- Формирование колесной пары электровоза ВЛ11

Содержание
- 2. Формирование колесной пары называется процесс ее изготовление из новых элементов.
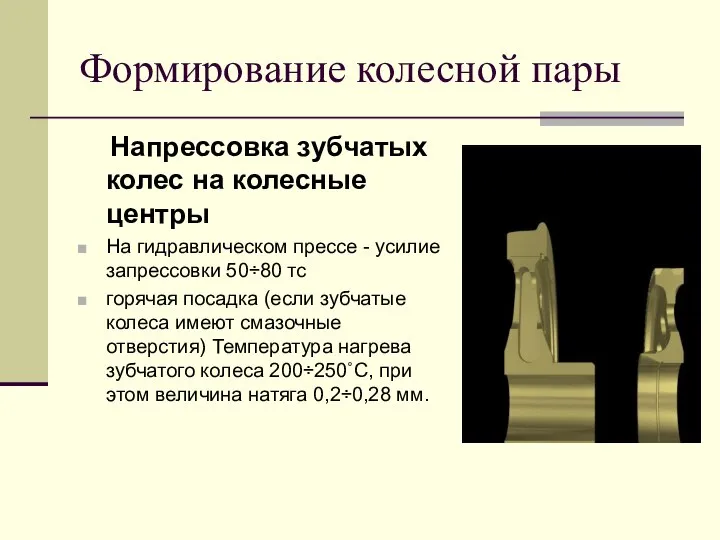
- 3. Формирование колесной пары Напрессовка зубчатых колес на колесные центры На гидравлическом прессе - усилие запрессовки 50÷80
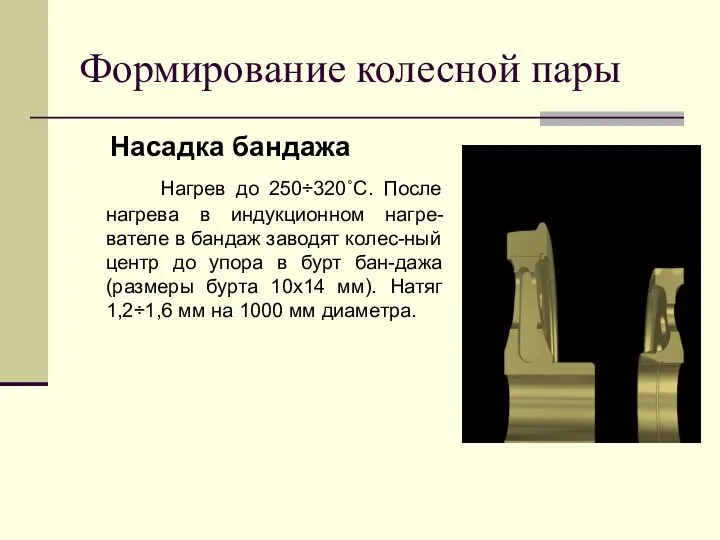
- 4. Формирование колесной пары Насадка бандажа Нагрев до 250÷320˚С. После нагрева в индукционном нагре-вателе в бандаж заводят
