Производство памятных медалей методом холодной чеканки с разработкой технологии и штампового инструмента
- Производство памятных медалей методом холодной чеканки с разработкой технологии и штампового инструмента

Содержание
- 2. Цель работы: Разработать производство памятных медалей методом холодной чеканки с разработкой технологии и штампового инструмента. Задачи
- 3. Для достижения поставленной цели, работа разделена на 4 части Технологическая часть Конструкторская часть Научно-иследовательская часть Охрана
- 4. Технологическая часть
- 5. Для изготовления памятной медали была выбрана латунь марки Л68. Так как ее 30% содержание цинка придает
- 6. Вырубка Вырубку заготовки с учетом припуска на зачистку , производят из полосы латуни шириной 58 мм
- 7. Вырубку производят на вырубном штампе. По таблице начальных зазоров при изготовлении вырубных штампов выбираем по толщине
- 8. Вырубленная заготовка
- 9. Так как на практике может произойти некоторое смещение оси пуансона относительно оси матрицы, пуансон проверяется также
- 10. Сила вырубки определяется по формуле P = 1,3τсрSL = 230 (кH) 230 (кН) полностью удовлетворяет выбором
- 11. Зачистка Зачистку детали производим по наружному контору при котором матрица имеет размер зачищаемой детали, а пуансон-размер
- 12. Зачистку детали производим на зачистном штампе
- 13. Чеканка производится на на кривошипно-коленном прессе КБ8336 Силу чеканки определяем по формуле, P = pF Где:
- 14. Чеканка медали производится на чеканочном штампе
- 15. Материалы для изготовления деталей штампов Материал для изготовления рабочих деталей штампов выбираем Х12М. Детали подвергаются закалке
- 17. Нерабочие детали штампов изготавливают из следующих материалов Плиты штампов – стальное литье 30Л, термообработка – отжиг,
- 18. Стойкость и износоустойчивость штампов для чеканки в основном зависят от следующих факторов зазоры между матрицей и
- 19. Ориентировочные нормы стойкости штампов для чеканки до полного износа.
- 20. Конструкторская часть
- 21. КД2126
- 22. КБ8336
- 23. Научно-исследовательская часть
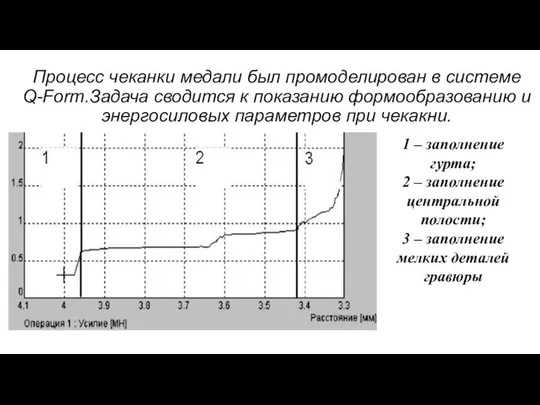
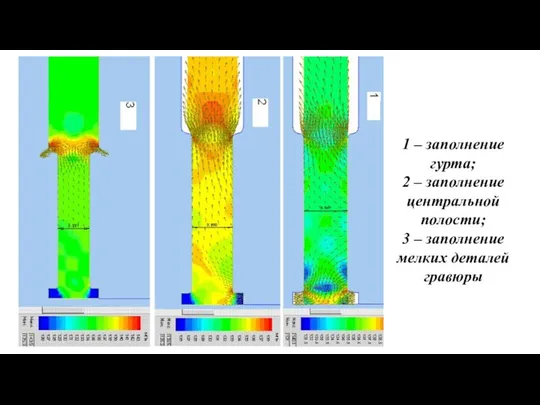
- 24. Процесс чеканки медали был промоделирован в системе Q-Form.Задача сводится к показанию формообразованию и энергосиловых параметров при
- 25. 1 – заполнение гурта; 2 – заполнение центральной полости; 3 – заполнение мелких деталей гравюры
- 26. Охрана труда Охрана окружающей среды
- 27. Одной из важнейших социальных задач является забота об улучшении труда, повышению безопасности труда граждан. Для этого
- 29. Скачать презентацию
Цель работы: Разработать производство памятных медалей методом холодной чеканки с разработкой
Цель работы: Разработать производство памятных медалей методом холодной чеканки с разработкой
Для достижения поставленной цели, работа разделена на 4 части
Технологическая часть
Для достижения поставленной цели, работа разделена на 4 части
Технологическая часть
Технологическая часть
Технологическая часть
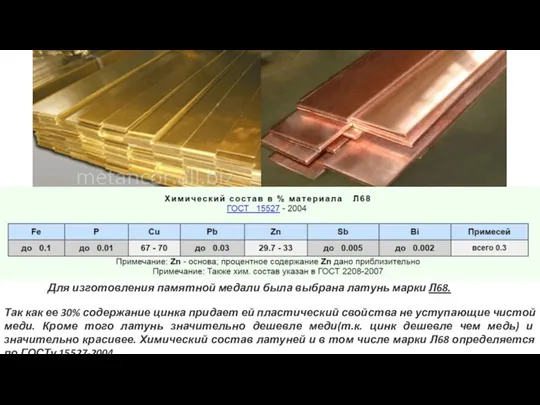
Для изготовления памятной медали была выбрана латунь марки Л68.
