- Шпоночные, шлицевые, штифтовые соединения

Содержание
- 2. Учебные вопросы Шпоночные соединения Шлицевые соединения Штифтовые соединения
- 3. 1. Шпоночные соединения Шпоночные соединения применяют для передачи вращающего момента между валом и ступицей, насаженной на
- 5. Различают неподвижные и подвижные шпоночные соединения. В неподвижных соединениях ступицы не могут перемещаться по валу в
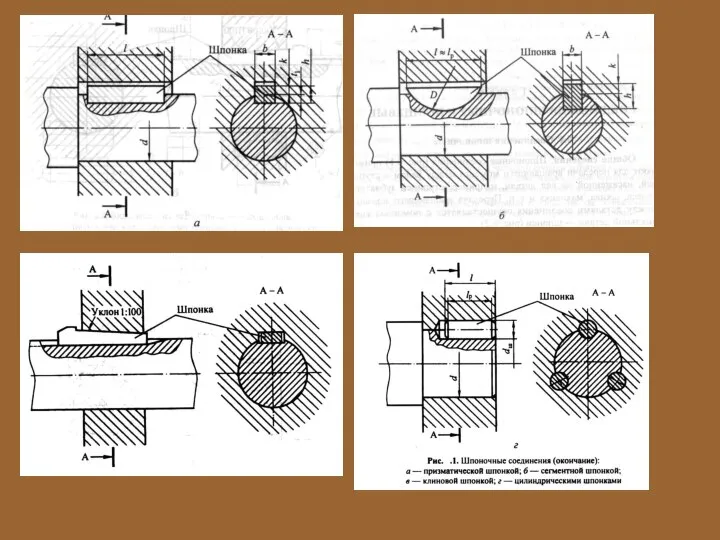
- 6. Соединения призматическими шпонками. Эти соединения наиболее широко применяют в машиностроении; призматические шпонки стандартизированы и их размеры
- 7. Шпонки общемашиностроительного назначения обычно изготавливают из углеродистых сталей 45 и 50 светлого проката или чистотянутых профилей.
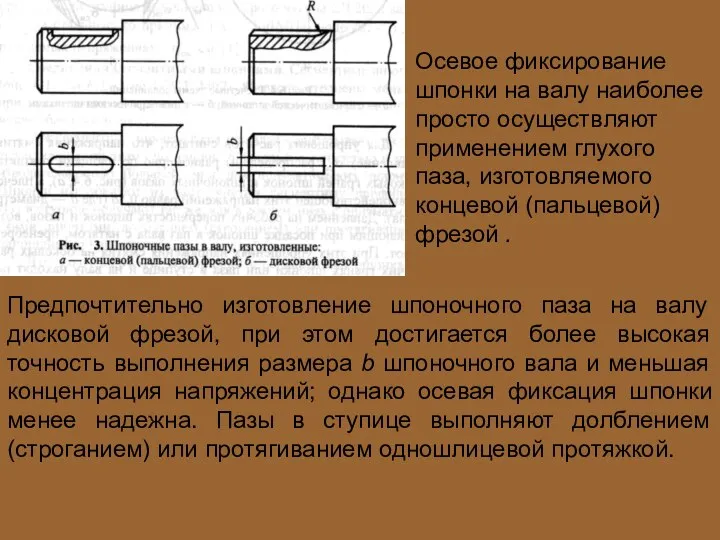
- 9. Осевое фиксирование шпонки на валу наиболее просто осуществляют применением глухого паза, изготовляемого концевой (пальцевой) фрезой .