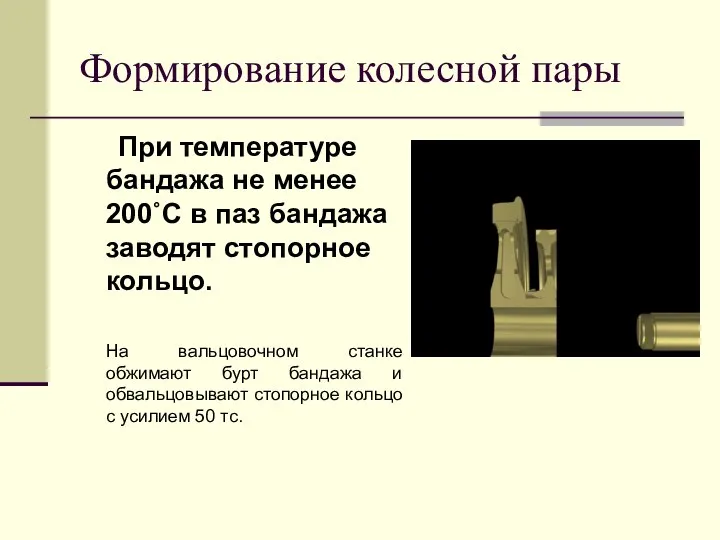
- 5. Формирование колесной пары При температуре бандажа не менее 200˚С в паз бандажа заводят стопорное кольцо. На
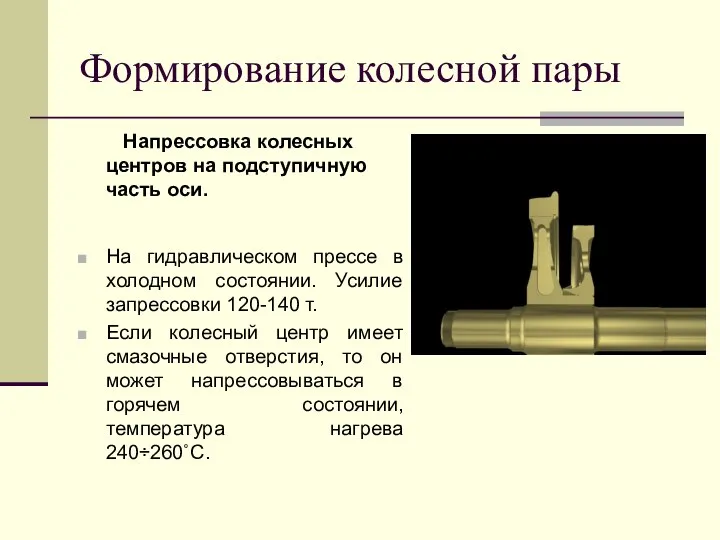
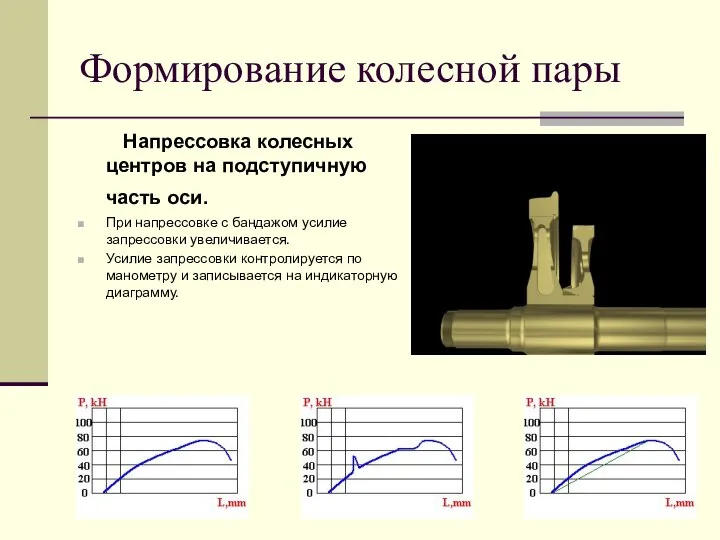
- 6. Формирование колесной пары Напрессовка колесных центров на подступичную часть оси. На гидравлическом прессе в холодном состоянии.
