- Презентация Способы производства изделий из пластмассы

Содержание
- 2. 1 18.09.2014г.
- 3. . 18.09.2014г. Общая схема производства пластмасс включает традиционные процессы –
- 4. 18.09.2014г. Приготовление композиций производят на смесителях различных систем. Для перемешивания сухих композиций обычно используют: Специфическим широко
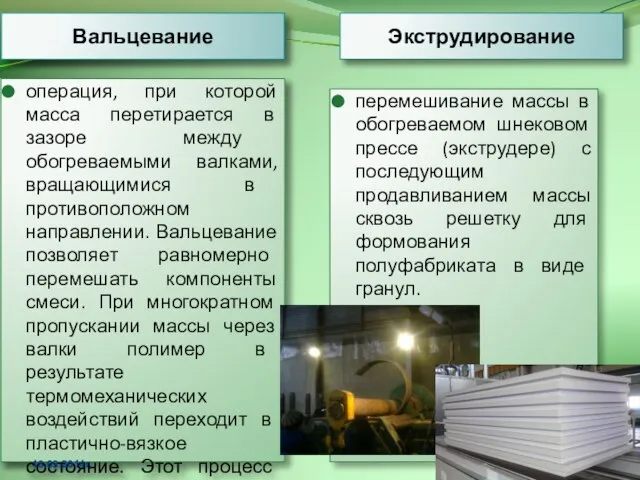
- 5. Вальцевание Экструдирование операция, при которой масса перетирается в зазоре между обогреваемыми валками, вращающимися в противоположном направлении.
- 6. Термопластичный полимер в виде гранул загружают в приемный бункер, из которого через воронку они поступают в
- 7. Отформованные изделия освобождают из форм и направляют на склад. Этим способом изготовляют сплошные изделия небольших размеров,
- 8. 18.09.2014г. Гранулы термопластичного полимера из загрузочного бункера поступают в пресс, в котором, нагреваясь, размягчаются. Затем материал
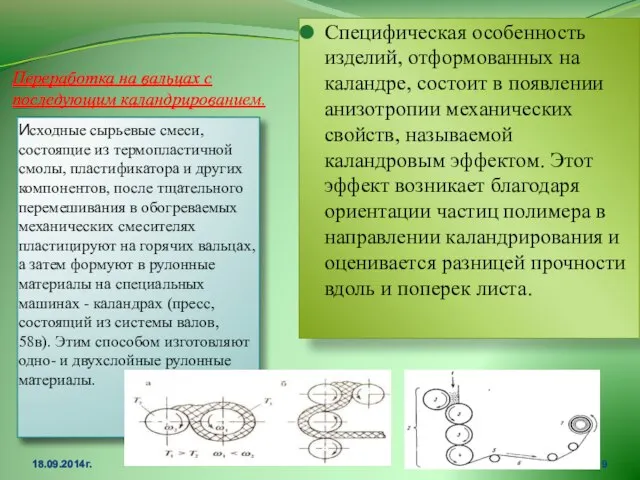
- 9. Переработка на вальцах с последующим каландрированием. Исходные сырьевые смеси, состоящие из термопластичной смолы, пластификатора и других
- 10. Метод прессования 18.09.2014г. При формовании прессованием пресс-порошок, состоящий из порошкообразной термореактивной смолы и измельченного наполнителя, подается
- 11. 17.09.2013г. Приборы для прессования пластмасс Схема прессования пластмасс
- 12. Методом плоского прессования формуют древесностружечные плиты, бумажные слоистые пластики, фанеру. 18.09.2014г. Для плоского прессования строительных листовых
- 13. Метод вспенивания Методом вспенивания изготовляют пористые теплоизоляционные пластмассы и амортизирующие прокладки. Пористая структура пластмасс получается в
- 14. Термоформование Термоформованием называют переработку нагретых листовых, пленочных, трубчатых пластмассовых заготовок с целью придания им более сложной
- 15. Штампованием нагретых заготовок изготовляют : детали канализационных систем, световые колпаки из оргстекла; Вакуум-формованием нагретых листов –
- 17. Скачать презентацию
1
18.09.2014г.
1
18.09.2014г.
.
18.09.2014г.
Общая схема производства пластмасс включает традиционные процессы –
.
18.09.2014г.
Общая схема производства пластмасс включает традиционные процессы –

18.09.2014г.
Приготовление композиций производят на смесителях различных систем.
Для перемешивания сухих композиций
18.09.2014г.
Приготовление композиций производят на смесителях различных систем.