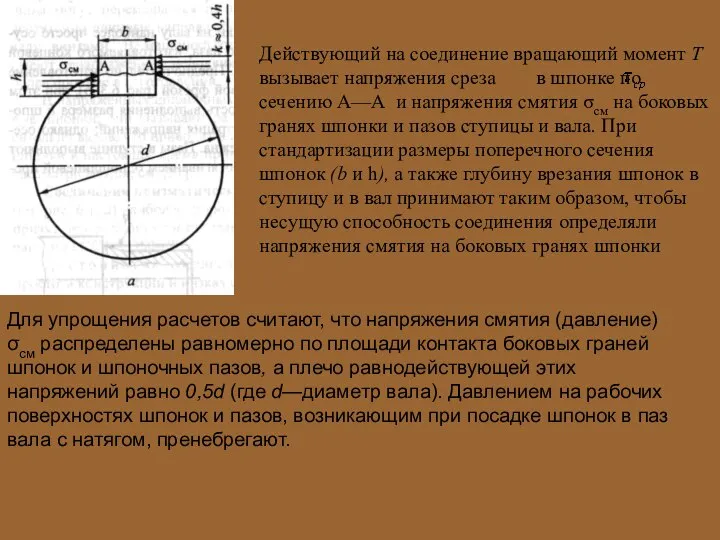
- 10. Действующий на соединение вращающий момент Т вызывает напряжения среза в шпонке по сечению А—А и напряжения
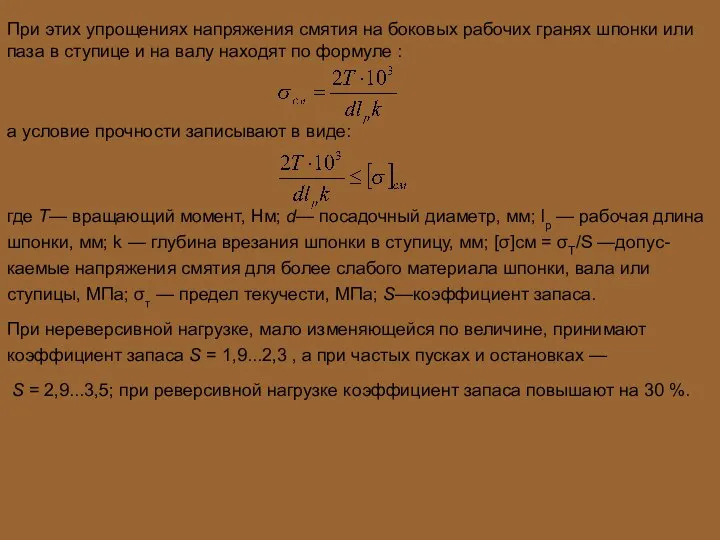
- 11. При этих упрощениях напряжения смятия на боковых рабочих гранях шпонки или паза в ступице и на
- 12. Соединения сегментными шпонками. Сегментные шпонки по ГОСТ 24071-80 распространены меньше призматических; их применяют при серийном и
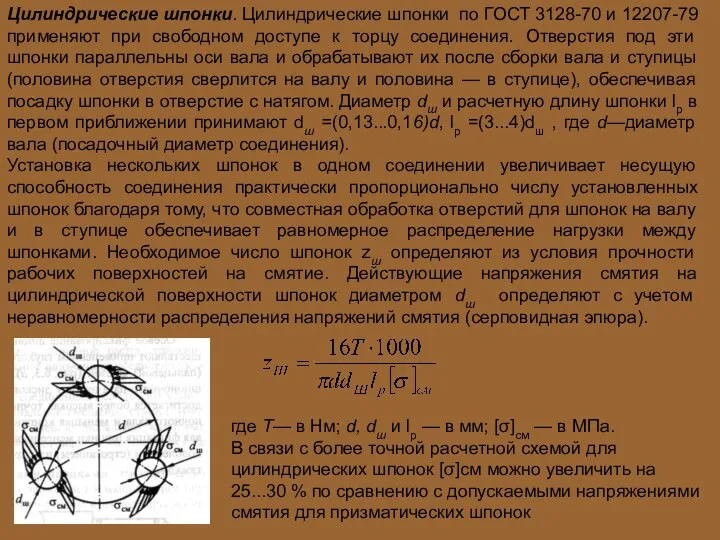
- 13. Цилиндрические шпонки. Цилиндрические шпонки по ГОСТ 3128-70 и 12207-79 применяют при свободном доступе к торцу соединения.
