- Износостойкие покрытия режущих инструментов

Содержание
- 2. Для повышения работоспособности и увеличения производительности применяют износостойкие покрытия режущих инструментов. Износостойкие покрытия позволяют уменьшить трение
- 3. Основные группы износостойких покрытий Покрытия, получаемые по методу химического осаждения покрытий (ХОП, CVD). Покрытия, получаемые по
- 4. Покрытия CVD Метод CVD широко используется для нанесения покрытий на твердые сплавы, в частности, на твердосплавные
- 6. Современные твердосплавные СМП часто имеют на передней поверхности два слоя покрытия, а на задней поверхности –
- 8. Дальнейшее развитие CVD-покрытий направлено по созданию в слое оксида алюминия упорядоченной кристаллической структуры с кристаллами одинаковой
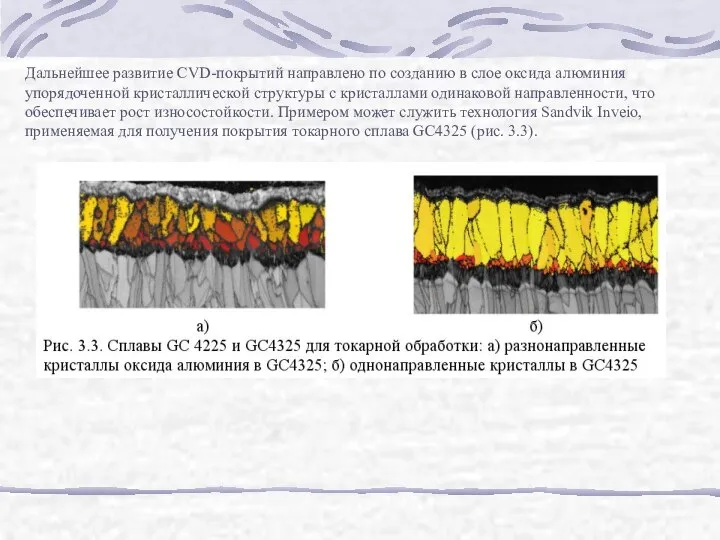
- 9. Современные твердые сплавы с CVD-покрытиями разрабатываются как единая система применительно к конкретному виду обработки. В частности,
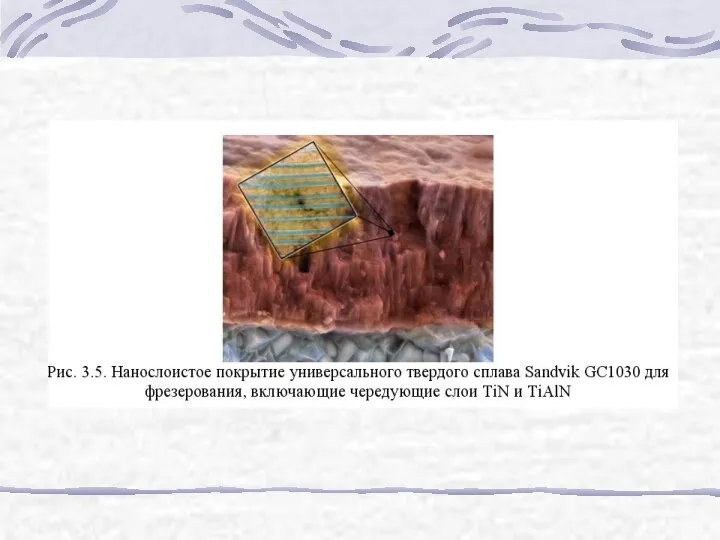
- 10. Покрытия PVD Метод PVD имеет следующие основные преимущества по сравнению с CVD: низкая температура нанесения, позволяющая
- 12. Кроме покрытия TiAlN используются и другие материалы. В частности, наибольшей твердостью и, соответственно, способностью обрабатывать закаленные
- 13. Алмазоподобные и алмазные покрытия Алмазоподобные покрытия. Кроме технологий CVD и PVD используются комбинированные технологии получения покрытий.
- 14. Переточка инструментов с покрытием Твердосплавные СМП с покрытиями переточке не подлежат как в силу изменения размеров
- 16. Скачать презентацию
Для повышения работоспособности и увеличения производительности применяют износостойкие покрытия режущих инструментов.
Износостойкие
Для повышения работоспособности и увеличения производительности применяют износостойкие покрытия режущих инструментов.