Для перемешивания сухих композиций
Вальцевание
Экструдирование
операция, при которой масса перетирается в зазоре между обогреваемыми валками, вращающимися
Вальцевание
Экструдирование
операция, при которой масса перетирается в зазоре между обогреваемыми валками, вращающимися
Термопластичный полимер в виде гранул загружают в приемный бункер, из которого
Термопластичный полимер в виде гранул загружают в приемный бункер, из которого
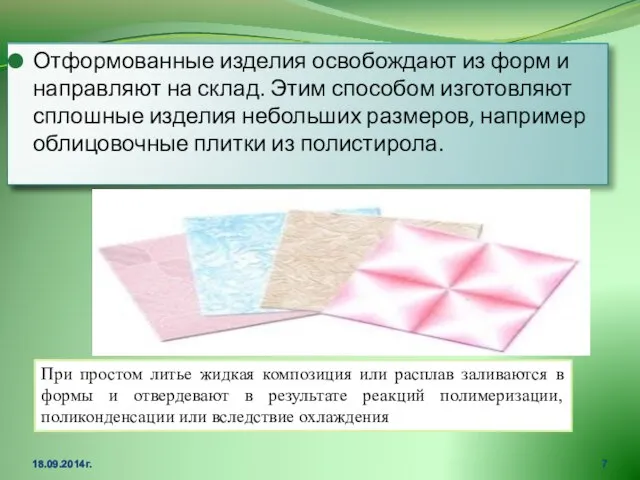
Отформованные изделия освобождают из форм и направляют на склад. Этим способом
Отформованные изделия освобождают из форм и направляют на склад. Этим способом
18.09.2014г.
Гранулы термопластичного полимера из загрузочного бункера поступают в пресс, в котором,
18.09.2014г.
Гранулы термопластичного полимера из загрузочного бункера поступают в пресс, в котором,
Переработка на вальцах с последующим каландрированием.
Исходные сырьевые смеси, состоящие из
Переработка на вальцах с последующим каландрированием.
Исходные сырьевые смеси, состоящие из
Метод прессования
18.09.2014г.
При формовании прессованием пресс-порошок, состоящий из порошкообразной термореактивной смолы и
Метод прессования
18.09.2014г.
При формовании прессованием пресс-порошок, состоящий из порошкообразной термореактивной смолы и

17.09.2013г.
Приборы для прессования пластмасс
Схема прессования пластмасс
17.09.2013г.
Приборы для прессования пластмасс
Схема прессования пластмасс
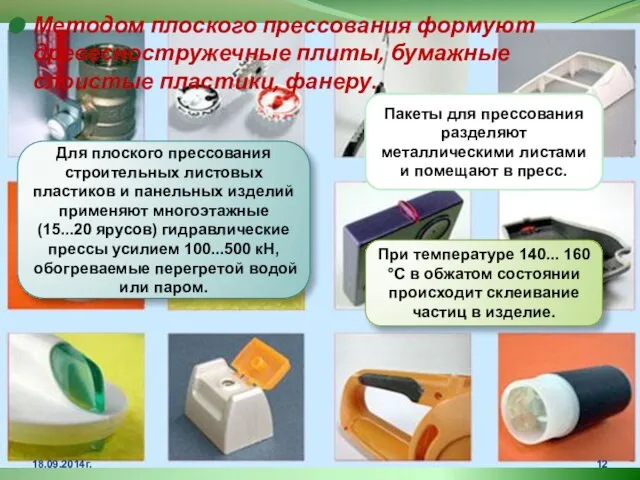
Методом плоского прессования формуют древесностружечные плиты, бумажные слоистые пластики, фанеру.
18.09.2014г.
Для плоского
Методом плоского прессования формуют древесностружечные плиты, бумажные слоистые пластики, фанеру.
18.09.2014г.
Для плоского
Метод вспенивания
Методом вспенивания изготовляют пористые теплоизоляционные пластмассы и амортизирующие прокладки.
Пористая
Метод вспенивания
Методом вспенивания изготовляют пористые теплоизоляционные пластмассы и амортизирующие прокладки.
