- Optimalizace procesu obrábění hliníkových profilů

Содержание
- 2. Deformační zóna Přední podélník
- 3. Cíle práce Provést analýzu současného stavu výrobní linky ( Materiálové toky, Ganttův diagram, spaghetti diagram atd.
- 4. Seznámení se současným stavem Technologický postup, kontrolní plán, balící předpis Layout výrobní linky
- 5. Analýza současného stavu Snímek pracovního dne Manipulace – 40 % Rozhovor, čekání na ukončení aut. chodu
- 6. Analýza současného stavu Snímek pracovního dne Manipulace – 35 % Odjehlení – 14 % Čištení kartáčem
- 7. Body pro optimalizaci a návrh řešení První odjehlovací pracoviště poloha vstupní bedny (hessonu) kontrola dílů –
- 8. Body pro optimalizaci a návrh řešení První odjehlovací pracoviště odstranit klepání paličkou při upínání dílů zkrátit
- 9. Body pro optimalizaci a návrh řešení První odjehlovací pracoviště zkrátit čas manipulace s díly - po
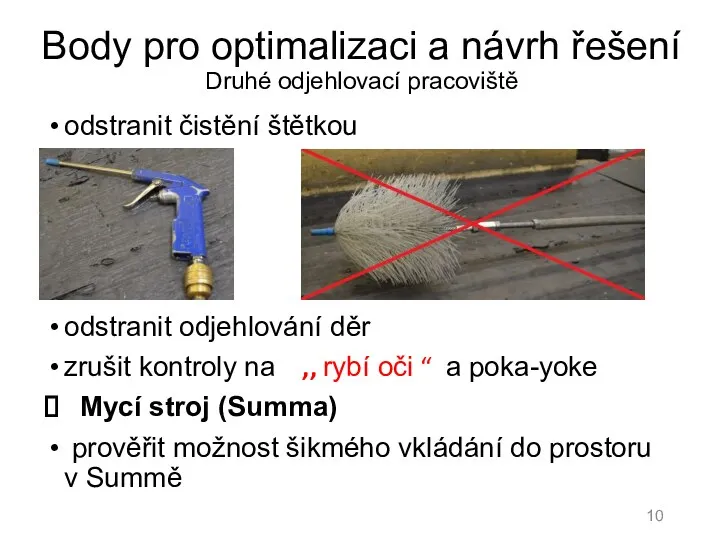
- 10. Body pro optimalizaci a návrh řešení Druhé odjehlovací pracoviště odstranit čistění štětkou odstranit odjehlování děr zrušit
- 11. Přesun prací na jednoho pracovníka Odjehlovací stůl Kontrola bez přecházení Zrušena kontrola průchodnosti díry poka-yoke s