- 7. Формирование колесной пары Напрессовка колесных центров на подступичную часть оси. При напрессовке с бандажом усилие запрессовки
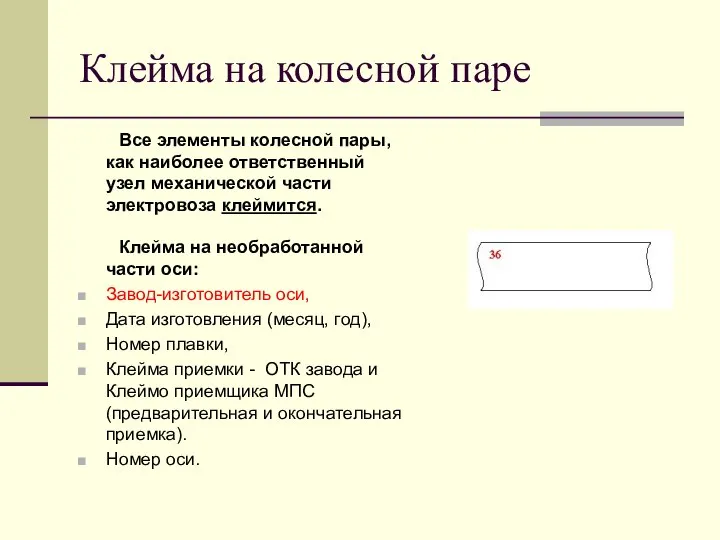
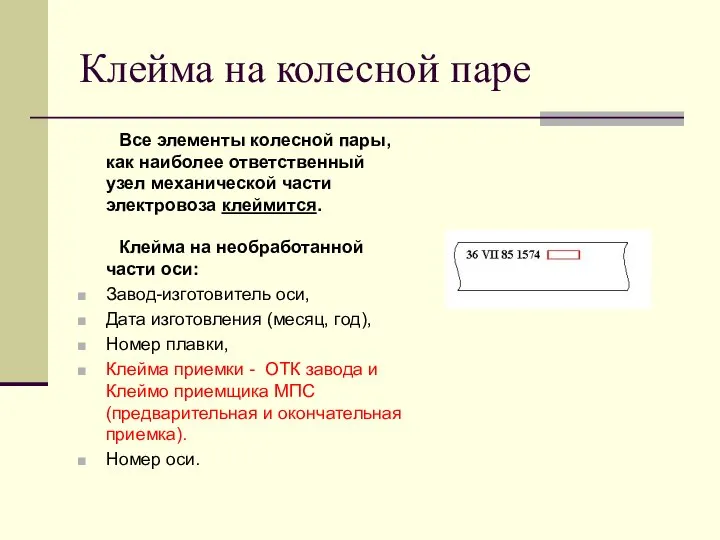
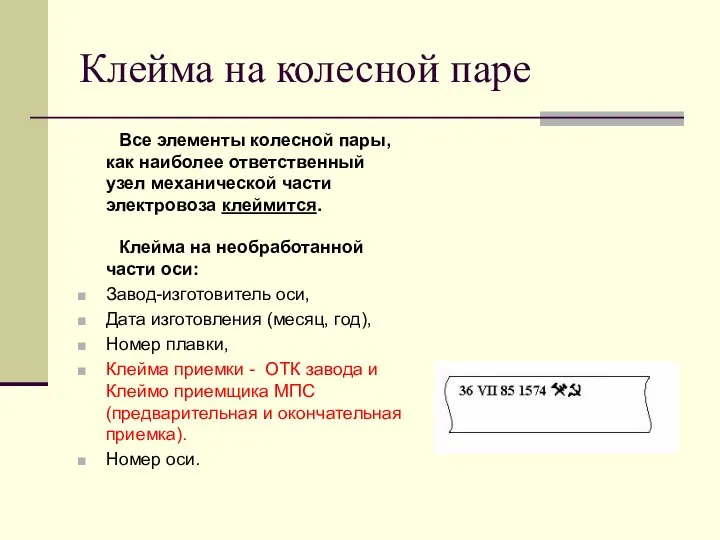
- 8. Клейма на колесной паре Все элементы колесной пары, как наиболее ответственный узел механической части электровоза клеймится.