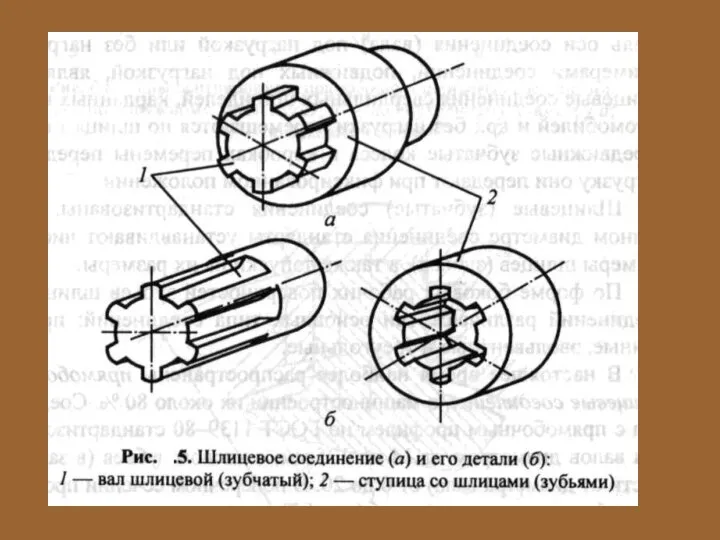
- 14. 2. Шлицевые соединения Шлицевые соединения валов со ступицами различных деталей, таких как зубчатые колеса, шкивы, диски
- 16. Различают шлицевые соединения — неподвижные в осевом направлении для жесткого соединения валов с зубчатыми колесами, шкивами
- 17. В настоящее время наиболее распространены прямобочные шлицевые соединения, в машиностроении их около 80 %. Соединения с
- 18. Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая. С переходом от легкой к средней и
- 19. Центрирование по боковым граням обеспечивает более равномерное распределение нагрузки между зубьями, чем при других способах центрирования;
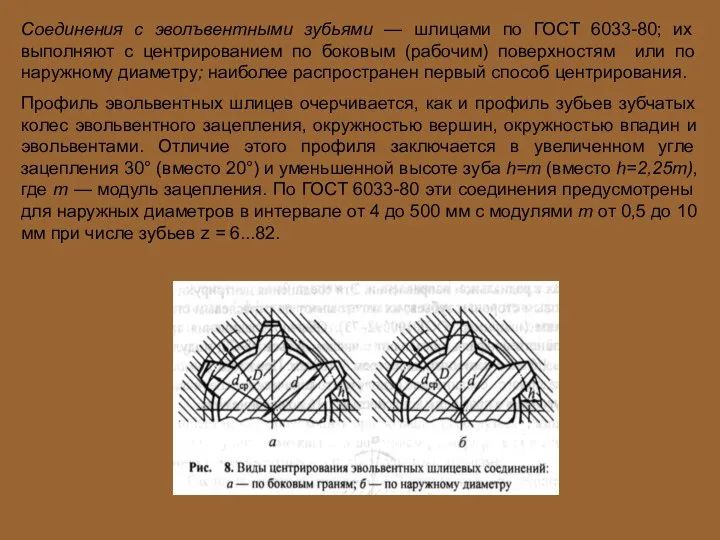
- 20. Соединения с эволъвентными зубьями — шлицами по ГОСТ 6033-80; их выполняют с центрированием по боковым (рабочим)
- 21. Достоинства эвольвентных шлицевых соединений по сравнению с прямобочными: повышенная прочность эвольвентных шлицев (зубьев) на изгиб вследствие
- 22. Шлицевые соединения треугольного профиля , большей частью неподвижные, применяют при стесненных габаритах в радиальном направлении. Эти
- 23. Виды отказов К основным видам отказов (выход из строя) шлицевых соединений относят износ и смятие рабочих