- 12. Pochyb pracovníka na druhém odjehlovacím pracovišti PŘED PO
- 13. Analýza spotřeby času po realizaci opatření
- 14. Analýza výrobního procesu po realizaci opatření
- 15. Zlepšení, které budou realizovány v blízké budoucnosti Odjehlovaní děr ve stroje – 10 s/ks Přechodový dopravník
- 16. Analýza nákladů a přínosů
- 17. Základní výsledky práce Výsledky analýzy lze použít pro další optimalizace Opatření vedou k optimalizaci výrobního procesu
- 19. Скачать презентацию
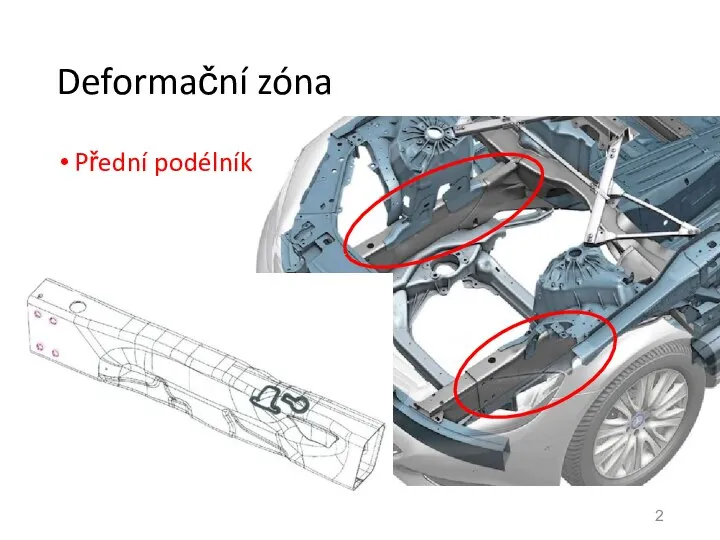
Deformační zóna
Přední podélník
Deformační zóna
Přední podélník
Cíle práce
Provést analýzu současného stavu výrobní linky
( Materiálové toky, Ganttův
Cíle práce
Provést analýzu současného stavu výrobní linky
( Materiálové toky, Ganttův
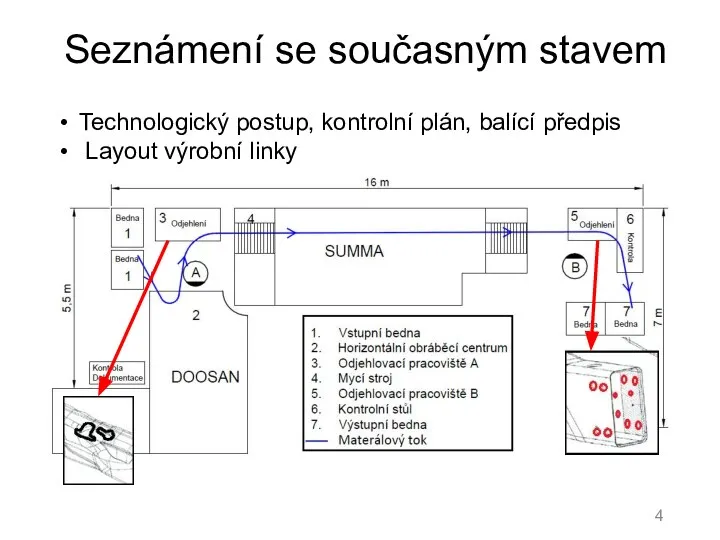
Seznámení se současným stavem
Technologický postup, kontrolní plán, balící předpis
Layout
Seznámení se současným stavem
Technologický postup, kontrolní plán, balící předpis
Layout
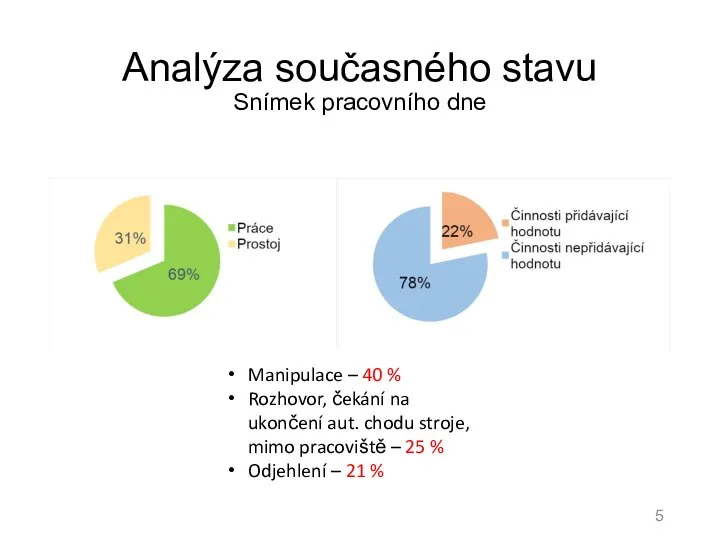
Analýza současného stavu
Snímek pracovního dne
Manipulace – 40 %