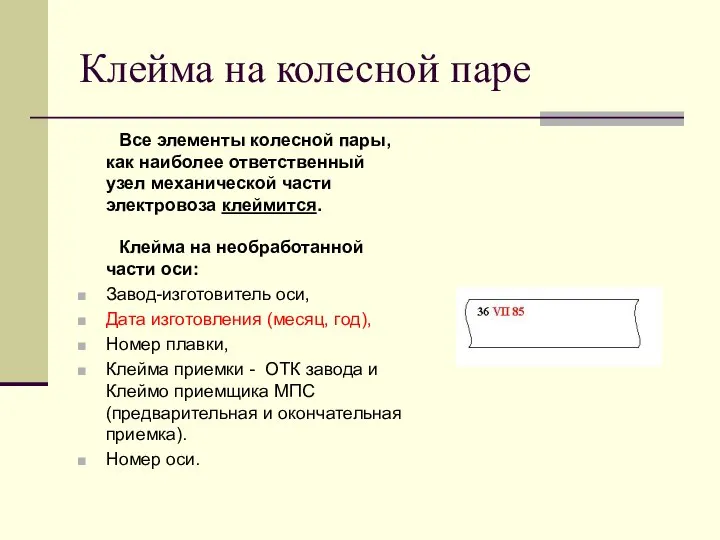
- 9. Клейма на колесной паре Все элементы колесной пары, как наиболее ответственный узел механической части электровоза клеймится.
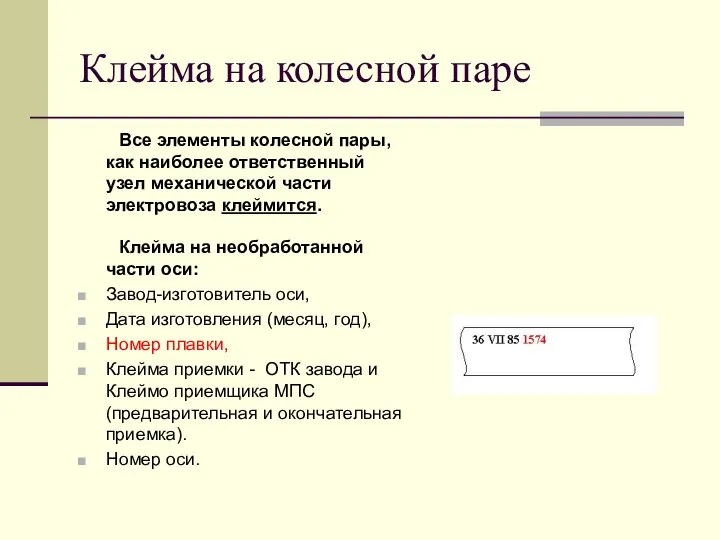
- 10. Клейма на колесной паре Все элементы колесной пары, как наиболее ответственный узел механической части электровоза клеймится.
- 11. Клейма на колесной паре Все элементы колесной пары, как наиболее ответственный узел механической части электровоза клеймится.
- 12. Клейма на колесной паре Все элементы колесной пары, как наиболее ответственный узел механической части электровоза клеймится.
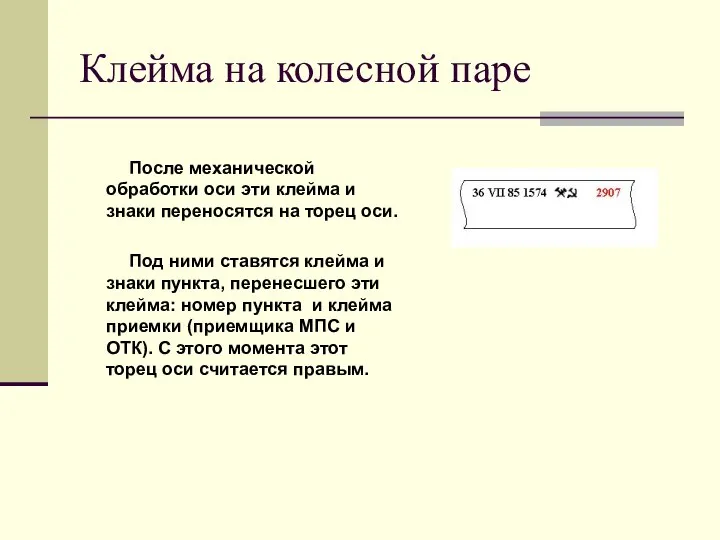
- 13. Клейма на колесной паре После механической обработки оси эти клейма и знаки переносятся на торец оси.
