- Автоматизированный ультразвуковой контроль труб и цельнокатаных колес в АО «ВМЗ»

Содержание
- 2. Неметаллическое включение Неметаллическое включение В 2018 году АО «ВМЗ» произведено: Листового проката – 533 тыс. тонн
- 3. Поставщиками автоматизированного оборудования на АО «ВМЗ» являются фирмы: 1. Фирма Мицубиси, Япония; 2. ЗАО «Ультракрафт», Россия;
- 4. HP-B2/L2-TR3 «NDT Systems & Services» Установка автоматизированного ультразвукового контроля листа длиной от 7 до 40 м,
- 5. УСТАНОВКИ ДЛЯ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА НК 360, 361 ИЭС им. «ПАТОНА» контроль продольных
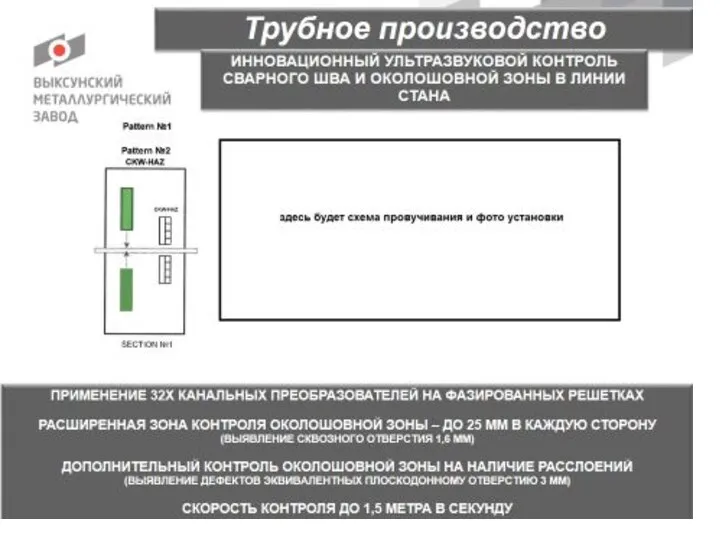
- 6. АВТОМАТИЗИРОВАННЫЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРА «УЛЬТРА-PE1420W.001», ЗАО «Ультракрафт» контроль сварного шва и околошовной
- 7. АВТОМАТИЗИРОВАННЫЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ОБСАДНЫХ ТРУБ «УЛЬТРА-PE1420W.001» ЗАО «Ультракрафт» УЗ контроль 100% тела и сварного шва трубы
- 8. Колесопрокатное производство 5 ЛИНИЙ ПО ПРИЕМКЕ РАЗЛИЧНОГО СОРТАМЕНТА Ж/Д КОЛЕС 7 АВТОМАТИЗИРОВАННЫХ УЛЬТРАЗВУКОВЫХ УСТАНОВК 7 АВТОМАТИЗИРОВАННЫХ
- 9. Колесопрокатное производство RWI-F1/H16/R1/T1/W2 NDT Systems & Services Минимальный выявляемый дефект с эквивалентной площадью 0,7 мм² DIO
- 10. УД ЦКТ-2001 АО «ВМЗ» Неметаллическое включение УДЦКМ АО «НИИ мостов» Модернизация установки УД ЦКТ-2001 (АО «ВМЗ»)
- 14. Все поставленные последние системы АУЗК построены по философии максимально освободить персонал от какого-либо вмешательства. Это и
- 17. Скачать презентацию
Неметаллическое включение
Неметаллическое включение
В 2018 году АО «ВМЗ» произведено:
Листового проката –
Неметаллическое включение
Неметаллическое включение
В 2018 году АО «ВМЗ» произведено:
Листового проката –
Поставщиками автоматизированного оборудования на АО «ВМЗ» являются фирмы:
1. Фирма Мицубиси, Япония;
2.
Поставщиками автоматизированного оборудования на АО «ВМЗ» являются фирмы:
1. Фирма Мицубиси, Япония;
2.

HP-B2/L2-TR3 «NDT Systems & Services»
Установка автоматизированного ультразвукового контроля листа длиной от
HP-B2/L2-TR3 «NDT Systems & Services»
Установка автоматизированного ультразвукового контроля листа длиной от

УСТАНОВКИ ДЛЯ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА
НК 360, 361
ИЭС
УСТАНОВКИ ДЛЯ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА
НК 360, 361
ИЭС

АВТОМАТИЗИРОВАННЫЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРА
«УЛЬТРА-PE1420W.001»,
ЗАО «Ультракрафт»
контроль
АВТОМАТИЗИРОВАННЫЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРА
«УЛЬТРА-PE1420W.001»,
ЗАО «Ультракрафт»
контроль

АВТОМАТИЗИРОВАННЫЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ОБСАДНЫХ ТРУБ
«УЛЬТРА-PE1420W.001»
ЗАО «Ультракрафт»
УЗ контроль 100%
АВТОМАТИЗИРОВАННЫЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ОБСАДНЫХ ТРУБ
«УЛЬТРА-PE1420W.001»
ЗАО «Ультракрафт»
УЗ контроль 100%
Колесопрокатное производство
5 ЛИНИЙ ПО ПРИЕМКЕ РАЗЛИЧНОГО СОРТАМЕНТА Ж/Д КОЛЕС
7 АВТОМАТИЗИРОВАННЫХ УЛЬТРАЗВУКОВЫХ
Колесопрокатное производство
5 ЛИНИЙ ПО ПРИЕМКЕ РАЗЛИЧНОГО СОРТАМЕНТА Ж/Д КОЛЕС
7 АВТОМАТИЗИРОВАННЫХ УЛЬТРАЗВУКОВЫХ