Износостойкие
Основные группы износостойких покрытий
Покрытия, получаемые по методу химического осаждения покрытий (ХОП,
Основные группы износостойких покрытий
Покрытия, получаемые по методу химического осаждения покрытий (ХОП,
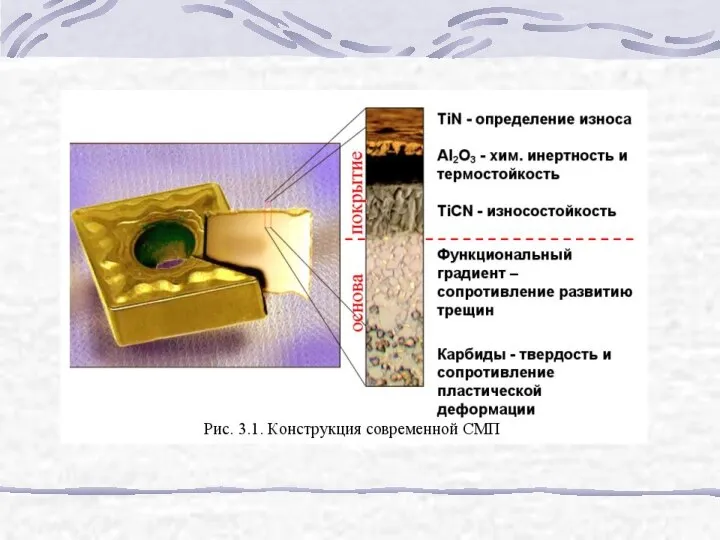
Покрытия CVD
Метод CVD широко используется для нанесения покрытий на твердые сплавы,
Покрытия CVD
Метод CVD широко используется для нанесения покрытий на твердые сплавы,
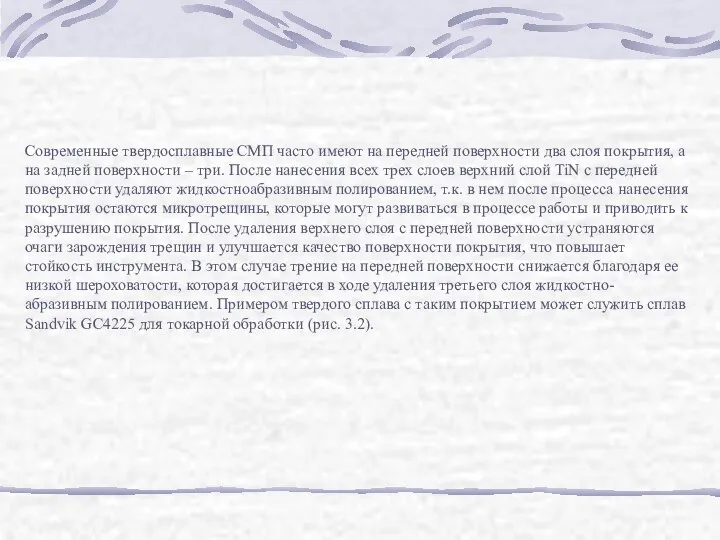
Современные твердосплавные СМП часто имеют на передней поверхности два слоя покрытия,
Современные твердосплавные СМП часто имеют на передней поверхности два слоя покрытия,
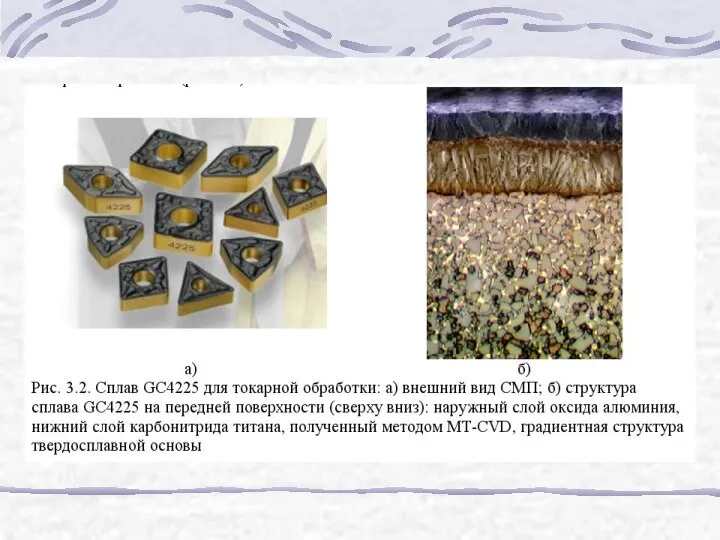
Дальнейшее развитие CVD-покрытий направлено по созданию в слое оксида алюминия упорядоченной
Дальнейшее развитие CVD-покрытий направлено по созданию в слое оксида алюминия упорядоченной
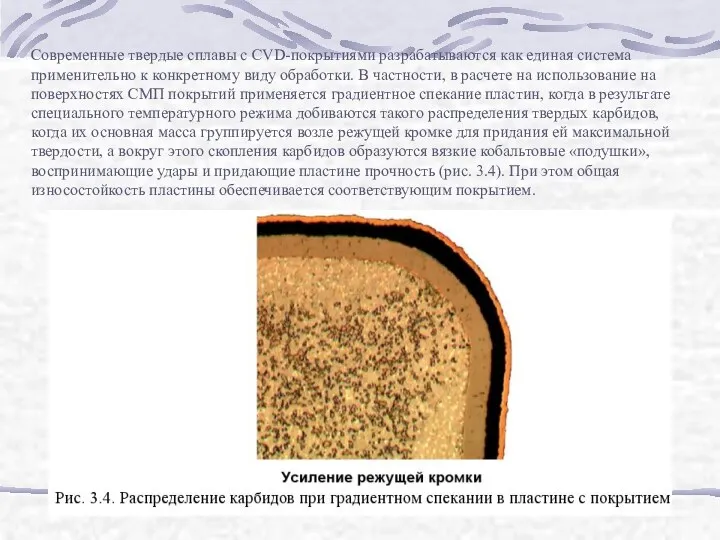
Современные твердые сплавы с CVD-покрытиями разрабатываются как единая система применительно к
Современные твердые сплавы с CVD-покрытиями разрабатываются как единая система применительно к
Покрытия PVD
Метод PVD имеет следующие основные преимущества по сравнению с CVD:
Покрытия PVD
Метод PVD имеет следующие основные преимущества по сравнению с CVD:

Кроме покрытия TiAlN используются и другие материалы. В частности, наибольшей твердостью
Кроме покрытия TiAlN используются и другие материалы. В частности, наибольшей твердостью
Алмазоподобные и алмазные покрытия
Алмазоподобные покрытия. Кроме технологий CVD и PVD используются
Алмазоподобные и алмазные покрытия
Алмазоподобные покрытия. Кроме технологий CVD и PVD используются
Переточка инструментов с покрытием
Твердосплавные СМП с покрытиями переточке не подлежат как
Переточка инструментов с покрытием
Твердосплавные СМП с покрытиями переточке не подлежат как
 Теневая экономика в современных условиях. Выполнила: Учащаяся экономического факультета Гринева Наталия группы Э091
Теневая экономика в современных условиях. Выполнила: Учащаяся экономического факультета Гринева Наталия группы Э091 Мехатронные системы в различных сферах производственной деятельности
Мехатронные системы в различных сферах производственной деятельности Методология исследований в менеджменте и маркетинге