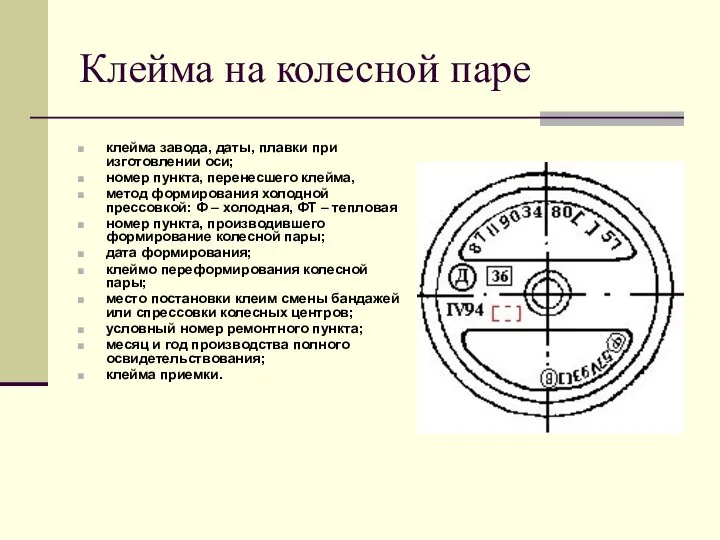
- 14. Клейма на колесной паре клейма завода, даты, плавки при изготовлении оси; номер пункта, перенесшего клейма, метод
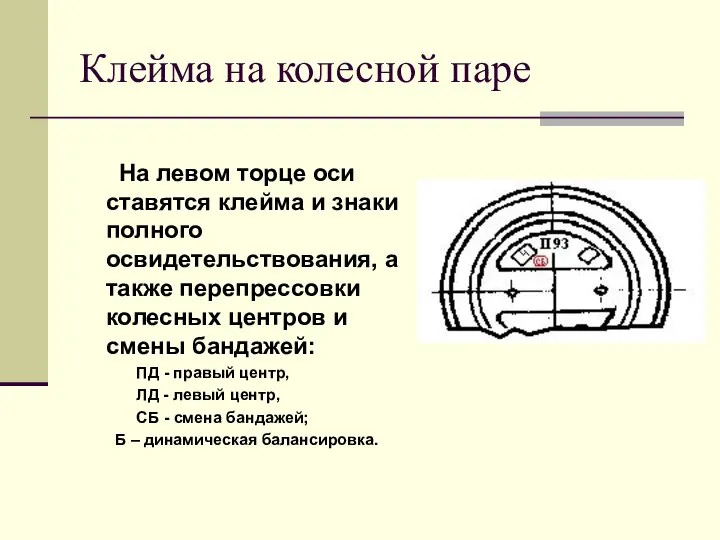
- 15. Клейма на колесной паре На левом торце оси ставятся клейма и знаки полного освидетельствования, а также
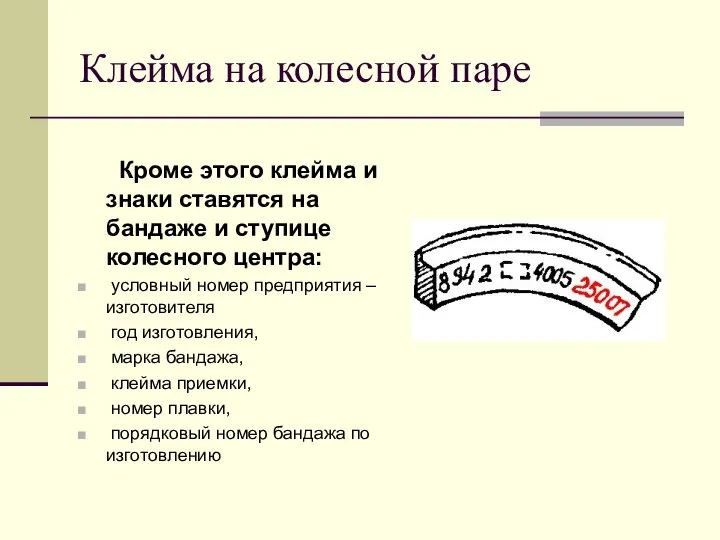
- 16. Клейма на колесной паре Кроме этого клейма и знаки ставятся на бандаже и ступице колесного центра:
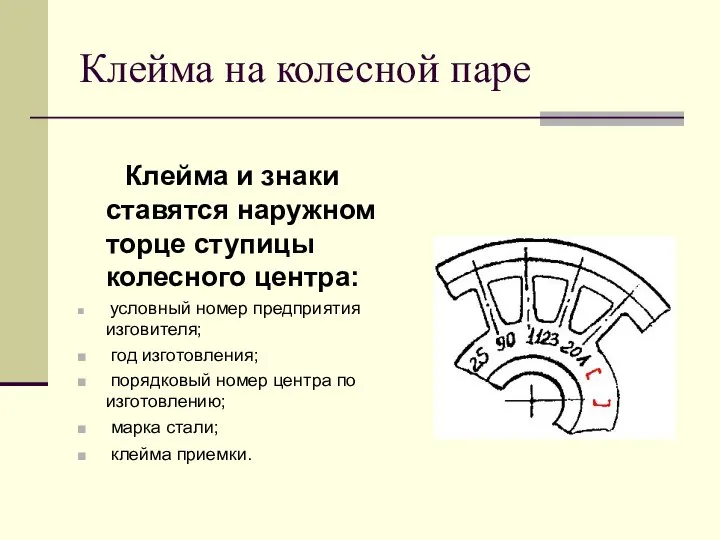
- 17. Клейма на колесной паре Клейма и знаки ставятся наружном торце ступицы колесного центра: условный номер предприятия
- 19. Скачать презентацию

Формирование колесной пары
называется процесс ее изготовление из новых элементов.
Формирование колесной пары
называется процесс ее изготовление из новых элементов.
Формирование колесной пары
Напрессовка зубчатых колес на колесные центры
На гидравлическом
Формирование колесной пары
Напрессовка зубчатых колес на колесные центры
На гидравлическом
Формирование колесной пары
Насадка бандажа
Нагрев до 250÷320˚С. После нагрева
Формирование колесной пары
Насадка бандажа
Нагрев до 250÷320˚С. После нагрева
Формирование колесной пары
При температуре бандажа не менее 200˚С в паз
Формирование колесной пары
При температуре бандажа не менее 200˚С в паз
Формирование колесной пары
Напрессовка колесных центров на подступичную часть оси.
На
Формирование колесной пары
Напрессовка колесных центров на подступичную часть оси.
На
Формирование колесной пары
Напрессовка колесных центров на подступичную часть оси.
При
Формирование колесной пары
Напрессовка колесных центров на подступичную часть оси.
