- Металлизация УБИС

Содержание
- 2. Данные о корреляции количества уровней металлизации СБИС с годом их выпуска в мире
- 3. Можно выделить шесть основных элементов многоуровневой металлизации СБИС: контактная система металлизации; проводниковые межсоединения; слои межуровневого диэлектрика;
- 5. Контактная система металлизации представляет собой омические и выпрямляющие контакты к кремнию. Проводниковые межсоединения – это проводники
- 6. Алюминий, как контактный материал и материал межсоединений обладает целым рядом ценных свойств, среди которых можно выделить:
- 7. Недостатки алюминия определяются в основном характером его физико-химического взаимодействия с кремнием. Основные из них: активное взаимодействие
- 8. Система Al-Si имеет диаграмму фазовых равновесий эвтектического типа. Al практически не растворяется в Si, в то
- 9. Схема растворения кремния алюминиевой пленкой: заполнение твердым раствором кремния в алюминии пустот, где растворился кремний, в
- 10. Технология изготовления межсоединений биполярных транзисторов с «полным» эмиттером: а) – после ионной имплантации; б) – после
- 11. Основные требования к системе металлизации определяются по следующим параметрам: удельное контактное сопротивление контакта к p+ и
- 12. Слои многослойной системы металлизации можно классифицировать на: основные, которые определяют теплоэлектрическое функционирование ИС в процессе эксплуатации,
- 13. Контактный слой (КС) – первый по отношению к полупроводнику, кремнию, слой, являющийся наиболее ответственным элементом системы
- 14. По характеру физико-химического взаимодействия с кремнием металлы делятся на две категории: металлы, образующие с кремнием эвтектическую
- 15. Проводящий слой (ПС) (по-другому, коммутирующая разводка или межсоединения) – последний по отношению к активной области полупроводникового
- 16. Диффузионно-барьерный слой (ДБС) – промежуточный слой между КС и ПС, назначение которого состоит в предотвращении какого-либо
- 17. Слой межуровневого диэлектрика (СМУД) – слой, который расположен между проводящими слоями, и назначение которого состоит в
- 18. К вспомогательным технологическим слоям (ВТС) можно отнести раскисляющий, адгезионный, антиотражающий и другие слои. В технологическом процессе
- 19. Назначение адгезионного слоя (АС) – обеспечение высокой адгезии, т.е. сцепления металлических слоев с диэлектрическими поверхностями (SiO2,
- 20. Раскисляющий слой (РС) – это тонкий слой химически активного по отношению к кислороду металла (Ti, Zr,
- 21. Антиотражающий слой (АОС) – слой с низким коэффициентом отражения, что необходимо на операции фотолитографии при совмещении
- 22. Стоп-слой – тонкий слой, который необходим для остановки процесса сухого травления. Например, этот слой нужен при
- 23. Структура многослойной металлизации с проводящим слоем на основе алюминия.
- 24. Образование пустот при формировании проводящего слоя методом физического осаждения из газовой фазы.
- 25. Схема формирования многоуровневой, многослойной системы металлизации с межсоединениями на основе алюминия.
- 26. Многослойная многоуровневая система металлизации с межсоединениями на основе алюминия применялась в субмикронных технологиях кремниевых ИС до
- 27. Многослойная многоуровневая система металлизации с медными межсоединениями. Главные преимущества меди как материала межсоединений перед алюминием –
- 28. Недостатки меди, как материала металлизации: Медь является опасной примесью для кремниевой технологии, т.к. является в кремнии
- 30. Скачать презентацию
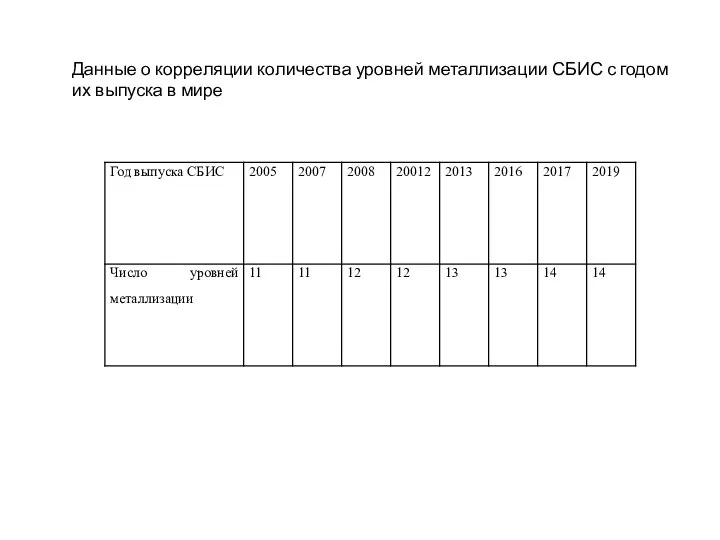
Данные о корреляции количества уровней металлизации СБИС с годом их выпуска
Данные о корреляции количества уровней металлизации СБИС с годом их выпуска
Можно выделить шесть основных элементов многоуровневой металлизации СБИС:
контактная система металлизации;
проводниковые межсоединения;
слои
Можно выделить шесть основных элементов многоуровневой металлизации СБИС:
контактная система металлизации;
проводниковые межсоединения;
слои

