- ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ И СПЛАВЫ

Содержание
- 2. Технологические свойства. Обрабатываемость резанием. Улучшают обрабатываемость резанием легирующие элементы хром, вольфрам, ванадий. Шлифуемость. Чистота поверхности при
- 3. Углеродистые инструментальные стали. Маркируются У7, У7А…У13, У13А. Буква означает «углеродистая», цифра–содержание углерода у десятых долях процента.
- 4. Быстрорежущие стали Быстрорежущие стали содержат 0,7-1,5%С и до 18% W (основной легирующий элемент). В марке Р6М5
- 5. Стали для штампов холодного деформирования. Стали для инструментов этой группы должны обладать высокой износостойкостью (поверхностной твердостью),
- 6. Стали для штампов горячего деформирования. Кроме перечисленных свойств эти стали должны обладать еще и повышенной жаропрочностью
- 8. Скачать презентацию

Технологические свойства.
Обрабатываемость резанием. Улучшают обрабатываемость резанием легирующие элементы хром, вольфрам, ванадий.
Шлифуемость.
Технологические свойства.
Обрабатываемость резанием. Улучшают обрабатываемость резанием легирующие элементы хром, вольфрам, ванадий.
Шлифуемость.

Углеродистые инструментальные стали.
Маркируются У7, У7А…У13, У13А. Буква означает «углеродистая», цифра–содержание
Углеродистые инструментальные стали.
Маркируются У7, У7А…У13, У13А. Буква означает «углеродистая», цифра–содержание
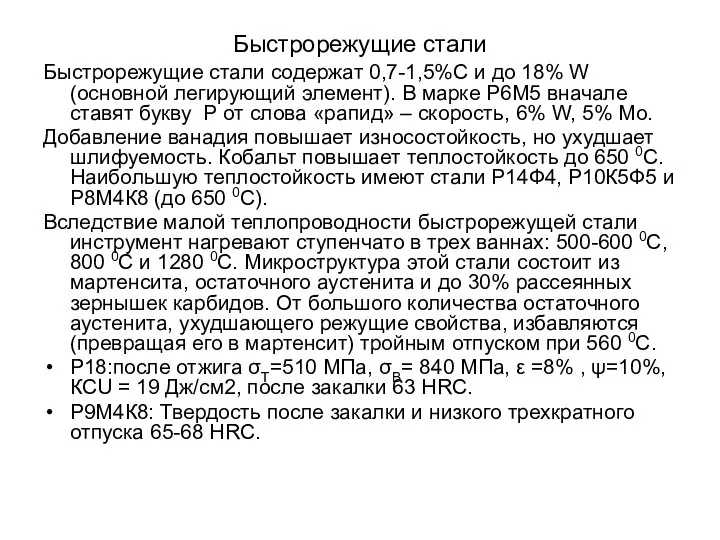
Быстрорежущие стали
Быстрорежущие стали содержат 0,7-1,5%С и до 18% W (основной
Быстрорежущие стали
Быстрорежущие стали содержат 0,7-1,5%С и до 18% W (основной
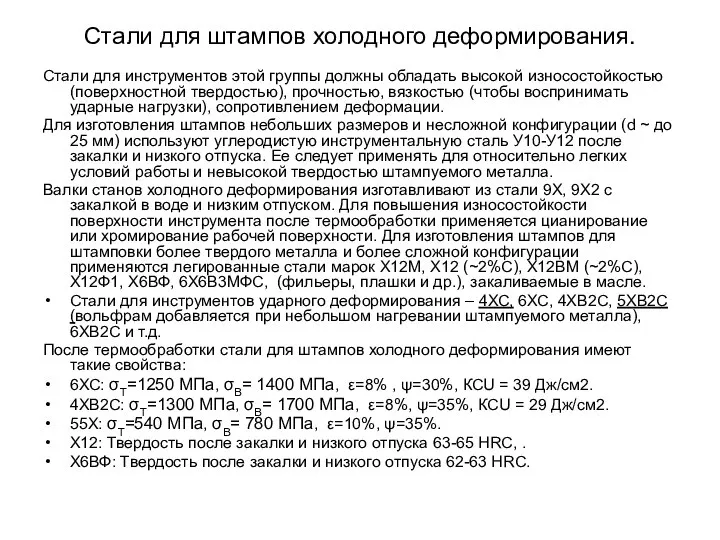
Стали для штампов холодного деформирования.
Стали для инструментов этой группы должны обладать
Стали для штампов холодного деформирования.
Стали для инструментов этой группы должны обладать

Стали для штампов горячего деформирования.
Кроме перечисленных свойств эти стали должны обладать
Стали для штампов горячего деформирования.
Кроме перечисленных свойств эти стали должны обладать
 Методы социолингвистики
Методы социолингвистики П 4
П 4 Метаболизм
Метаболизм  История Нового года
История Нового года 1090017
1090017 Тур «З вірою в серці, з богом у душі». Паломницька подорож
Тур «З вірою в серці, з богом у душі». Паломницька подорож Средство передвижения веломобиль
Средство передвижения веломобиль Волновые процессы
Волновые процессы  Презентация Принципы построения сценария тренинга
Презентация Принципы построения сценария тренинга Управление финансами на предприятии
Управление финансами на предприятии «В игре детей есть часто смысл глубокий» Не зная прошлого, нельзя понять настоящего, нельзя ме
«В игре детей есть часто смысл глубокий» Не зная прошлого, нельзя понять настоящего, нельзя ме Жұдырықшалы механизмдердің кинематикалық анализі
Жұдырықшалы механизмдердің кинематикалық анализі Роликовые сварочные стенды
Роликовые сварочные стенды 7 класс.
7 класс. Деннис Ритчи
Деннис Ритчи Дифференцируемая функция. Производная. Дифференциал.
Дифференцируемая функция. Производная. Дифференциал. Технология оперативного температурно-прочностного контроля бетона при выдерживании конструкций при отрицательных температурах
Технология оперативного температурно-прочностного контроля бетона при выдерживании конструкций при отрицательных температурах CAN2GQ
CAN2GQ Тема: Редкие животные, занесенные в красную книгу. Исполнитель: Прудникова Александра, ученица 3б класса МОУ СОШ № 31 Г. Новочерка
Тема: Редкие животные, занесенные в красную книгу. Исполнитель: Прудникова Александра, ученица 3б класса МОУ СОШ № 31 Г. Новочерка ГТО в детский сад. Возрождение традиций!
ГТО в детский сад. Возрождение традиций! Художественные материалы. 6 класс
Художественные материалы. 6 класс Виды перспективы в изобразительном искусстве Выполнил: Шехирев Сергей Учащийся 9 класса Руководитель: Быкова Е.В., кандидат ис
Виды перспективы в изобразительном искусстве Выполнил: Шехирев Сергей Учащийся 9 класса Руководитель: Быкова Е.В., кандидат ис Требования к лабораторной работе по программированию
Требования к лабораторной работе по программированию Социально-психологическая работа с одаренными детьми Педагог-психолог Слезкин Р.Ю.
Социально-психологическая работа с одаренными детьми Педагог-психолог Слезкин Р.Ю. Программирование на языке Pascal
Программирование на языке Pascal Ксенофобия — «боязнь незнакомцев», «боязнь иностранцев»
Ксенофобия — «боязнь незнакомцев», «боязнь иностранцев» Анализ внешней и внутренней среды предприятия
Анализ внешней и внутренней среды предприятия Права и свободы человека и гражданина РФ
Права и свободы человека и гражданина РФ