При
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
Все элементы колесной пары, как наиболее ответственный
Клейма на колесной паре
После механической обработки оси эти клейма
Клейма на колесной паре
После механической обработки оси эти клейма
Клейма на колесной паре
клейма завода, даты, плавки при изготовлении оси;
номер
Клейма на колесной паре
клейма завода, даты, плавки при изготовлении оси;
номер
Клейма на колесной паре
На левом торце оси ставятся клейма
Клейма на колесной паре
На левом торце оси ставятся клейма
Клейма на колесной паре
Кроме этого клейма и знаки ставятся
Клейма на колесной паре
Кроме этого клейма и знаки ставятся
Клейма на колесной паре
Клейма и знаки ставятся наружном торце
Клейма на колесной паре
Клейма и знаки ставятся наружном торце
 СМИ как основной институт политической коммуникации. Проблема независимости СМИ
СМИ как основной институт политической коммуникации. Проблема независимости СМИ The second of February, Thursday
The second of February, Thursday  КНР
КНР Анализ конкурентоспособности и кредитоспособности организации
Анализ конкурентоспособности и кредитоспособности организации  Либералы, консерваторы, социалисты: какими должно быть общество и государство
Либералы, консерваторы, социалисты: какими должно быть общество и государство . Клеточное строение листа
. Клеточное строение листа Кафедра промышленной электроники
Кафедра промышленной электроники Қазақ фольклорының зерттелу тарихы
Қазақ фольклорының зерттелу тарихы История музея
История музея Непрерывные случайные величины: законы распределения, числовые характеристики
Непрерывные случайные величины: законы распределения, числовые характеристики  Политическая система США
Политическая система США Подвеска колес автомобиля
Подвеска колес автомобиля Влияние питания
Влияние питания Le Sénégal - la culture, le sport, les fêtes traditionnelles
Le Sénégal - la culture, le sport, les fêtes traditionnelles Комплексы с 5-ю 6-ю электронными лигандами
Комплексы с 5-ю 6-ю электронными лигандами  ЭЛЕКТРОННОЕ ПОСОБИЕ
ЭЛЕКТРОННОЕ ПОСОБИЕ  Interactive map of London
Interactive map of London Рационализация размещения товара на складе на примере предприятия ООО «Гекса – нетканые материалы»
Рационализация размещения товара на складе на примере предприятия ООО «Гекса – нетканые материалы» Основные положения о военно-техническом сотрудничестве РФ с иностранными государствами
Основные положения о военно-техническом сотрудничестве РФ с иностранными государствами Посуда у тебя дома Урок №3
Посуда у тебя дома Урок №3  Коэффициент преступности
Коэффициент преступности Основні функції мови як суспільного явища
Основні функції мови як суспільного явища Закрепление внетабличного умножения и деления
Закрепление внетабличного умножения и деления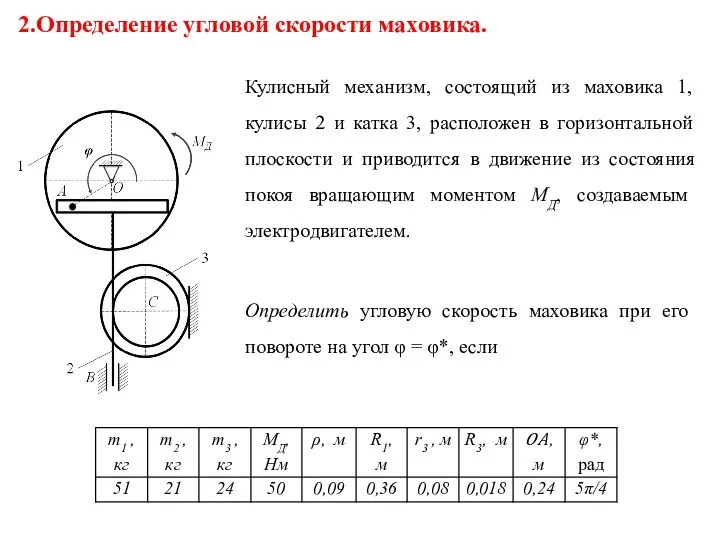 Определение угловой скорости маховика
Определение угловой скорости маховика World tour. Do you know any famous places? тест
World tour. Do you know any famous places? тест Виды спортивного туризма, формируемые на индивидуальной основе
Виды спортивного туризма, формируемые на индивидуальной основе Men’s fashion
Men’s fashion Презентация на тему "Мастер класс учителя начальных классов" - скачать презентации по Педагогике
Презентация на тему "Мастер класс учителя начальных классов" - скачать презентации по Педагогике