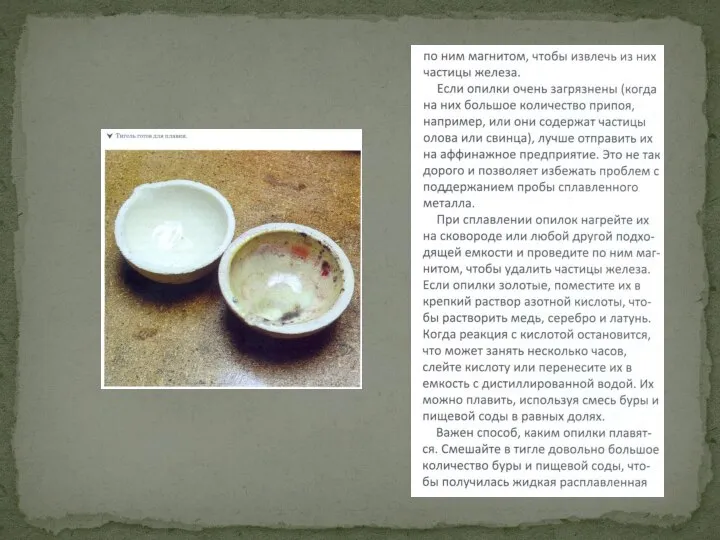
- 27. Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не более 30 г. Плошки изготовляют
- 28. Изложницы прокаливают до температуры 500...550°С с технологическими смазками. Роль технологических смазок — обеспечить хорошее качество отливаемых
- 32. И ЕЩЕ
- 38. Перед Сплавлением Опилок
- 43. Скачать презентацию
К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка.
К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка.

Плавка металла
Плавка металла
Материал, поступающий в плавку, называется шихтовым,или шихтой.
Шихта может быть в
Материал, поступающий в плавку, называется шихтовым,или шихтой.
Шихта может быть в

Очистка Шихты
Очистка Шихты
Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и

Порядок загрузки и плавки шихты
Порядок загрузки и плавки шихты
Расплав из золота нагревают до 1200...1250°С, серебра —до 1100...1150 °С
Для приготовления
Расплав из золота нагревают до 1200...1250°С, серебра —до 1100...1150 °С
Для приготовления
Защитные покровы, флюсы, раскислители
Защитные покровы, флюсы, раскислители

При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления,
При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления,
Бура (плавленая) используется в качестве флюса и защитного покрова при плавке
Бура (плавленая) используется в качестве флюса и защитного покрова при плавке
Процесс плавки
Процесс плавки
Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и
Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и




ТИГЕЛЬ
ИЛОЖНИЦА (ИНГУС)
ТИГЕЛЬ
ИЛОЖНИЦА (ИНГУС)



Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по
Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по
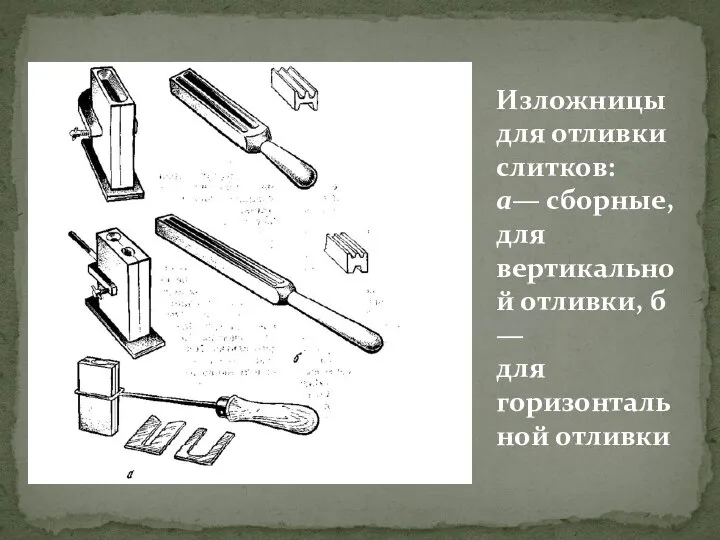
Изложницы для отливки слитков:
а— сборные, для вертикальной отливки, б —
для горизонтальной
Изложницы для отливки слитков:
а— сборные, для вертикальной отливки, б —
для горизонтальной
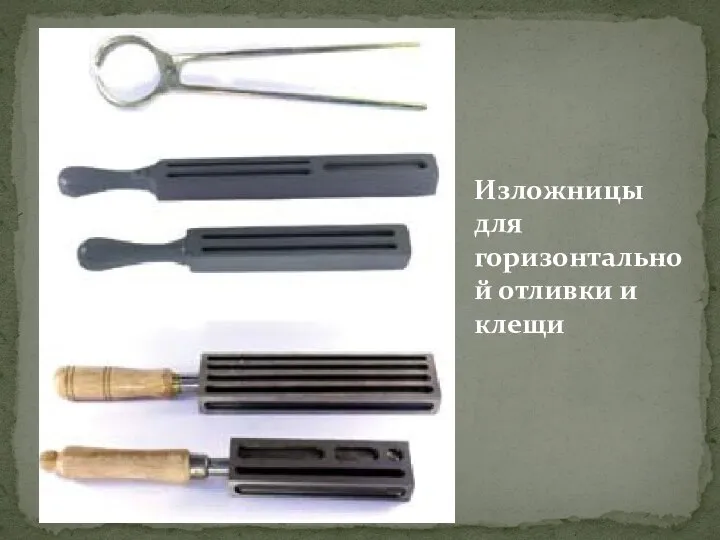
Изложницы
для горизонтальной отливки и клещи
Изложницы
для горизонтальной отливки и клещи
Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не
Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не
Изложницы прокаливают до температуры 500...550°С с технологическими смазками.
Роль технологических смазок
Изложницы прокаливают до температуры 500...550°С с технологическими смазками.
Роль технологических смазок