Так как ее
Для изготовления памятной медали была выбрана латунь марки Л68.
Так как ее
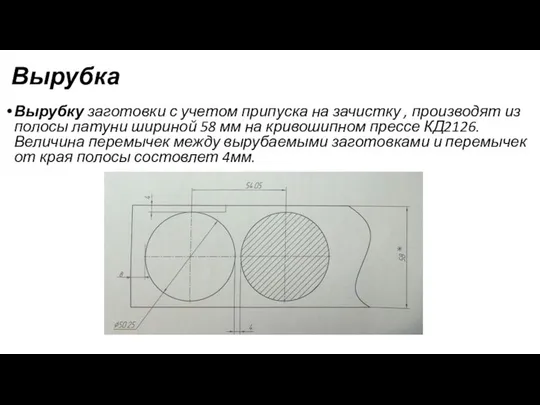
Вырубка
Вырубку заготовки с учетом припуска на зачистку , производят из
Вырубка
Вырубку заготовки с учетом припуска на зачистку , производят из
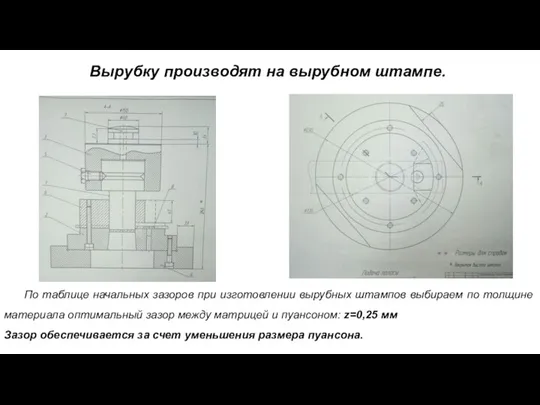
Вырубку производят на вырубном штампе.
По таблице начальных зазоров при изготовлении вырубных
Вырубку производят на вырубном штампе.
По таблице начальных зазоров при изготовлении вырубных

Вырубленная заготовка
Вырубленная заготовка
Так как на практике может произойти некоторое смещение оси пуансона относительно
Так как на практике может произойти некоторое смещение оси пуансона относительно
Сила вырубки определяется по формуле
P = 1,3τсрSL = 230 (кH)
230 (кН)
Сила вырубки определяется по формуле
P = 1,3τсрSL = 230 (кH)
230 (кН)
Зачистка
Зачистку детали производим по наружному контору при котором матрица имеет размер
Зачистка
Зачистку детали производим по наружному контору при котором матрица имеет размер
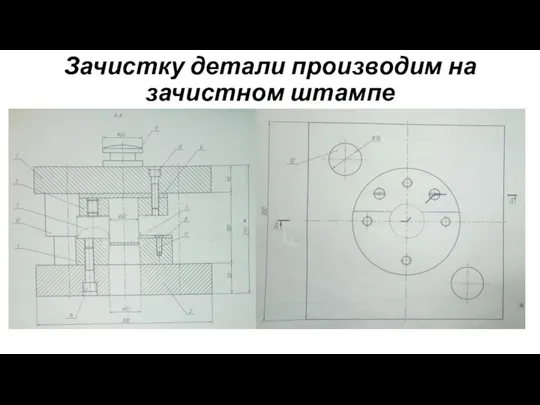
Зачистку детали производим на зачистном штампе
Зачистку детали производим на зачистном штампе
Чеканка производится на на кривошипно-коленном прессе КБ8336
Силу чеканки определяем по формуле,
P
Чеканка производится на на кривошипно-коленном прессе КБ8336
Силу чеканки определяем по формуле,
P
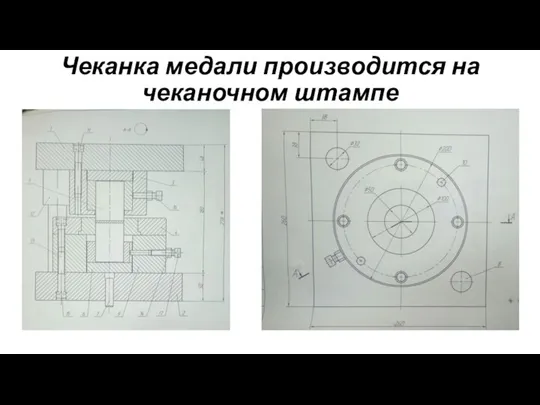
Чеканка медали производится на чеканочном штампе
Чеканка медали производится на чеканочном штампе
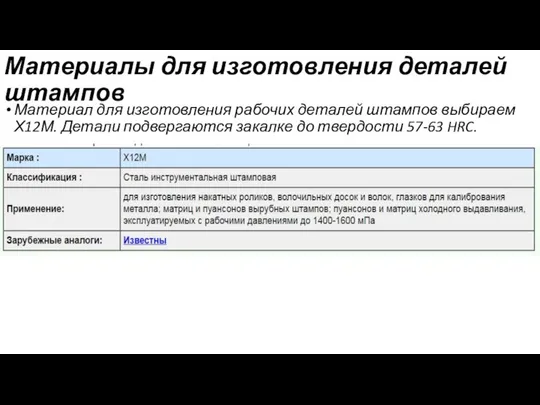
Материалы для изготовления деталей штампов
Материал для изготовления рабочих деталей штампов выбираем
Материалы для изготовления деталей штампов
Материал для изготовления рабочих деталей штампов выбираем

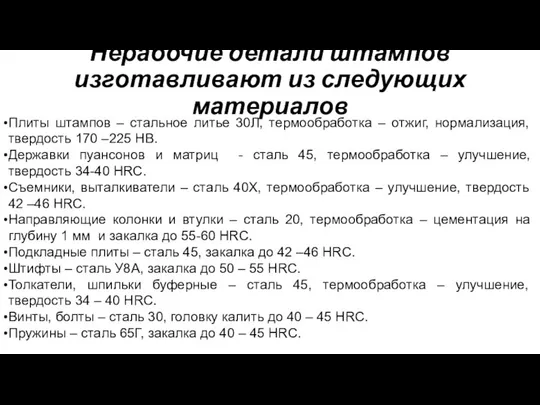