Методология исследований в менеджменте и маркетинге Презентация "Теория спроса и предложения. Равновесие на рынке" - скачать презентации по Экономике
Презентация "Теория спроса и предложения. Равновесие на рынке" - скачать презентации по Экономике Молодежное открытое правительство
Молодежное открытое правительство 79842
79842 Мотивация учения и ее формирование у учащихся начальной школы. ДЕНИСОВА В.А.
Мотивация учения и ее формирование у учащихся начальной школы. ДЕНИСОВА В.А.  Башкиры. Народы Поволжья
Башкиры. Народы Поволжья Программирование на языке ассемблер
Программирование на языке ассемблер Масленица
Масленица Диагностика систем управления
Диагностика систем управления Великий Леонардо да Винчи
Великий Леонардо да Винчи Оперативный ток
Оперативный ток Проектирование здания учебно-тренажерного комплекса Саратовского подразделения Приволжского УЦПК
Проектирование здания учебно-тренажерного комплекса Саратовского подразделения Приволжского УЦПК Оценка сложности алгоритмов
Оценка сложности алгоритмов Презентация Товары к которым применяются запреты или ограничения на ввоз или вывоз
Презентация Товары к которым применяются запреты или ограничения на ввоз или вывоз Нуклеофильное замещение у винильного атома углерода
Нуклеофильное замещение у винильного атома углерода
 СТУПЕНЬКИ К ШКОЛЕ ПСИХОЛОГО-ПЕДАГОГИЧЕСКАЯ ГОТОВНОСТЬ РЕБЕНКА К ШКОЛЕ
СТУПЕНЬКИ К ШКОЛЕ ПСИХОЛОГО-ПЕДАГОГИЧЕСКАЯ ГОТОВНОСТЬ РЕБЕНКА К ШКОЛЕ Новый год в Китае
Новый год в Китае Диаграмма классов UML. The Unified Modeling Language
Диаграмма классов UML. The Unified Modeling Language Организация и проведение криминологического исследования
Организация и проведение криминологического исследования Обычаи, обряды и традиции русского народа
Обычаи, обряды и традиции русского народа Есептеуіш жүйенің даму тарихы
Есептеуіш жүйенің даму тарихы Қылмыстық кодекс
Қылмыстық кодекс Вина во Франции
Вина во Франции  Мезенская роспись - презентация_
Мезенская роспись - презентация_ Презентация Основы таможенного дела
Презентация Основы таможенного дела Никола́й Ива́нович Лобаче́вский (1793-1856) - русский математик, создатель неевклидовой геометрии
Никола́й Ива́нович Лобаче́вский (1793-1856) - русский математик, создатель неевклидовой геометрии