И ЕЩЕ
И ЕЩЕ





Перед Сплавлением Опилок
Перед Сплавлением Опилок

 Виды туризма
Виды туризма Журналист? Кто такой?!
Журналист? Кто такой?! Новые стеклообразные материалы и методы их синтеза. Методы осаждения аморфной фазы из растворов
Новые стеклообразные материалы и методы их синтеза. Методы осаждения аморфной фазы из растворов Расчет основных режимов работы районной электрической сети в Ивановской области
Расчет основных режимов работы районной электрической сети в Ивановской области Культура ислама
Культура ислама Настилання підлоги ліноліумом
Настилання підлоги ліноліумом 20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0
20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0 Prezentatsia_po_literature (1)
Prezentatsia_po_literature (1) Энергия вокруг нас или как за нее не платить. Новые мировые тенденции 2016 года
Энергия вокруг нас или как за нее не платить. Новые мировые тенденции 2016 года Proekt_po_seti_pekaren_Bushe
Proekt_po_seti_pekaren_Bushe Домострой – энциклопедия ведения домашнего хозяйства
Домострой – энциклопедия ведения домашнего хозяйства Доклад начальника ОК и РЛС УФСИН России по Новгородской области. О результатах работы в учреждениях УИС Новгородской области
Доклад начальника ОК и РЛС УФСИН России по Новгородской области. О результатах работы в учреждениях УИС Новгородской области МБОУ СШ 9 Акция Синий платочек
МБОУ СШ 9 Акция Синий платочек Слайди. Новорічне асорті
Слайди. Новорічне асорті а
а Библейский цикл (древняя книга)
Библейский цикл (древняя книга) Интерактивная игра Загадки о войне
Интерактивная игра Загадки о войне Week 1 Lessons_1_2 (2)
Week 1 Lessons_1_2 (2) 20160507_ssha
20160507_ssha 1
1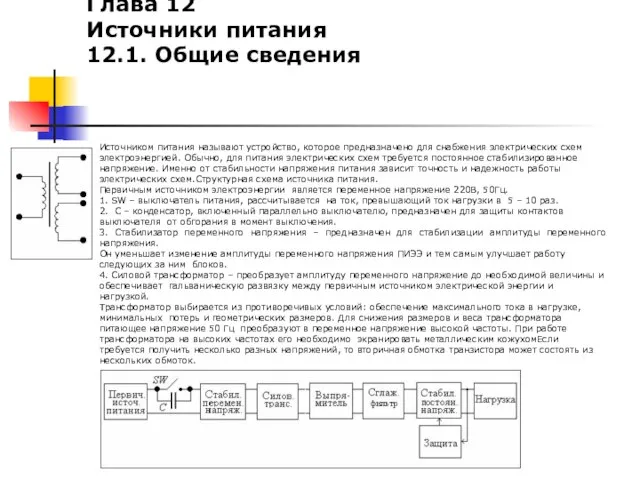 Источники питания. Общие сведения
Источники питания. Общие сведения Основы обогащения полезных ископаемых. Рудоподготовка. Измельчение. Классификация. Промывка
Основы обогащения полезных ископаемых. Рудоподготовка. Измельчение. Классификация. Промывка Презентация Технологические процессы по ТО и Ремонту автомобилей
Презентация Технологические процессы по ТО и Ремонту автомобилей Ленточные конвейеры, виды и назначение
Ленточные конвейеры, виды и назначение Особенности дистанционного обучения по физике
Особенности дистанционного обучения по физике С днём рождения
С днём рождения Do you have an example to follow?
Do you have an example to follow? Этикет принцессы
Этикет принцессы