Колесопрокатное производство
RWI-F1/H16/R1/T1/W2
NDT Systems & Services
Минимальный выявляемый дефект
с эквивалентной площадью 0,7
Колесопрокатное производство
RWI-F1/H16/R1/T1/W2
NDT Systems & Services
Минимальный выявляемый дефект
с эквивалентной площадью 0,7

УД ЦКТ-2001
АО «ВМЗ»
Неметаллическое включение
УДЦКМ
АО «НИИ мостов»
Модернизация установки УД ЦКТ-2001 (АО «ВМЗ»)
УД ЦКТ-2001
АО «ВМЗ»
Неметаллическое включение
УДЦКМ
АО «НИИ мостов»
Модернизация установки УД ЦКТ-2001 (АО «ВМЗ»)



 Государственная семейная политика РФ
Государственная семейная политика РФ Основы перспективы
Основы перспективы Кроссворд экономическая география
Кроссворд экономическая география Копия Доклад
Копия Доклад История изучения народного искусства в XX веке
История изучения народного искусства в XX веке Нормативно-правовое регулирование фармацевтической деятельности. Классификация и структура аптечных организаций
Нормативно-правовое регулирование фармацевтической деятельности. Классификация и структура аптечных организаций Архитектура компьютеров
Архитектура компьютеров  Технология Bluetooth – как способ беспроводной передачи информации
Технология Bluetooth – как способ беспроводной передачи информации Предмет и задачи исторической геологии
Предмет и задачи исторической геологии Развитие программирования. Платформа .NET (C#, Лекция 1)
Развитие программирования. Платформа .NET (C#, Лекция 1) Магистерская программа «Учет, аудит и финансовый консалтинг»
Магистерская программа «Учет, аудит и финансовый консалтинг» Презентация "Что такое экономика" - скачать презентации по Экономике
Презентация "Что такое экономика" - скачать презентации по Экономике Классическое наращивание ресниц. Базовый курс
Классическое наращивание ресниц. Базовый курс Формирование здоровьесберегающей среды на уроке. Учитель начальных классов МОУ СОШ №34 города Твери Бушмарина Елена Александро
Формирование здоровьесберегающей среды на уроке. Учитель начальных классов МОУ СОШ №34 города Твери Бушмарина Елена Александро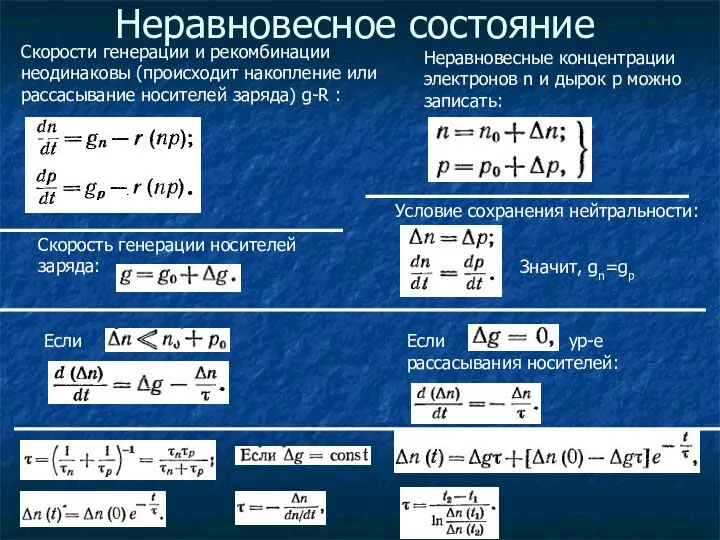 Неравновесное состояние
Неравновесное состояние .8
.8 Тенгрианство. До принятия мировых религий ислама, христианства и буддизма
Тенгрианство. До принятия мировых религий ислама, христианства и буддизма Израиль против террористических группировок
Израиль против террористических группировок Трансформаторы. Назначение и области применения
Трансформаторы. Назначение и области применения EPAM JavaLab. Basic syntax
EPAM JavaLab. Basic syntax Платформа Ардуино
Платформа Ардуино Разрез «Распадский»
Разрез «Распадский» Презентация Таможенные новости
Презентация Таможенные новости Презентация "Сегодня в моде русский стиль" - скачать презентации по МХК
Презентация "Сегодня в моде русский стиль" - скачать презентации по МХК Қазақ әліпбиінің емлесі
Қазақ әліпбиінің емлесі Ліберально-демократична партія України
Ліберально-демократична партія України СНГ и Россия в мировой экономике начала XXI века Дисциплина: Мировая экономика Преподаватель: профессор кафедры МЭО, к.э.н., доцент
СНГ и Россия в мировой экономике начала XXI века Дисциплина: Мировая экономика Преподаватель: профессор кафедры МЭО, к.э.н., доцент  Базы данных Язык запросов SQL. Команда SELECT (продолжение)
Базы данных Язык запросов SQL. Команда SELECT (продолжение)