- 24. Расчет шлицевых соединений. Расчет шлицевых соединений проводят по двум критериям работоспособности: а) по критерию смятия в
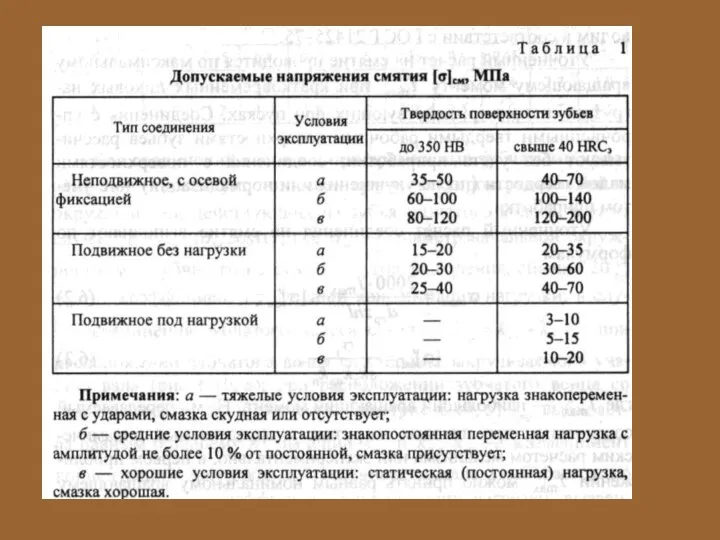
- 25. Упрощенный (приближенный) расчет шлицевых соединений по критерию смятия В напряжения смятия на рабочих поверхностях зубьев находят
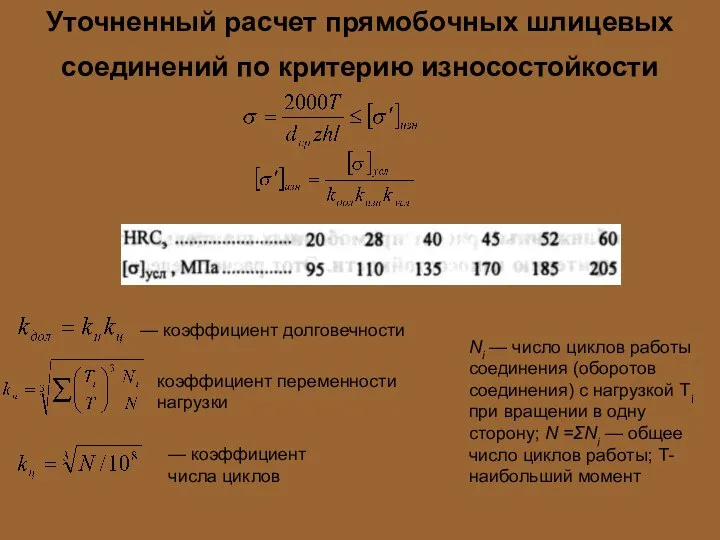
- 27. Уточненный расчет прямобочных шлицевых соединений по критерию износостойкости — коэффициент долговечности коэффициент переменности нагрузки — коэффициент
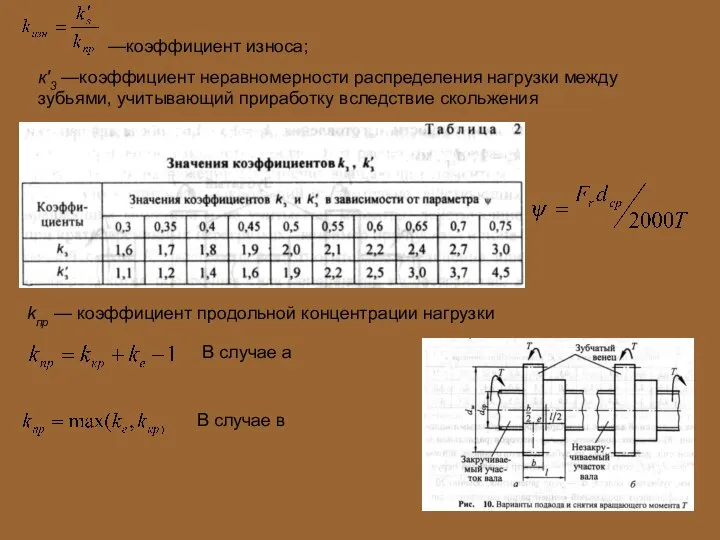
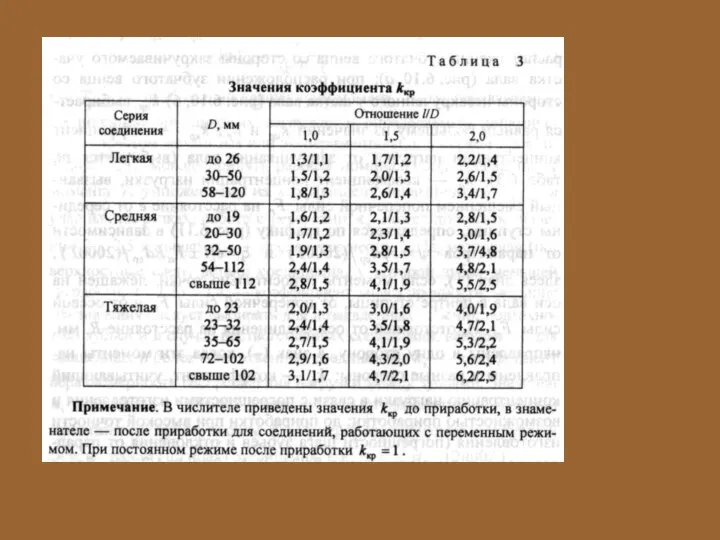
- 28. —коэффициент износа; к'3 —коэффициент неравномерности распределения нагрузки между зубьями, учитывающий приработку вследствие скольжения kпр — коэффициент
- 30. знак (+), если моменты относительно точки, лежащей на оси вала в центре ступицы, от поперечной силы
- 31. kусл = kсkос — коэффициент условий работы соединения; kс — коэффициент смазки; при обильной смазке без
- 33. Рис. 13
- 35. Скачать презентацию
Учебные вопросы
Шпоночные соединения
Шлицевые соединения
Штифтовые соединения
Учебные вопросы
Шпоночные соединения
Шлицевые соединения
Штифтовые соединения
1. Шпоночные соединения
Шпоночные соединения применяют для передачи вращающего момента между валом
1. Шпоночные соединения
