- Неразъемные соединения

Содержание
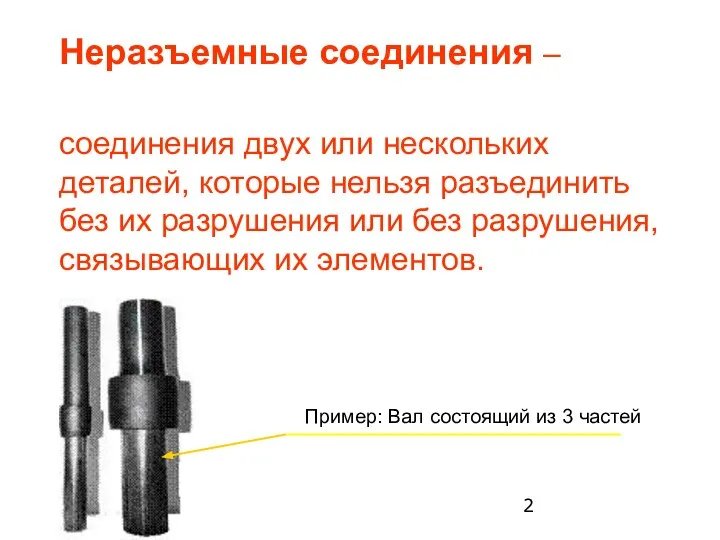
- 2. Неразъемные соединения – соединения двух или нескольких деталей, которые нельзя разъединить без их разрушения или без
- 3. Неразъемное соединение в общем сборочном чертеже штрихуется как монолит, с проведением линий разъема между деталями. К
- 4. Сварное соединение - комплекс деталей, соединенных с помощью сварного шва
- 5. Сварка - неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми деталями при их нагревании и
- 6. Остальные методы являются их разновидностями или комбинациями. В промышленности внедряются новые способы сварки: диффузионная сварка в
- 7. При сварке плавлением (нагревании) поверхности кромок свариваемых деталей плавятся одновременно с присадочным материалом, вводимым в зону
- 8. Сварка давлением осуществляется специальными машинами, ручными или автоматическими, с помощью которых на предварительно нагретые поверхности свариваемых
