- Ремонт пластинчатых насосов

Содержание
- 2. В промышленном оборудовании различного служебного назначения используют пластинчатые насосы разных моделей: регулируемые и нерегулируемые, одно- и
- 3. Во время перемещения лопастей от точки А до точки В и от точки С до точки
- 4. При правильных условиях эксплуатации пластинчатые насосы работают 5000...6500 ч без значительного ухудшения значения подачи. Однако при
- 5. Поверхности лопастей насоса (рис. 4.5, а) вследствие высокого трения при их перемещении по статорному кольцу и
- 6. Заготовки лопастей после отжига обрабатывают по контуру. Далее шлифуют плоскости и боковые стороны. Производят ступенчатую закалку
- 7. У статорных колец наиболее сильно изнашиваются поверхности в местах сопряжения профилей меньшего г и большего R
- 8. Профильное отверстие статорного кольца растачивается на токарном станке по копиру (рис. 4.6). На шпиндель станка монтируют
- 9. Установку резца на глубину резания выполняют подачей верхнего суппорта. Кольца растачивают, оставляя припуск 0,25...0,3 мм на
- 10. Распределительные диски пластинчатого насоса (см. рис. 4.5, в) изготавливают из алюминиевой бронзы Бр.АЖ9-4 или Бр.АЖМц- 10-3-1,5
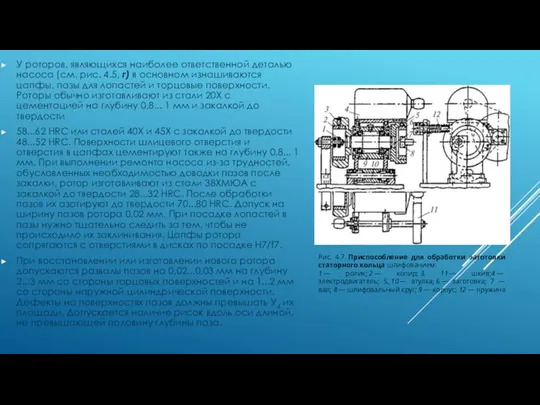
- 11. У роторов, являющихся наиболее ответственной деталью насоса (см. рис. 4.5, г) в основном изнашиваются цапфы, пазы
- 12. Процесс изготовления нового ротора технологически сложен и трудоемок, поэтому целесообразно восстановление изношенного ротора. Риски на торцах
- 13. После замены или восстановления деталей производят сборку пластинчатого насоса. Следует иметь в виду, что большее отверстие
- 14. 6. С левой стороны вала 11 устанавливают подшипниковую опору. 7. Для обеспечения заданного положения распределительные диски
- 16. Скачать презентацию
В промышленном оборудовании различного служебного назначения используют пластинчатые насосы разных моделей:
В промышленном оборудовании различного служебного назначения используют пластинчатые насосы разных моделей:
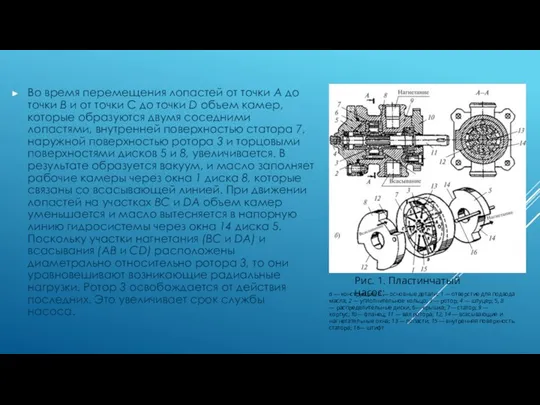
Во время перемещения лопастей от точки А до точки В и от точки С до
Во время перемещения лопастей от точки А до точки В и от точки С до
При правильных условиях эксплуатации пластинчатые насосы работают 5000...6500 ч без значительного
При правильных условиях эксплуатации пластинчатые насосы работают 5000...6500 ч без значительного
Поверхности лопастей насоса (рис. 4.5, а) вследствие высокого трения при их перемещении по
Поверхности лопастей насоса (рис. 4.5, а) вследствие высокого трения при их перемещении по
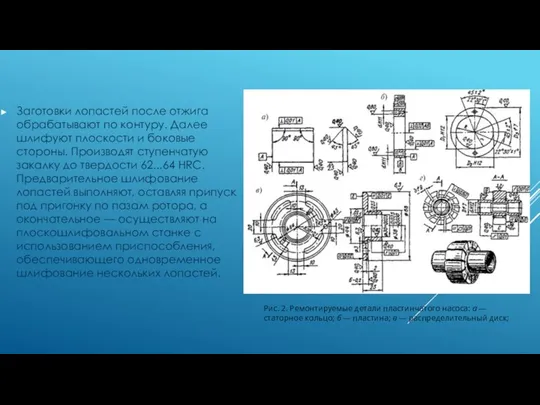
Заготовки лопастей после отжига обрабатывают по контуру. Далее шлифуют плоскости и
Заготовки лопастей после отжига обрабатывают по контуру. Далее шлифуют плоскости и
У статорных колец наиболее сильно изнашиваются поверхности в местах сопряжения профилей
У статорных колец наиболее сильно изнашиваются поверхности в местах сопряжения профилей
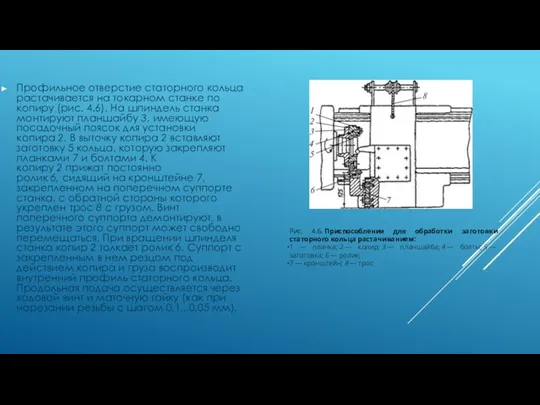
Профильное отверстие статорного кольца растачивается на токарном станке по копиру (рис.