Пористая
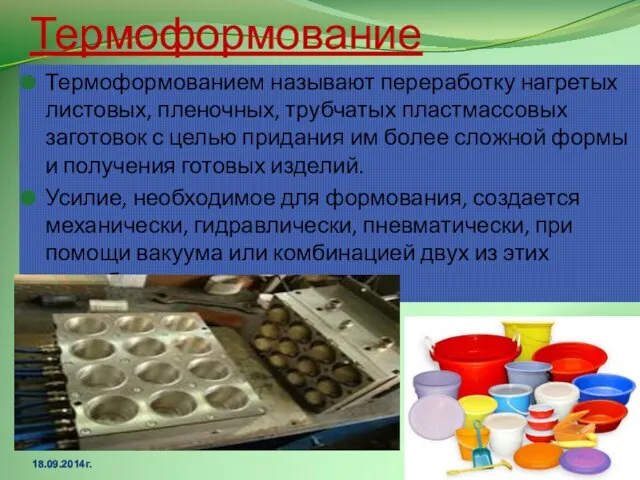
Термоформование
Термоформованием называют переработку нагретых листовых, пленочных, трубчатых пластмассовых заготовок с целью
Термоформование
Термоформованием называют переработку нагретых листовых, пленочных, трубчатых пластмассовых заготовок с целью

Штампованием нагретых заготовок изготовляют :
детали канализационных систем, световые колпаки из оргстекла;
Штампованием нагретых заготовок изготовляют :
детали канализационных систем, световые колпаки из оргстекла;
 Политическая культура
Политическая культура Преобразование комплексного чертежа
Преобразование комплексного чертежа Зимові народні свята січня
Зимові народні свята січня Приложение 3. XIV фестиваль искусств детей и юношества им Д.Б. Кабалевского
Приложение 3. XIV фестиваль искусств детей и юношества им Д.Б. Кабалевского «Квотирование товаров как мера нетарифного регулирования внешней торговли товарами» Выполнила: Студентка V курса Группы ДС 02.2 З
«Квотирование товаров как мера нетарифного регулирования внешней торговли товарами» Выполнила: Студентка V курса Группы ДС 02.2 З Социально-биологические основы физической культуры и здоровья
Социально-биологические основы физической культуры и здоровья Бойове застосування КЗА 86Ж6. Призначення та структурна схема комплексу програм КЗА 86Ж6. (Тема 8.1)
Бойове застосування КЗА 86Ж6. Призначення та структурна схема комплексу програм КЗА 86Ж6. (Тема 8.1) Метод Дельфи (Delphi)
Метод Дельфи (Delphi) Бурнаковка 2020. Проект образцового микрорайона
Бурнаковка 2020. Проект образцового микрорайона Критическое мышление
Критическое мышление Презентация "Портрет" - скачать презентации по МХК
Презентация "Портрет" - скачать презентации по МХК Мен және заң
Мен және заң Кинематический анализ механизмов
Кинематический анализ механизмов Баскетбол - командная спортивная игра
Баскетбол - командная спортивная игра Суд и процесс по Салической правде Подготовили студенты Трунин Сергей и Казьмин Георгий Ю-
Суд и процесс по Салической правде Подготовили студенты Трунин Сергей и Казьмин Георгий Ю- Футболисты мира
Футболисты мира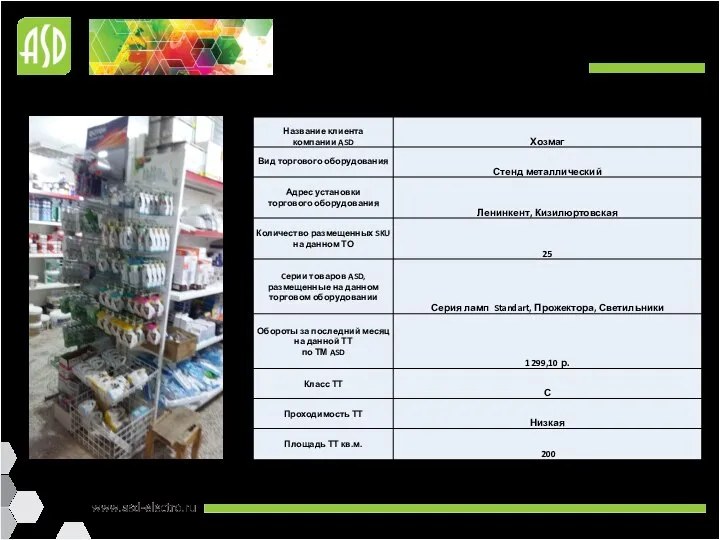 Форма для заполнения клиента компании ASD Хозмаг
Форма для заполнения клиента компании ASD Хозмаг Костюм Италии эпохи Кватроченто
Костюм Италии эпохи Кватроченто Исторически сложившиеся системы и концепции профессионального образования
Исторически сложившиеся системы и концепции профессионального образования Международный терроризм как глобальная геополитическая проблема
Международный терроризм как глобальная геополитическая проблема НОВОСТИ Фунтикова Хропина
НОВОСТИ Фунтикова Хропина Повышение правовой культуры граждан – социальная миссия библиотеки
Повышение правовой культуры граждан – социальная миссия библиотеки Основные конструкции языка VBA
Основные конструкции языка VBA тренажер Буква потерялась - презентация для начальной школы
тренажер Буква потерялась - презентация для начальной школы Основы системного анализа 5
Основы системного анализа 5 Урок-концерт на тему «Из истории авторской песни»
Урок-концерт на тему «Из истории авторской песни» Общие принципы построения и использования языков программирования. Компьютерная память. Работа с данными в языках программирован
Общие принципы построения и использования языков программирования. Компьютерная память. Работа с данными в языках программирован Марс
Марс