- 9. Сварные соединения различают: 1) по виду сварки (ПО ГОСТУ) 2) по способу механизации (обозначение буквенное): сварка
- 10. 4) по виду подготовки кромок свариваемых деталей (обозначение цифровое): со скосом одной кромки; со скосом двух
- 11. Вид основных типов сварных соединений Сварка коллектора
- 12. Виды сварных швов в зависимости от степени заполнения металлом их сечений и от их расположения по
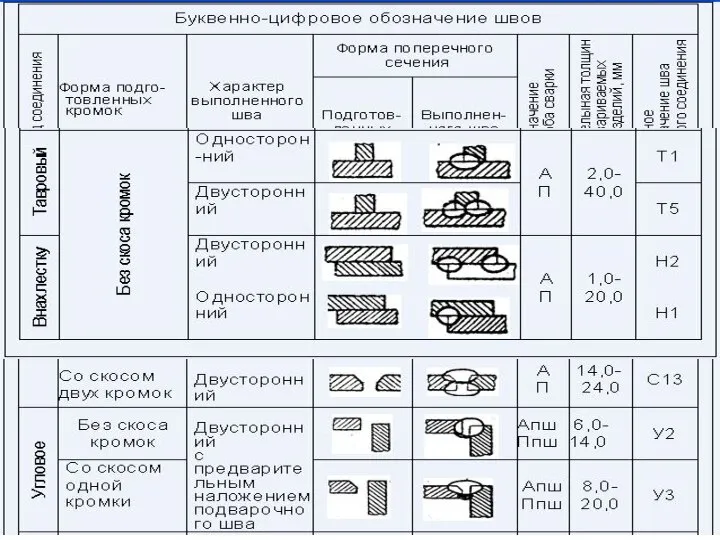
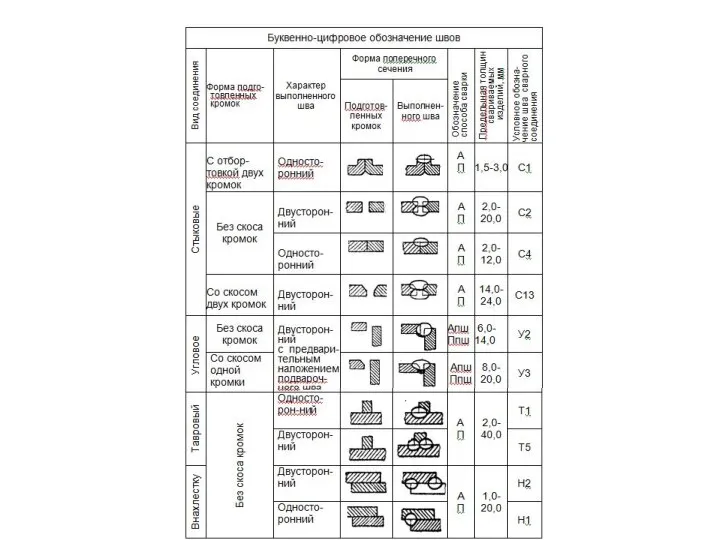
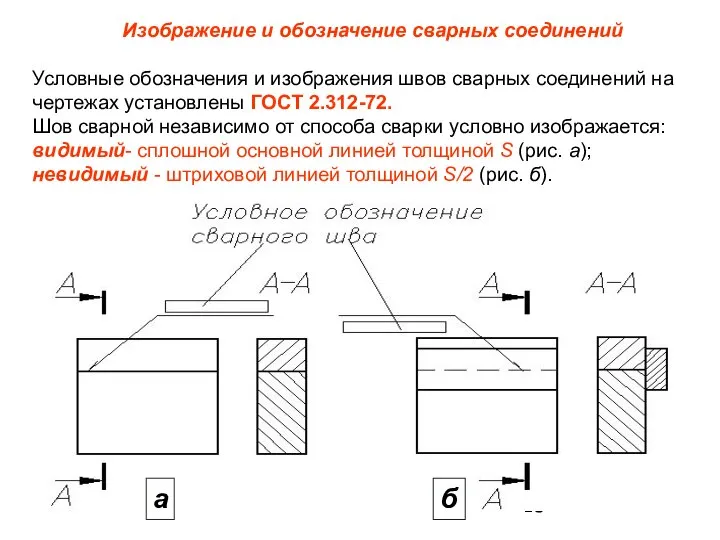
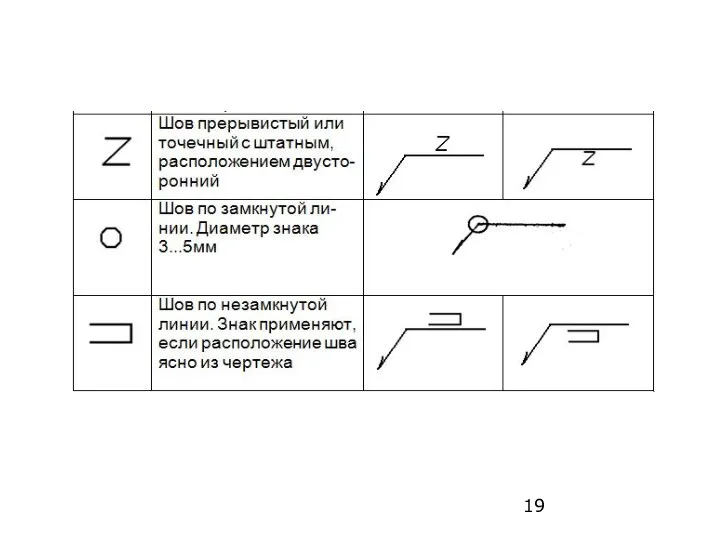
- 15. а б Изображение и обозначение сварных соединений Условные обозначения и изображения швов сварных соединений на чертежах
- 17. Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки. 1 - Обозначение стандарта на
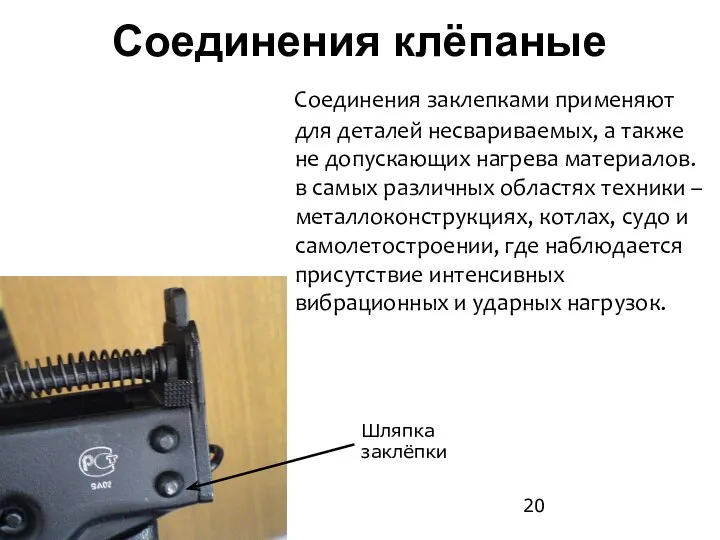
- 20. Соединения клёпаные Соединения заклепками применяют для деталей несвариваемых, а также не допускающих нагрева материалов. в самых