Нерабочие детали штампов изготавливают из следующих материалов
Плиты штампов – стальное литье
Нерабочие детали штампов изготавливают из следующих материалов
Плиты штампов – стальное литье
Стойкость и износоустойчивость штампов для чеканки в основном зависят от следующих
Стойкость и износоустойчивость штампов для чеканки в основном зависят от следующих
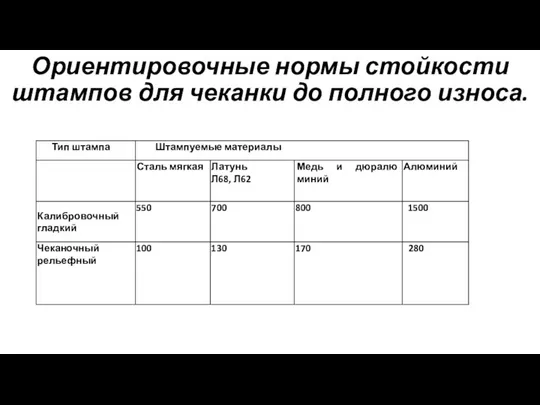
Ориентировочные нормы стойкости штампов для чеканки до полного износа.
Ориентировочные нормы стойкости штампов для чеканки до полного износа.
Конструкторская часть
Конструкторская часть
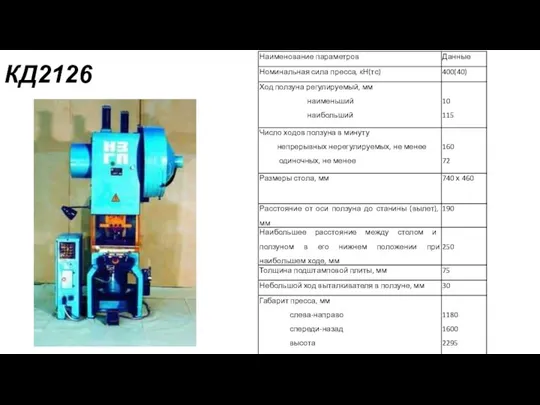
КД2126
КД2126
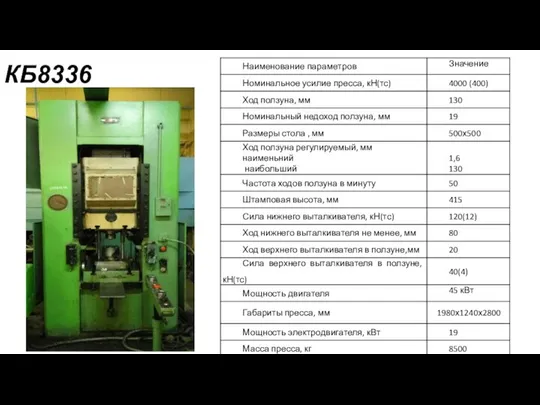
КБ8336
КБ8336
Научно-исследовательская часть
Научно-исследовательская часть
Процесс чеканки медали был промоделирован в системе Q-Form.Задача сводится к показанию
Процесс чеканки медали был промоделирован в системе Q-Form.Задача сводится к показанию
1 – заполнение гурта;
2 – заполнение центральной полости;
3 –
1 – заполнение гурта;
2 – заполнение центральной полости;
3 –
Охрана труда Охрана окружающей среды
Охрана труда Охрана окружающей среды
Одной из важнейших социальных задач является забота об улучшении труда, повышению
Одной из важнейших социальных задач является забота об улучшении труда, повышению
 МАГНИТОФОН ПРИХОДИТ НА ПОМОЩЬ
МАГНИТОФОН ПРИХОДИТ НА ПОМОЩЬ Биоценология
Биоценология Политическая система общества
Политическая система общества Православные иконы
Православные иконы Районный семинар «Спортивный туризм – дистанция пешеходная. Регламент, правила спорта, судейство»
Районный семинар «Спортивный туризм – дистанция пешеходная. Регламент, правила спорта, судейство» Цикл внутреннего аудита
Цикл внутреннего аудита Урок алгебры в 9 классе
Урок алгебры в 9 классе  Консалтинговые услуги РФ Подготовил: Боймуродов Сухроб.