Профильное отверстие статорного кольца растачивается на токарном станке по копиру (рис.
Установку резца на глубину резания выполняют подачей верхнего суппорта. Кольца растачивают,
Установку резца на глубину резания выполняют подачей верхнего суппорта. Кольца растачивают,
Распределительные диски пластинчатого насоса (см. рис. 4.5, в) изготавливают из алюминиевой бронзы Бр.АЖ9-4
Распределительные диски пластинчатого насоса (см. рис. 4.5, в) изготавливают из алюминиевой бронзы Бр.АЖ9-4
У роторов, являющихся наиболее ответственной деталью насоса (см. рис. 4.5, г) в основном
У роторов, являющихся наиболее ответственной деталью насоса (см. рис. 4.5, г) в основном
Процесс изготовления нового ротора технологически сложен и трудоемок, поэтому целесообразно восстановление
Процесс изготовления нового ротора технологически сложен и трудоемок, поэтому целесообразно восстановление
После замены или восстановления деталей производят сборку пластинчатого насоса. Следует иметь
После замены или восстановления деталей производят сборку пластинчатого насоса. Следует иметь
6. С левой стороны вала 11 устанавливают подшипниковую опору.
7. Для обеспечения заданного положения
6. С левой стороны вала 11 устанавливают подшипниковую опору.
7. Для обеспечения заданного положения
 Автоматические системы управления курсом судна
Автоматические системы управления курсом судна Дисциплина профессионального цикла для студентов, обучающихся по магистерским программам
Дисциплина профессионального цикла для студентов, обучающихся по магистерским программам  Пасекова Любовь Анатольевна старший воспитатель Государственное бюджетное дошкольное образовательное учреждение детский с
Пасекова Любовь Анатольевна старший воспитатель Государственное бюджетное дошкольное образовательное учреждение детский с Презентация____
Презентация____ Функциональное программирование
Функциональное программирование Трудности при овладении чтением (С.Н. Костромина, Л.Г. Нагаева Как преодолеть трудности в обучении детей. Чтение. – М.:АСТ; СПБ, 2008.)
Трудности при овладении чтением (С.Н. Костромина, Л.Г. Нагаева Как преодолеть трудности в обучении детей. Чтение. – М.:АСТ; СПБ, 2008.) ЧЕРНОБИЛ 25 години стигат да забравим!
ЧЕРНОБИЛ 25 години стигат да забравим! Епоха відродження
Епоха відродження Правила уборки номера в отеле (раздел 3)
Правила уборки номера в отеле (раздел 3) Социально-психологические особенности взаимоотношений и взаимодействия дошкольника со сверстниками
Социально-психологические особенности взаимоотношений и взаимодействия дошкольника со сверстниками  Великие открытия и Изобретения Леонардо да Винчи
Великие открытия и Изобретения Леонардо да Винчи Язык С. История и развитие языка С
Язык С. История и развитие языка С Планетарлық механизмдер
Планетарлық механизмдер И. С. Тургенев (1818-1883)
И. С. Тургенев (1818-1883) Старт 2.2 Урок 4. Датчик температуры
Старт 2.2 Урок 4. Датчик температуры Презентация Изучение фонетики
Презентация Изучение фонетики Вас віта є Миколаївськ а ЦБС Миколаївської області Миколаїв 2011. - презентация
Вас віта є Миколаївськ а ЦБС Миколаївської області Миколаїв 2011. - презентация Направления развития искусственного интеллекта
Направления развития искусственного интеллекта Автоматическое вождение пахотных агрегатов
Автоматическое вождение пахотных агрегатов Презентация Должности федеральной государственной службы. Государственные служащие и их правовое положение
Презентация Должности федеральной государственной службы. Государственные служащие и их правовое положение  Шайбы и гаечные замки
Шайбы и гаечные замки Шесть «П» проектной деятельности @Попова Снежанна Владиславовна г.Краснотурьинск МОУ «СОШ №2»
Шесть «П» проектной деятельности @Попова Снежанна Владиславовна г.Краснотурьинск МОУ «СОШ №2» Иркутский Государственный Медицинский Университет Кафедра Анестезиологии и Реаниматологии Ш О К Ассистент кафедры анестез
Иркутский Государственный Медицинский Университет Кафедра Анестезиологии и Реаниматологии Ш О К Ассистент кафедры анестез Наукові тексти різних жанрів властивості і структур по-смислові компоненти
Наукові тексти різних жанрів властивості і структур по-смислові компоненти Презентация Контрабанда леса
Презентация Контрабанда леса Законы раздражения возбудимых тканей
Законы раздражения возбудимых тканей  Цветы - светильники на заказ
Цветы - светильники на заказ Зачем нам нужна VP?Задачи VP взаимодействие между заказчиками и командой разработчиков понимание разрабатываемой системы сокращен
Зачем нам нужна VP?Задачи VP взаимодействие между заказчиками и командой разработчиков понимание разрабатываемой системы сокращен