- Электронные средства для управления производством

Содержание
- 2. ПЛК Промышленный логический контроллер — управляющее устройство, применяемое в промышленности и других отраслях по условию применения
- 3. Первый промышленный контроллер появился в 1969 году в США. Его создание инициировала автомобильная корпорация General Motors
- 4. Современные ПЛК для АСУ ТП Siemens SIMATIC S7-300 ПЛК ОВЕН 150 ПЛК ЭнИ-750
- 5. Типовая структура современной промышленной АСУ ТП
- 6. Разработка модели производственного участка по промышленному выпуску ПЭВМ Цель работы проектирование производственного участка по выпуску ПЭВМ
- 7. Варианты заданий
- 8. Схема сборочного состава ПЭВМ Корпус Материнская плата CD-ROM НЖМД НГМД Блок питания Платы расширения Модули ОЗУ
- 9. Схема сборки изделия Материнская плата 1 3 Процессор 1 12 1 У-во охлаждения 1 12 2
- 10. Временные параметры ТП Такт работы линии r = 0,48 мин Продолжительность смены t = 480 мин
- 11. Функциональное моделирование ТП Временной анализ модели Activity Activity Name Duration Frequency Duration Number (Minutes) x Frequency
- 12. Организация ТП в пространстве Способ организации линии – маршрутизированный конвейер дискретного типа с гибкой логикой Преимущества:
- 13. Обоснование введения операции контроля изделий в термокамере
- 15. Скачать презентацию

ПЛК
Промышленный логический контроллер — управляющее устройство, применяемое в промышленности и других отраслях по условию
ПЛК
Промышленный логический контроллер — управляющее устройство, применяемое в промышленности и других отраслях по условию

Первый промышленный контроллер появился в 1969 году в США. Его создание
Первый промышленный контроллер появился в 1969 году в США. Его создание

Современные ПЛК для АСУ ТП
Siemens
SIMATIC S7-300
ПЛК ОВЕН 150
ПЛК ЭнИ-750
Современные ПЛК для АСУ ТП
Siemens
SIMATIC S7-300
ПЛК ОВЕН 150
ПЛК ЭнИ-750

Типовая структура современной промышленной АСУ ТП
Типовая структура современной промышленной АСУ ТП

Разработка модели
производственного участка по промышленному выпуску ПЭВМ
Цель работы
проектирование производственного участка
Разработка модели
производственного участка по промышленному выпуску ПЭВМ
Цель работы
проектирование производственного участка

Варианты заданий
Варианты заданий

Схема сборочного состава
ПЭВМ
Корпус
Материнская плата
CD-ROM
НЖМД
НГМД
Блок питания
Платы расширения
Модули ОЗУ
Процессор
Устр-во охлаждения
Схема сборочного состава
ПЭВМ
Корпус
Материнская плата
CD-ROM
НЖМД
НГМД
Блок питания
Платы расширения
Модули ОЗУ
Процессор
Устр-во охлаждения

Схема сборки изделия
Материнская плата
1 3
Процессор
1 12
1
У-во охлаждения
1 12
2
Модуль ОЗУ
1 11
3
Платы расширения
1
Схема сборки изделия
Материнская плата
1 3
Процессор
1 12
1
У-во охлаждения
1 12
2
Модуль ОЗУ
1 11
3
Платы расширения
1
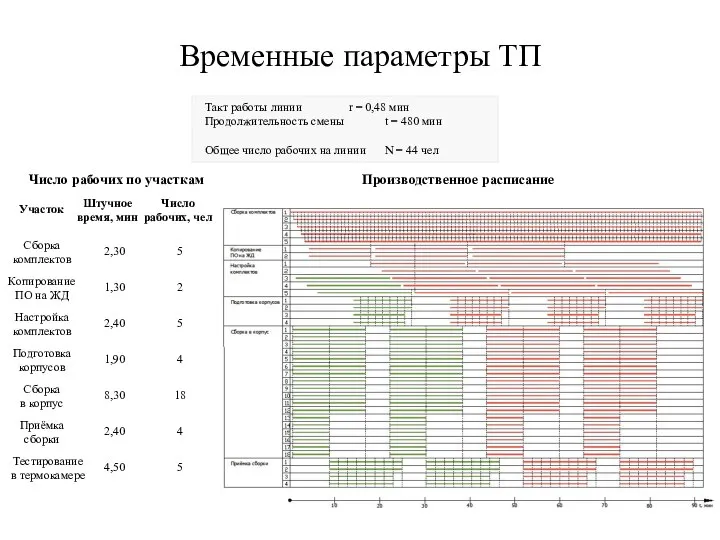
Временные параметры ТП
Такт работы линии r = 0,48 мин
Продолжительность смены t
Временные параметры ТП
Такт работы линии r = 0,48 мин
Продолжительность смены t

Функциональное моделирование ТП
Временной анализ модели
Activity Activity Name Duration Frequency Duration
Number (Minutes)
Функциональное моделирование ТП
Временной анализ модели
Activity Activity Name Duration Frequency Duration
Number (Minutes)

Организация ТП в пространстве
Способ организации линии – маршрутизированный конвейер дискретного типа
Организация ТП в пространстве
Способ организации линии – маршрутизированный конвейер дискретного типа