Шпоночные соединения применяют для передачи вращающего момента между валом
Различают неподвижные и подвижные шпоночные соединения. В неподвижных соединениях ступицы не
Различают неподвижные и подвижные шпоночные соединения. В неподвижных соединениях ступицы не
Соединения призматическими шпонками. Эти соединения наиболее широко применяют в машиностроении; призматические
Соединения призматическими шпонками. Эти соединения наиболее широко применяют в машиностроении; призматические
Шпонки общемашиностроительного назначения обычно изготавливают из углеродистых сталей 45 и 50
Шпонки общемашиностроительного назначения обычно изготавливают из углеродистых сталей 45 и 50
Осевое фиксирование шпонки на валу наиболее просто осуществляют применением глухого паза,
Осевое фиксирование шпонки на валу наиболее просто осуществляют применением глухого паза,
Действующий на соединение вращающий момент Т вызывает напряжения среза в шпонке
Действующий на соединение вращающий момент Т вызывает напряжения среза в шпонке
При этих упрощениях напряжения смятия на боковых рабочих гранях шпонки или
При этих упрощениях напряжения смятия на боковых рабочих гранях шпонки или
Соединения сегментными шпонками.
Сегментные шпонки по ГОСТ 24071-80 распространены меньше призматических;
Соединения сегментными шпонками.