- 21. Заклепка Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце головку, называемую закладной. В
- 22. С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных профилей. Заклепки устанавливают в просверленные или
- 23. В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр стержня, мм; длину стержня, мм; группу
- 24. Условное изображение соединений, получаемых клёпкой
- 26. Скачать презентацию
Неразъемные соединения –
соединения двух или нескольких деталей, которые нельзя
Неразъемные соединения –
соединения двух или нескольких деталей, которые нельзя
Неразъемное соединение в общем сборочном чертеже штрихуется как монолит, с проведением
Неразъемное соединение в общем сборочном чертеже штрихуется как монолит, с проведением

Сварное соединение - комплекс деталей, соединенных с помощью сварного шва
Сварное соединение - комплекс деталей, соединенных с помощью сварного шва
Сварка - неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми
Сварка - неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми
Остальные методы являются их разновидностями или комбинациями.
В промышленности внедряются новые способы
Остальные методы являются их разновидностями или комбинациями.
В промышленности внедряются новые способы
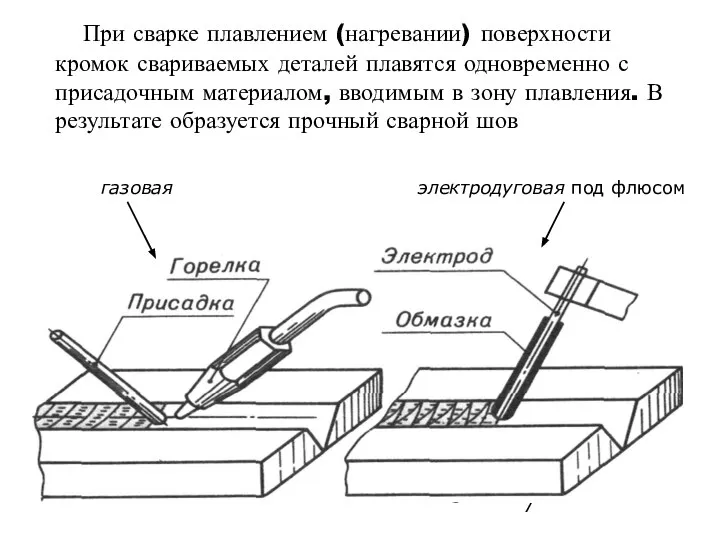
При сварке плавлением (нагревании) поверхности кромок свариваемых деталей плавятся одновременно с
При сварке плавлением (нагревании) поверхности кромок свариваемых деталей плавятся одновременно с
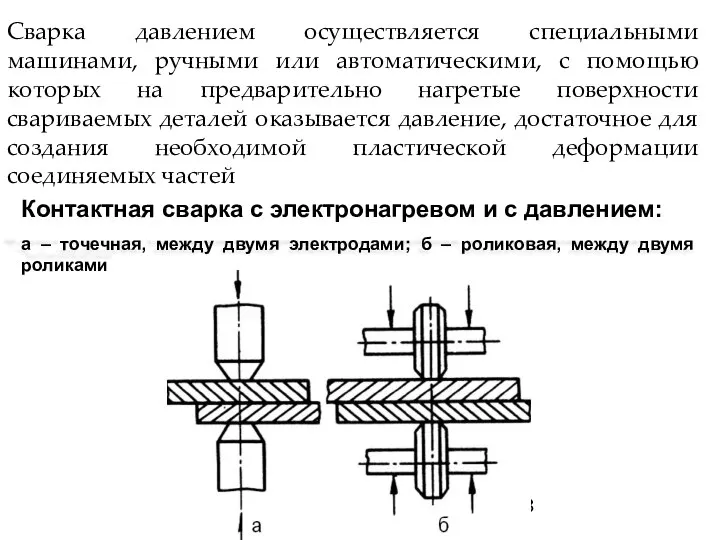
Сварка давлением осуществляется специальными машинами, ручными или автоматическими, с помощью которых
Сварка давлением осуществляется специальными машинами, ручными или автоматическими, с помощью которых
Сварные соединения различают:
1) по виду сварки (ПО ГОСТУ)
2) по способу механизации