Контактная система металлизации представляет собой омические и выпрямляющие контакты к кремнию.
Проводниковые
Контактная система металлизации представляет собой омические и выпрямляющие контакты к кремнию.
Проводниковые
Алюминий, как контактный материал и материал межсоединений обладает целым рядом ценных
Алюминий, как контактный материал и материал межсоединений обладает целым рядом ценных
Недостатки алюминия определяются в основном характером его физико-химического взаимодействия с кремнием.
Основные
Недостатки алюминия определяются в основном характером его физико-химического взаимодействия с кремнием.
Основные

Система Al-Si имеет диаграмму фазовых равновесий эвтектического типа. Al практически не
Система Al-Si имеет диаграмму фазовых равновесий эвтектического типа. Al практически не

Схема растворения кремния алюминиевой пленкой: заполнение твердым раствором кремния в алюминии
Схема растворения кремния алюминиевой пленкой: заполнение твердым раствором кремния в алюминии
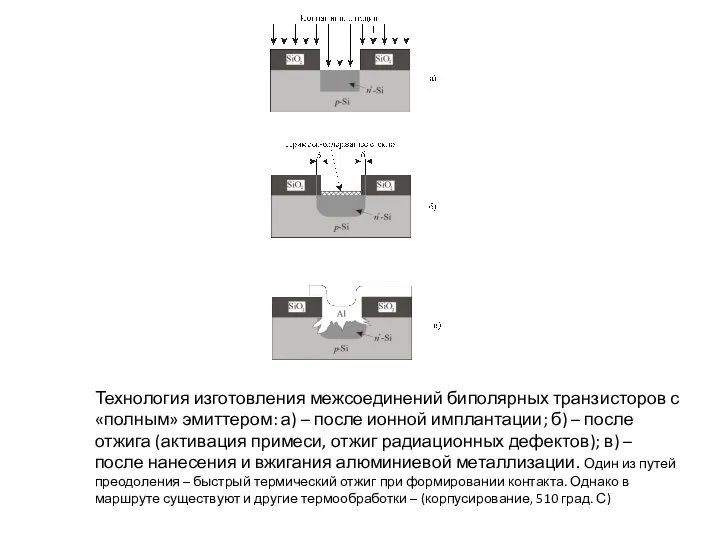
Технология изготовления межсоединений биполярных транзисторов с «полным» эмиттером: а) – после
Технология изготовления межсоединений биполярных транзисторов с «полным» эмиттером: а) – после
Основные требования к системе металлизации определяются по следующим параметрам:
удельное контактное сопротивление
Основные требования к системе металлизации определяются по следующим параметрам:
удельное контактное сопротивление
Слои многослойной системы металлизации можно классифицировать на: основные, которые определяют теплоэлектрическое
Слои многослойной системы металлизации можно классифицировать на: основные, которые определяют теплоэлектрическое
Контактный слой (КС) – первый по отношению к полупроводнику, кремнию, слой,
Контактный слой (КС) – первый по отношению к полупроводнику, кремнию, слой,

По характеру физико-химического взаимодействия с кремнием металлы делятся на две категории:
По характеру физико-химического взаимодействия с кремнием металлы делятся на две категории:
Проводящий слой (ПС) (по-другому, коммутирующая разводка или межсоединения) – последний по
Проводящий слой (ПС) (по-другому, коммутирующая разводка или межсоединения) – последний по

Диффузионно-барьерный слой (ДБС) – промежуточный слой между КС и ПС, назначение
Диффузионно-барьерный слой (ДБС) – промежуточный слой между КС и ПС, назначение
Слой межуровневого диэлектрика (СМУД) – слой, который расположен между проводящими слоями,
Слой межуровневого диэлектрика (СМУД) – слой, который расположен между проводящими слоями,
К вспомогательным технологическим слоям (ВТС) можно отнести раскисляющий, адгезионный, антиотражающий и
К вспомогательным технологическим слоям (ВТС) можно отнести раскисляющий, адгезионный, антиотражающий и
Назначение адгезионного слоя (АС) – обеспечение высокой адгезии, т.е. сцепления металлических
Назначение адгезионного слоя (АС) – обеспечение высокой адгезии, т.е. сцепления металлических
Раскисляющий слой (РС) – это тонкий слой химически активного по отношению
Раскисляющий слой (РС) – это тонкий слой химически активного по отношению
Антиотражающий слой (АОС) – слой с низким коэффициентом отражения, что необходимо
Антиотражающий слой (АОС) – слой с низким коэффициентом отражения, что необходимо
Стоп-слой – тонкий слой, который необходим для остановки процесса сухого травления.
Стоп-слой – тонкий слой, который необходим для остановки процесса сухого травления.