Rozhovor, čekání na
Analýza současného stavu
Snímek pracovního dne
Manipulace – 40 %
Rozhovor, čekání na
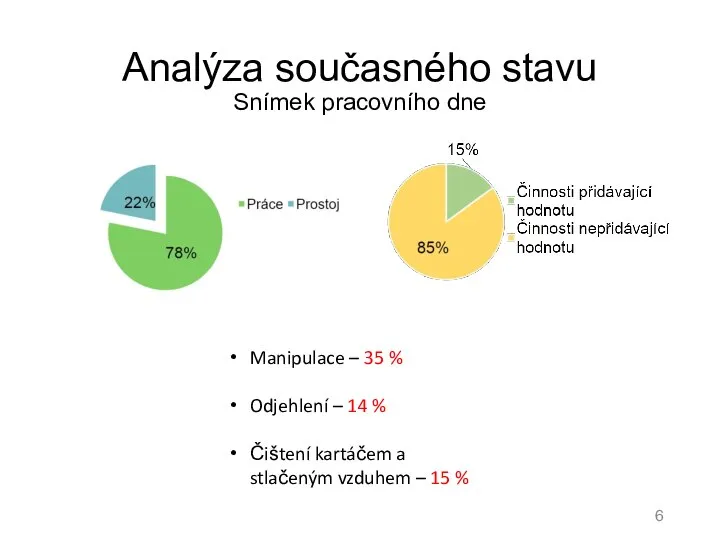
Analýza současného stavu
Snímek pracovního dne
Manipulace – 35 %
Odjehlení – 14
Analýza současného stavu
Snímek pracovního dne
Manipulace – 35 %
Odjehlení – 14

Body pro optimalizaci a návrh řešení
První odjehlovací pracoviště
poloha vstupní
Body pro optimalizaci a návrh řešení
První odjehlovací pracoviště
poloha vstupní
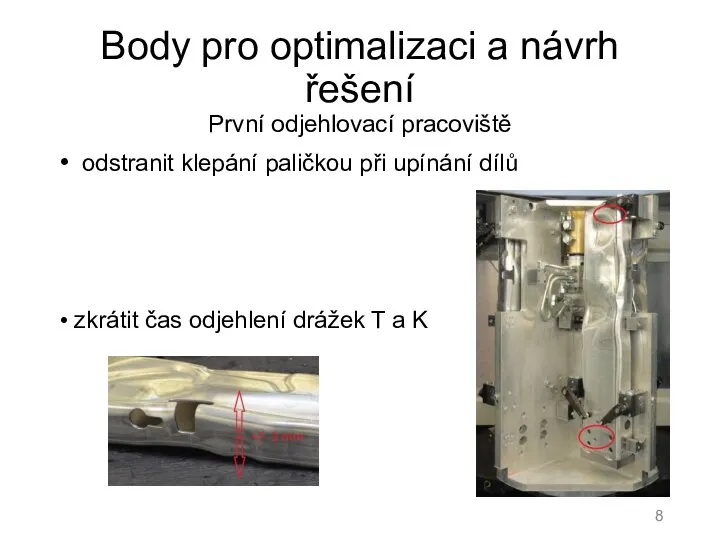
Body pro optimalizaci a návrh řešení
První odjehlovací pracoviště
odstranit klepání paličkou
Body pro optimalizaci a návrh řešení
První odjehlovací pracoviště
odstranit klepání paličkou
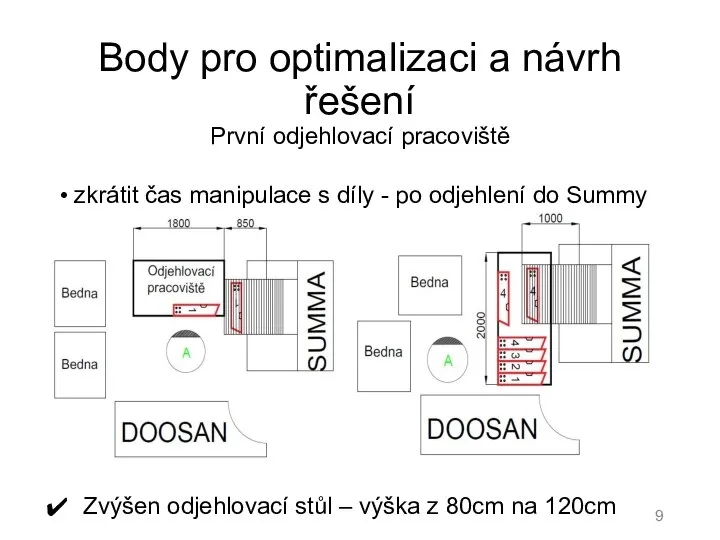
Body pro optimalizaci a návrh řešení
První odjehlovací pracoviště
zkrátit čas manipulace
Body pro optimalizaci a návrh řešení
První odjehlovací pracoviště
zkrátit čas manipulace
Body pro optimalizaci a návrh řešení
Druhé odjehlovací pracoviště
odstranit čistění štětkou
odstranit
Body pro optimalizaci a návrh řešení
Druhé odjehlovací pracoviště
odstranit čistění štětkou
odstranit