Обоснование введения операции
контроля изделий в термокамере
Обоснование введения операции
контроля изделий в термокамере
 Дмитрий Кокарев - Российский спортсмен, мастер спорта России по плаванию
Дмитрий Кокарев - Российский спортсмен, мастер спорта России по плаванию «История кредитной карты Урок по теме:
«История кредитной карты Урок по теме: Роль ООН в современном мире. Цели и задачи НАТО. Состав участников. Роль США и Европы в НАТО
Роль ООН в современном мире. Цели и задачи НАТО. Состав участников. Роль США и Европы в НАТО Амвросиев Николаевский Дудин монастырь
Амвросиев Николаевский Дудин монастырь Сущность и признаки судебной экспертизы
Сущность и признаки судебной экспертизы В музеях хранятся картины. Картина-пейзаж. Урок изобразительного искусства 3 класс
В музеях хранятся картины. Картина-пейзаж. Урок изобразительного искусства 3 класс Особенности древнеегипетского канона Автор: Куприна Евгения Владимировна учитель МХК и истории изобразительного искусства МОУ
Особенности древнеегипетского канона Автор: Куприна Евгения Владимировна учитель МХК и истории изобразительного искусства МОУ  Консультация для учителей-логопедов Выполнила: учитель-логопед МКДОУ комбинированного вида д/с №11 «Чебурашка» г.Пласта Гончаре
Консультация для учителей-логопедов Выполнила: учитель-логопед МКДОУ комбинированного вида д/с №11 «Чебурашка» г.Пласта Гончаре Фестиваль «Хороводы России» в период проведения чемпионата мира по футболу 2018
Фестиваль «Хороводы России» в период проведения чемпионата мира по футболу 2018 Тормозная система Lada Priora
Тормозная система Lada Priora Как стать бухгалтером с нуля. Программа вебинара
Как стать бухгалтером с нуля. Программа вебинара Основи формування забезпечуючих стратегій
Основи формування забезпечуючих стратегій Специфика современной антиинфляционной политики Выполнили: Анноярова К., Здота В. ДЭМ-201
Специфика современной антиинфляционной политики Выполнили: Анноярова К., Здота В. ДЭМ-201 Акустика. Защита от шума. Акустическая перегородка. Материал на основе стеклянного штапельного волокна для звукоизоляции
Акустика. Защита от шума. Акустическая перегородка. Материал на основе стеклянного штапельного волокна для звукоизоляции Чайные традиции в Англии и России
Чайные традиции в Англии и России Мотивация и проектирование работ
Мотивация и проектирование работ Право интеллектуальной собственности. Промышленная собственность и разрешение споров
Право интеллектуальной собственности. Промышленная собственность и разрешение споров МІСЦЕ КОНФЛІКТІВ У ЛЮДСЬКОМУ СПІЛКУВАННІ Презентацію зробив: Гарасимів Віктор Вчитель: Осінчук Наталя Василівна
МІСЦЕ КОНФЛІКТІВ У ЛЮДСЬКОМУ СПІЛКУВАННІ Презентацію зробив: Гарасимів Віктор Вчитель: Осінчук Наталя Василівна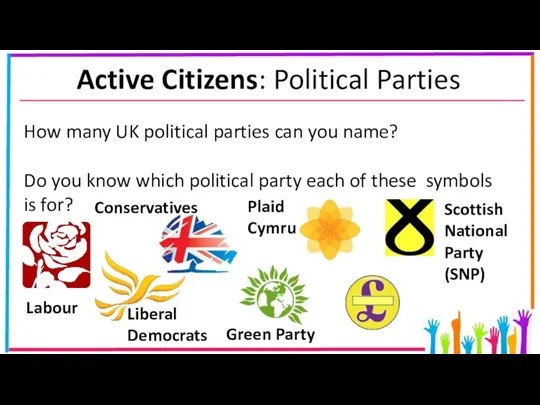 Active Citizens: Political Parties
Active Citizens: Political Parties Административная ответственность за экологические правонарушения Подготовила: Студентка II курса Группы Ю 123-б Простакова Веро
Административная ответственность за экологические правонарушения Подготовила: Студентка II курса Группы Ю 123-б Простакова Веро Монтаж и эксплуатация бурового оборудования. Буровые долота и опорноцентрирующий инструмент. Лекция 2
Монтаж и эксплуатация бурового оборудования. Буровые долота и опорноцентрирующий инструмент. Лекция 2 Яндекс.Директ: Новые возможности для новых условий рынка Николай Шестаков Москва, 26 марта 2009. - презентация
Яндекс.Директ: Новые возможности для новых условий рынка Николай Шестаков Москва, 26 марта 2009. - презентация Кадровая политика ПАО Газпром
Кадровая политика ПАО Газпром Korelacje między systemem politycznym a systemem partyjnym
Korelacje między systemem politycznym a systemem partyjnym Желание невесты. Желания жениха
Желание невесты. Желания жениха Программа ассессмента для многофункционального центра Рузского муниципального района
Программа ассессмента для многофункционального центра Рузского муниципального района Презентация интегрированного урока ИЗО и истории «Мир русской иконы»
Презентация интегрированного урока ИЗО и истории «Мир русской иконы» ДИСЦИПЛИНА: МЕЖДУНАРОДНАЯ ИНВЕСТИЦИОННАЯ ДЕЯТЕЛЬНОСТЬ Тема 1.1. Инвестиционная деятельность в системе международных эконом
ДИСЦИПЛИНА: МЕЖДУНАРОДНАЯ ИНВЕСТИЦИОННАЯ ДЕЯТЕЛЬНОСТЬ Тема 1.1. Инвестиционная деятельность в системе международных эконом