Сварные соединения различают:
1) по виду сварки (ПО ГОСТУ)
2) по способу механизации
4) по виду подготовки кромок свариваемых деталей (обозначение цифровое):
со скосом одной
4) по виду подготовки кромок свариваемых деталей (обозначение цифровое):
со скосом одной
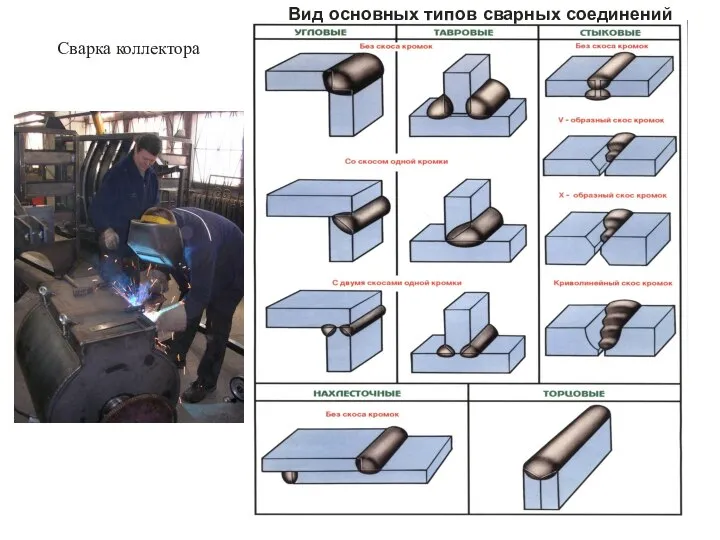
Вид основных типов сварных соединений
Сварка коллектора
Вид основных типов сварных соединений
Сварка коллектора
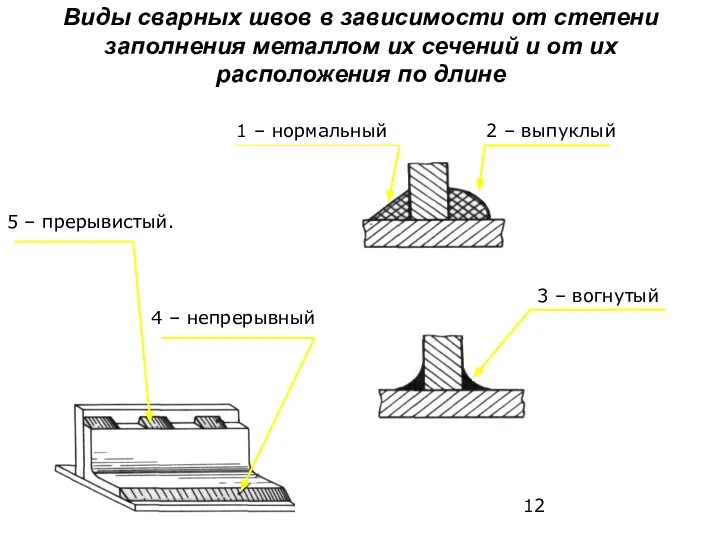
Виды сварных швов в зависимости от степени заполнения металлом их сечений
Виды сварных швов в зависимости от степени заполнения металлом их сечений
а
б
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений
а
б
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений
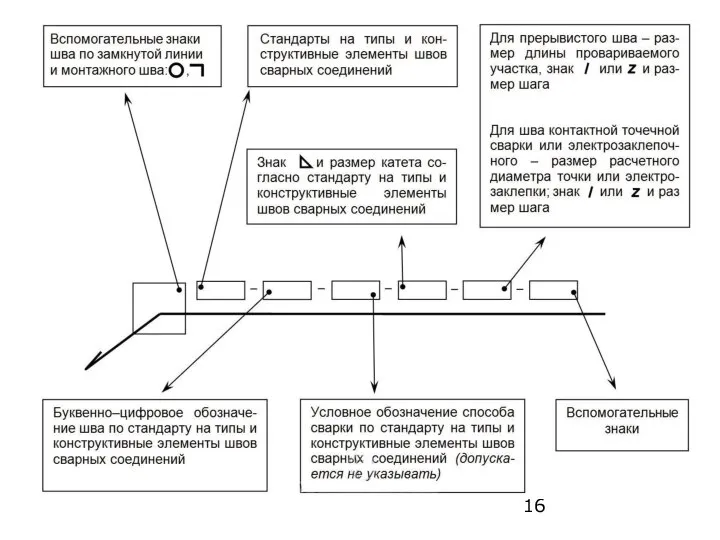
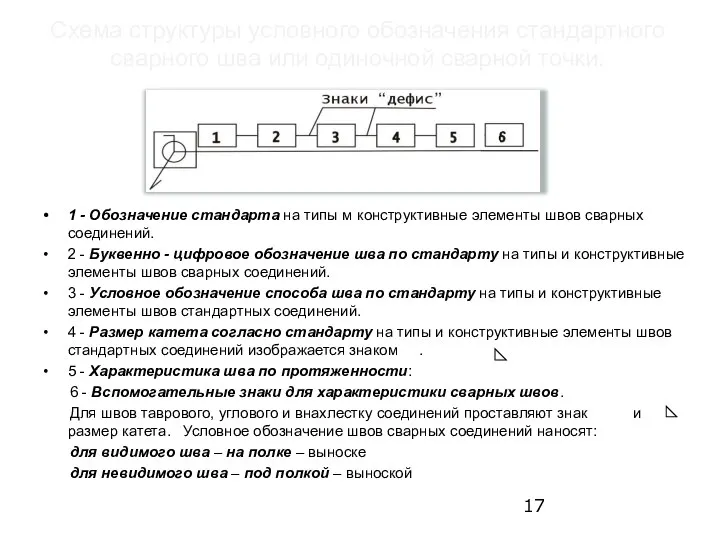
Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки.
1
Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки.