Přesun prací na jednoho pracovníka
Odjehlovací stůl
Kontrola bez přecházení
Zrušena kontrola průchodnosti díry
Přesun prací na jednoho pracovníka
Odjehlovací stůl
Kontrola bez přecházení
Zrušena kontrola průchodnosti díry
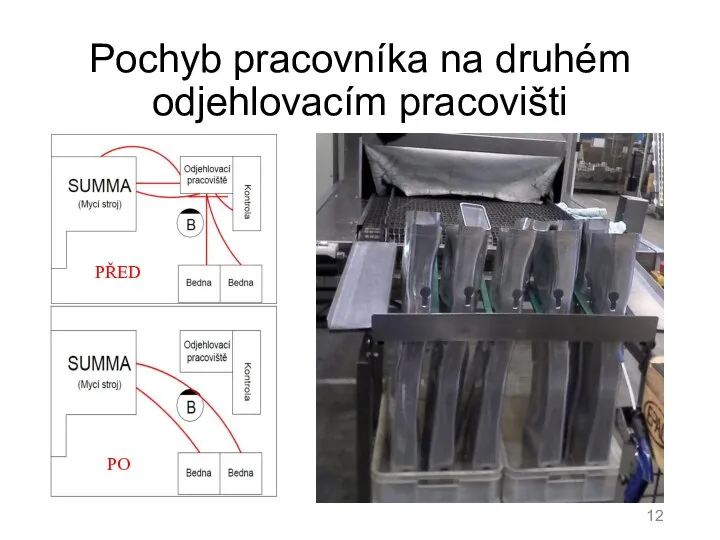
Pochyb pracovníka na druhém odjehlovacím pracovišti
PŘED
PO
Pochyb pracovníka na druhém odjehlovacím pracovišti
PŘED
PO
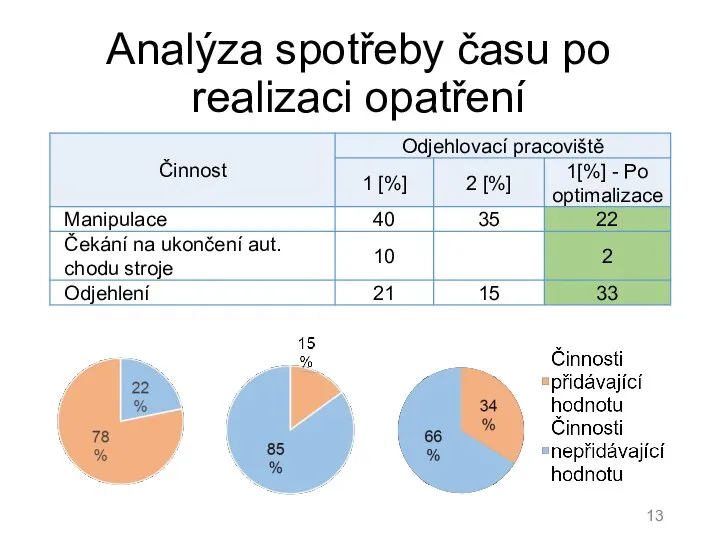
Analýza spotřeby času po realizaci opatření
Analýza spotřeby času po realizaci opatření
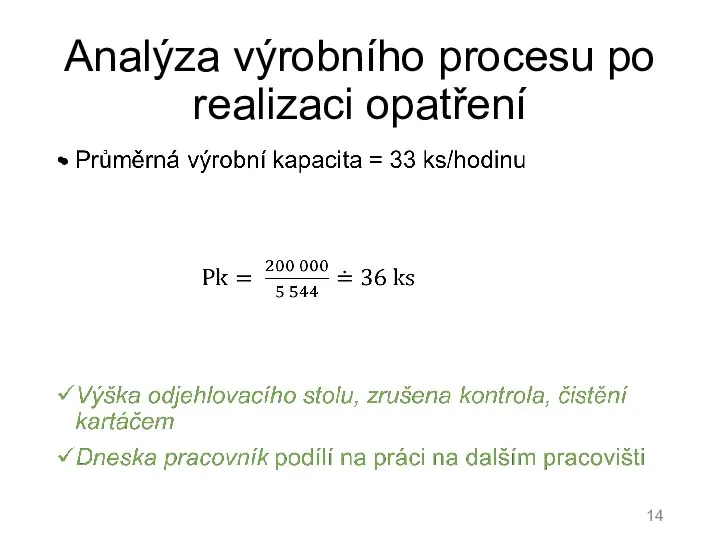
Analýza výrobního procesu po realizaci opatření
Analýza výrobního procesu po realizaci opatření
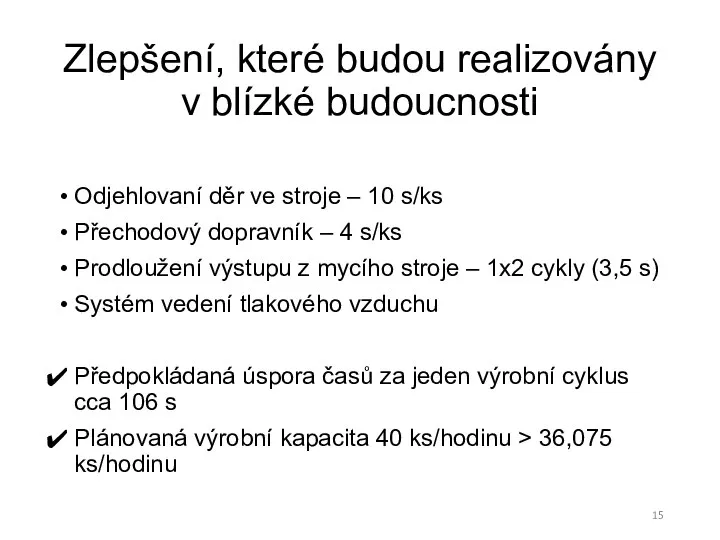
Zlepšení, které budou realizovány v blízké budoucnosti
Odjehlovaní děr ve stroje – 10
Zlepšení, které budou realizovány v blízké budoucnosti
Odjehlovaní děr ve stroje – 10
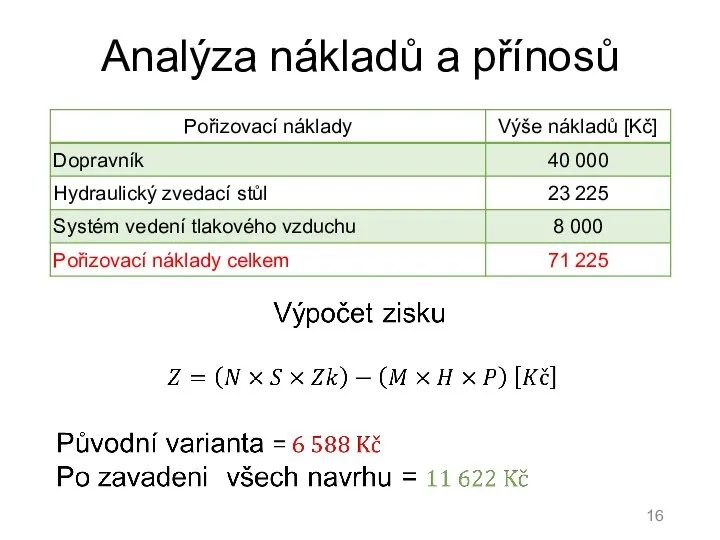
Analýza nákladů a přínosů
Analýza nákladů a přínosů
Základní výsledky práce
Výsledky analýzy lze použít pro další optimalizace
Opatření vedou k optimalizaci
Základní výsledky práce
Výsledky analýzy lze použít pro další optimalizace
Opatření vedou k optimalizaci