Структура многослойной металлизации с проводящим слоем на основе алюминия.
Структура многослойной металлизации с проводящим слоем на основе алюминия.

Образование пустот при формировании проводящего слоя методом физического осаждения из газовой
Образование пустот при формировании проводящего слоя методом физического осаждения из газовой
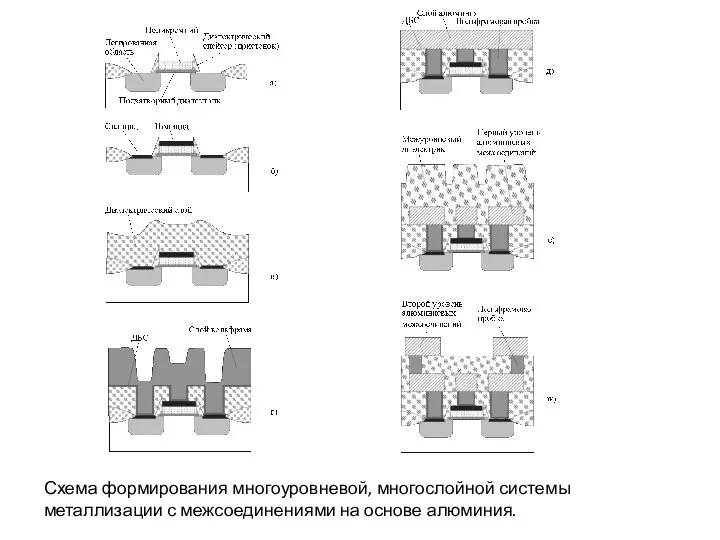
Схема формирования многоуровневой, многослойной системы металлизации с межсоединениями на основе алюминия.
Схема формирования многоуровневой, многослойной системы металлизации с межсоединениями на основе алюминия.
Многослойная многоуровневая система металлизации с межсоединениями на основе алюминия применялась в
Многослойная многоуровневая система металлизации с межсоединениями на основе алюминия применялась в

Многослойная многоуровневая система металлизации
с медными межсоединениями.
Главные преимущества меди как материала
Многослойная многоуровневая система металлизации
с медными межсоединениями.
Главные преимущества меди как материала
Недостатки меди, как материала металлизации: Медь является опасной примесью для кремниевой
Недостатки меди, как материала металлизации: Медь является опасной примесью для кремниевой
 Анализ данных
Анализ данных  Процессоры от 1-го поколения до последнего
Процессоры от 1-го поколения до последнего 4. Java OOP. 6. Inner Classes
4. Java OOP. 6. Inner Classes Разработка метода и программного модуля управления шестизвенным манипулятором на основе геометрического подхода
Разработка метода и программного модуля управления шестизвенным манипулятором на основе геометрического подхода Sports in Russia
Sports in Russia «В ногу» со временем! Компания «SMART photographer». Инстамат
«В ногу» со временем! Компания «SMART photographer». Инстамат Презентация Экспертиза рыбных консервов
Презентация Экспертиза рыбных консервов Информационная модель ЛДП
Информационная модель ЛДП Анемия
Анемия Программирование алгоритмов обработки сложных данных
Программирование алгоритмов обработки сложных данных Гарантии законности и правопорядка в современном обществе Работу подготовили студентки 2 курса ФТД гр.1309 Михайлова Анастасия и Х
Гарантии законности и правопорядка в современном обществе Работу подготовили студентки 2 курса ФТД гр.1309 Михайлова Анастасия и Х Система отраслевого или корпоративного нормирования
Система отраслевого или корпоративного нормирования Русские прялки
Русские прялки Буквы Зз - Сс - презентация для начальной школы
Буквы Зз - Сс - презентация для начальной школы «Решение задач с помощью пропорций» - презентация по Алгебре
«Решение задач с помощью пропорций» - презентация по Алгебре Базисные условия поставки товаров – это общепризнанные международные торговые обычаи, соответствующие содержанию и характер
Базисные условия поставки товаров – это общепризнанные международные торговые обычаи, соответствующие содержанию и характер Анализ результатов ГИА по истории и методические рекомендации для учителей
Анализ результатов ГИА по истории и методические рекомендации для учителей Физиологические основы оптимизации спортивной тренировки
Физиологические основы оптимизации спортивной тренировки Интеллектуальная собственность Объекты патентного права (технические решения). Лекция 8
Интеллектуальная собственность Объекты патентного права (технические решения). Лекция 8 Виникнення козацтва
Виникнення козацтва Классический деловой стиль
Классический деловой стиль Модуль 5 Биполярное расстройство и тревожное/паническое расстройство
Модуль 5 Биполярное расстройство и тревожное/паническое расстройство  Органы государственной власти РФ: президент
Органы государственной власти РФ: президент  Домашняя утварь в крестьянском доме
Домашняя утварь в крестьянском доме Способы передачи данных
Способы передачи данных Высшее образование в России 2
Высшее образование в России 2  Придумать или найти
Придумать или найти Страхование рисков
Страхование рисков