1
Соединения клёпаные
Соединения заклепками применяют для деталей несвариваемых, а также не
Соединения клёпаные
Соединения заклепками применяют для деталей несвариваемых, а также не

Заклепка
Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце
Заклепка
Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце
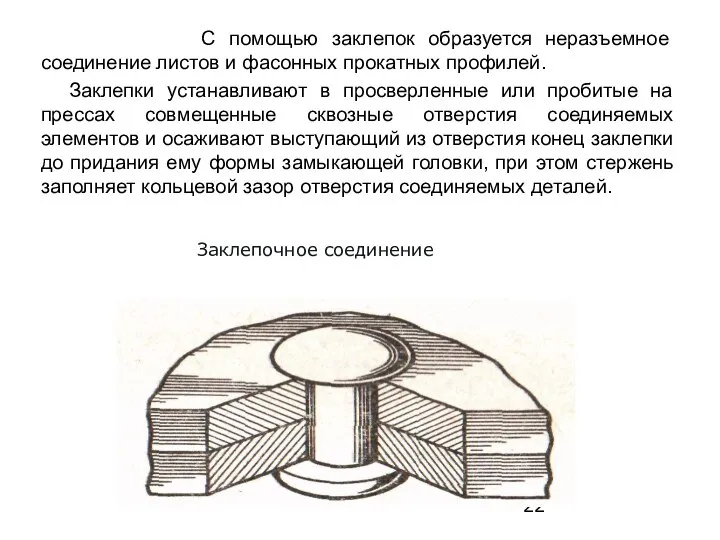
С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных
С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных
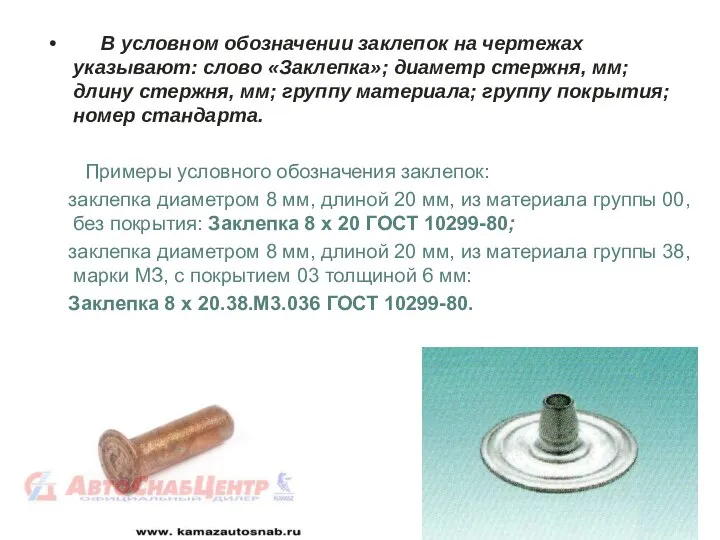
В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр
В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр
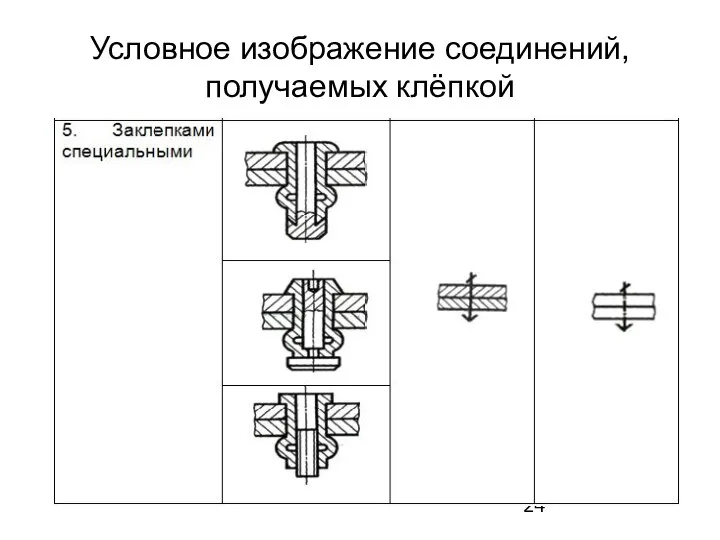
Условное изображение соединений, получаемых клёпкой
Условное изображение соединений, получаемых клёпкой
 Следователь, как участник уголовного судопроизводства
Следователь, как участник уголовного судопроизводства PHP, цели и задачи
PHP, цели и задачи А.М.Горчаков.