 Всемирная Организация Здравоохранения
Всемирная Организация Здравоохранения  Миссия и цели организации Тема 3
Миссия и цели организации Тема 3  Городецкая роспись по дереву
Городецкая роспись по дереву МИНИМИЗАЦИЯ ПЕРЕКЛЮЧАТЕЛЬНЫХ ФУНКЦИЙ
МИНИМИЗАЦИЯ ПЕРЕКЛЮЧАТЕЛЬНЫХ ФУНКЦИЙ Формирование команды. MSF
Формирование команды. MSF Волосы и ногти
Волосы и ногти  Ресторан Domino’s pizza
Ресторан Domino’s pizza Презентация
Презентация Готов к труду и обороне. Возрождение традиций
Готов к труду и обороне. Возрождение традиций Презентация на тему "Как Эффективно Провести родительское собрание" - скачать презентации по Педагогике
Презентация на тему "Как Эффективно Провести родительское собрание" - скачать презентации по Педагогике Шаблон для фотопрезентации (1)
Шаблон для фотопрезентации (1) Компьютерная графика
Компьютерная графика Президент Индии Пранаб Мукерджи
Президент Индии Пранаб Мукерджи Геохимические процессы в системе природная вода – горная порода 1
Геохимические процессы в системе природная вода – горная порода 1 Основы расчета и безопасной эксплуатации элементов, моделируемых в форме тонкостенной оболочки
Основы расчета и безопасной эксплуатации элементов, моделируемых в форме тонкостенной оболочки Язык С. Алгоритмические структуры
Язык С. Алгоритмические структуры Сатирические образы человека. Карикатура. Шарж
Сатирические образы человека. Карикатура. Шарж Мой отец на войне. Королев Игорь Владимирович
Мой отец на войне. Королев Игорь Владимирович Международная безопасность: сущность, история и современное состояние
Международная безопасность: сущность, история и современное состояние Решение задач по математике 3 класс
Решение задач по математике 3 класс Пьер де Кубертен
Пьер де Кубертен Production & Logistics Automation
Production & Logistics Automation Изменения в законодательстве о контрактной системе с начала 2019 года
Изменения в законодательстве о контрактной системе с начала 2019 года Предельные теоремы
Предельные теоремы Бадуань. Восемь кусков парчи. Лечебный цигун
Бадуань. Восемь кусков парчи. Лечебный цигун Основные методы исследования текста
Основные методы исследования текста Защита от недружественных поглощений
Защита от недружественных поглощений Бизнес-план Интернет магазина
Бизнес-план Интернет магазина