Консалтинговые услуги РФ Подготовил: Боймуродов Сухроб. Монтаж электрических аппаратов
Монтаж электрических аппаратов Жил на свете слоненок - презентация для начальной школы
Жил на свете слоненок - презентация для начальной школы Обзор технологий широкополосного доступа
Обзор технологий широкополосного доступа Приёмы устного решения квадратного уравнения
Приёмы устного решения квадратного уравнения Holidays of nationalities of Perm krai
Holidays of nationalities of Perm krai Ренессанс. Эпоха возрождения
Ренессанс. Эпоха возрождения ОСНОВЫ КОМПЬЮТЕРНОЙ ТЕСТОЛОГИИ
ОСНОВЫ КОМПЬЮТЕРНОЙ ТЕСТОЛОГИИ Риск-менеджмент
Риск-менеджмент Конституция Российской Федерации
Конституция Российской Федерации  2 класс СЛОВАРНЫЕ СЛОВА С, Т УМК «Школа России» Выполнила: Олифиренко Елена Александровна, учитель начальных классов МОУ-СОШ
2 класс СЛОВАРНЫЕ СЛОВА С, Т УМК «Школа России» Выполнила: Олифиренко Елена Александровна, учитель начальных классов МОУ-СОШ 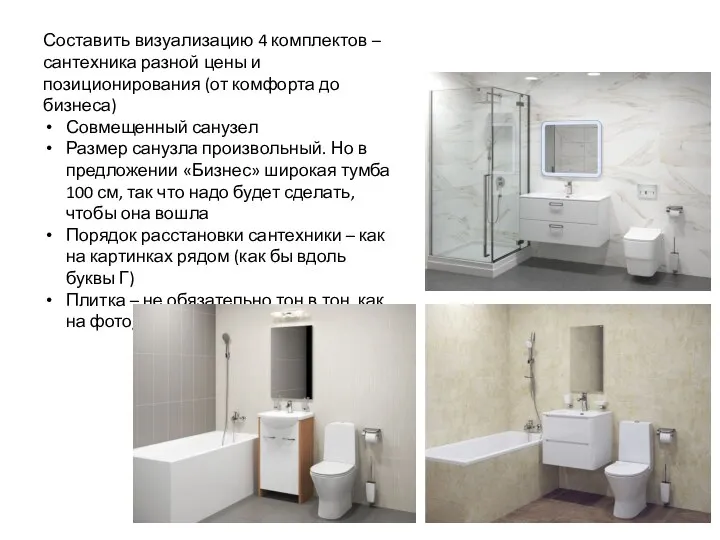 Визуализация 4 комплектов – сантехника разной цены и позиционирования (от комфорта до бизнеса)
Визуализация 4 комплектов – сантехника разной цены и позиционирования (от комфорта до бизнеса) Откуда свет пришел
Откуда свет пришел Презентация "Растения в живописи" - скачать презентации по МХК
Презентация "Растения в живописи" - скачать презентации по МХК Тесты по отрасляи права
Тесты по отрасляи права Презентация "Граффити" - скачать презентации по МХК_
Презентация "Граффити" - скачать презентации по МХК_ Импорттық жүктерді қоймаларда тексеру
Импорттық жүктерді қоймаларда тексеру Редукторы. Типы передачи
Редукторы. Типы передачи Фокина Л. П. Интеллектуальный марафон - 4 - презентация для начальной школы
Фокина Л. П. Интеллектуальный марафон - 4 - презентация для начальной школы Сентиментализм
Сентиментализм  С днём ГАИ
С днём ГАИ