А.М.Горчаков. Указатели на функцию
Указатели на функцию курс Лекция Особ.теч. у беременных
курс Лекция Особ.теч. у беременных В мире прав и обязанностей. Тест
В мире прав и обязанностей. Тест Презентация на тему "Педагогічне кредо" - скачать презентации по Педагогике
Презентация на тему "Педагогічне кредо" - скачать презентации по Педагогике 2 класс СЛОВАРНЫЕ СЛОВА К, Л УМК «Школа России» Выполнила: Олифиренко Елена Александровна, учитель начальных классов МОУ-СОШ
2 класс СЛОВАРНЫЕ СЛОВА К, Л УМК «Школа России» Выполнила: Олифиренко Елена Александровна, учитель начальных классов МОУ-СОШ  Tips for understanding rures in UAE. Rules in Japan
Tips for understanding rures in UAE. Rules in Japan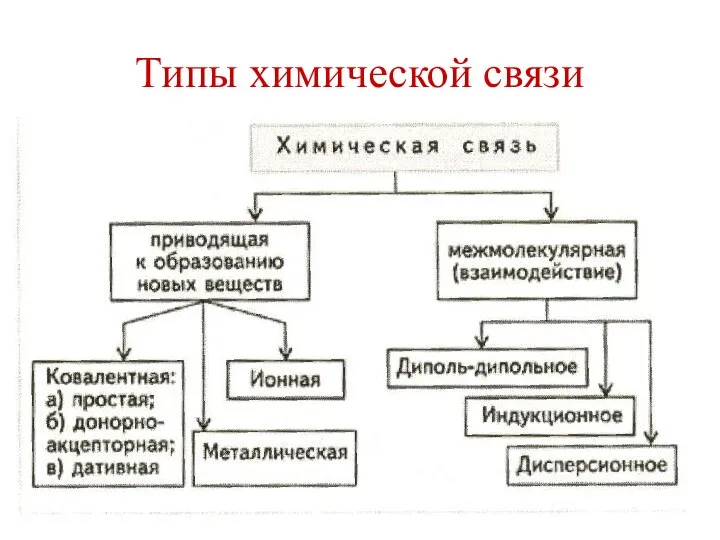 Типы химической связи
Типы химической связи  СОВРЕМЕННЫЕ ПОДХОДЫ К ОЦЕНКЕ УЧЕБНЫХ ДОСТИЖЕНИЙ МЛАДШИХ ШКОЛЬНИКОВ В УСЛОВИЯХ БЕЗОТМЕТОЧНОГО ОБУЧЕНИЯ Мамушкина Т.В. г.Судо
СОВРЕМЕННЫЕ ПОДХОДЫ К ОЦЕНКЕ УЧЕБНЫХ ДОСТИЖЕНИЙ МЛАДШИХ ШКОЛЬНИКОВ В УСЛОВИЯХ БЕЗОТМЕТОЧНОГО ОБУЧЕНИЯ Мамушкина Т.В. г.Судо Фізіологічна характеристика фізичної працездатності спортсменів. (Лекція 4)
Фізіологічна характеристика фізичної працездатності спортсменів. (Лекція 4) Доказательство и опровержение
Доказательство и опровержение Профилактика сердечно-сосудистых заболеваний. Особенности течения заболеваний сердца у женщин медсестра семейной амбулатории
Профилактика сердечно-сосудистых заболеваний. Особенности течения заболеваний сердца у женщин медсестра семейной амбулатории  Лексикалық мәтінмен танысады,сөздік қорын толықтырады
Лексикалық мәтінмен танысады,сөздік қорын толықтырады Разработка элементов системы менеджмента качества для ресторана «неГорький сад» в городе Ижевск
Разработка элементов системы менеджмента качества для ресторана «неГорький сад» в городе Ижевск История компании Mazda
История компании Mazda Права несовершеннолетних детей
Права несовершеннолетних детей  Единая система конструкторской дисциплины
Единая система конструкторской дисциплины Преподобный Сергий Радонежский
Преподобный Сергий Радонежский Презентация на тему "Развитие детского ученического самоуправления в условиях коррекционной школы" - скачать презентации по
Презентация на тему "Развитие детского ученического самоуправления в условиях коррекционной школы" - скачать презентации по  Символика православного храма
Символика православного храма Advanced Design Lab: CCD History
Advanced Design Lab: CCD History Faces of London
Faces of London Регион в системе школ, теорий и концепций
Регион в системе школ, теорий и концепций Умножение и деление
Умножение и деление  Техническое обслуживание и ремонт автомобильного транспорта
Техническое обслуживание и ремонт автомобильного транспорта Основные принципы урока
Основные принципы урока