Сегментные шпонки по ГОСТ 24071-80 распространены меньше призматических;
Цилиндрические шпонки. Цилиндрические шпонки по ГОСТ 3128-70 и 12207-79 применяют при
Цилиндрические шпонки. Цилиндрические шпонки по ГОСТ 3128-70 и 12207-79 применяют при
2. Шлицевые соединения
Шлицевые соединения валов со ступицами различных деталей, таких как
2. Шлицевые соединения
Шлицевые соединения валов со ступицами различных деталей, таких как
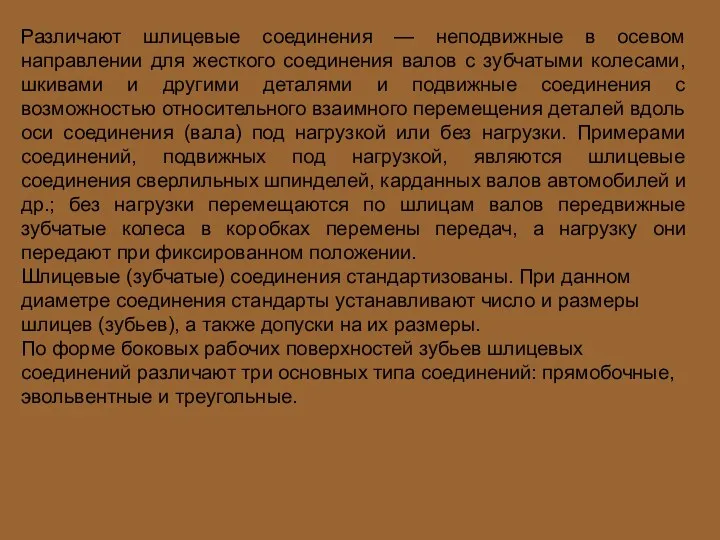
Различают шлицевые соединения — неподвижные в осевом направлении для жесткого соединения
Различают шлицевые соединения — неподвижные в осевом направлении для жесткого соединения
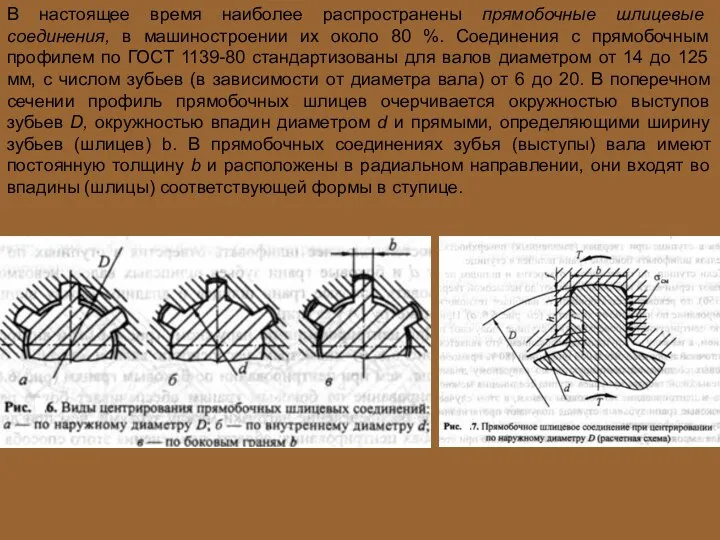
В настоящее время наиболее распространены прямобочные шлицевые соединения, в машиностроении их
В настоящее время наиболее распространены прямобочные шлицевые соединения, в машиностроении их
Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая. С переходом
Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая. С переходом
Центрирование по боковым граням обеспечивает более равномерное распределение нагрузки между зубьями,
Центрирование по боковым граням обеспечивает более равномерное распределение нагрузки между зубьями,
Соединения с эволъвентными зубьями — шлицами по ГОСТ 6033-80; их выполняют
Соединения с эволъвентными зубьями — шлицами по ГОСТ 6033-80; их выполняют
Достоинства эвольвентных шлицевых соединений по сравнению с прямобочными:
повышенная прочность эвольвентных
Достоинства эвольвентных шлицевых соединений по сравнению с прямобочными:
повышенная прочность эвольвентных
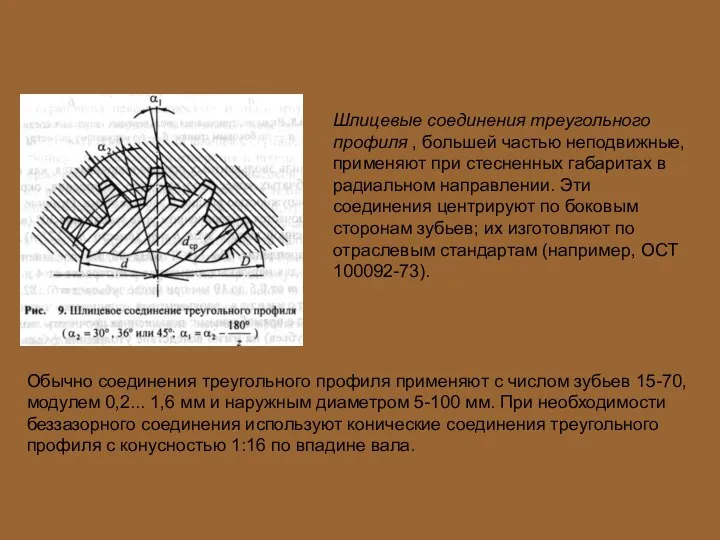
Шлицевые соединения треугольного профиля , большей частью неподвижные, применяют при стесненных
Шлицевые соединения треугольного профиля , большей частью неподвижные, применяют при стесненных
Виды отказов
К основным видам отказов (выход из строя) шлицевых соединений относят
Виды отказов
К основным видам отказов (выход из строя) шлицевых соединений относят
Расчет шлицевых соединений. Расчет шлицевых соединений проводят по двум критериям работоспособности:
Расчет шлицевых соединений. Расчет шлицевых соединений проводят по двум критериям работоспособности:
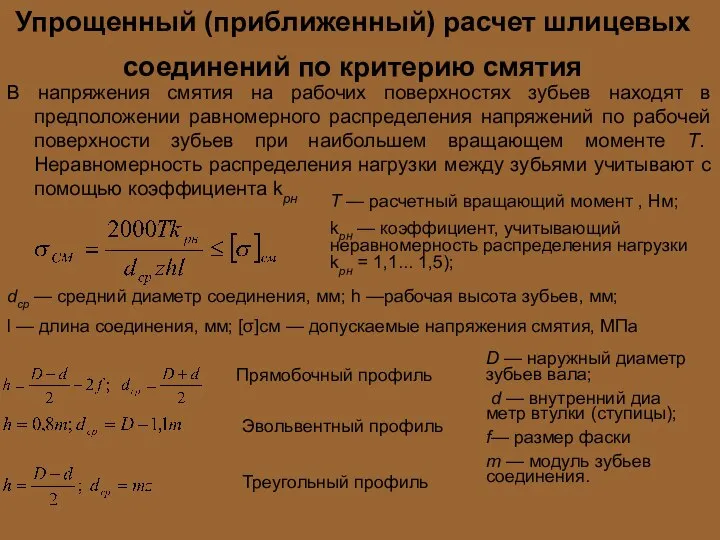
Упрощенный (приближенный) расчет шлицевых соединений по критерию смятия
В напряжения смятия
Упрощенный (приближенный) расчет шлицевых соединений по критерию смятия
В напряжения смятия
Уточненный расчет прямобочных шлицевых соединений по критерию износостойкости
— коэффициент долговечности
Уточненный расчет прямобочных шлицевых соединений по критерию износостойкости
— коэффициент долговечности
—коэффициент износа;
к'3 —коэффициент неравномерности распределения нагрузки между зубьями, учитывающий
—коэффициент износа;
к'3 —коэффициент неравномерности распределения нагрузки между зубьями, учитывающий
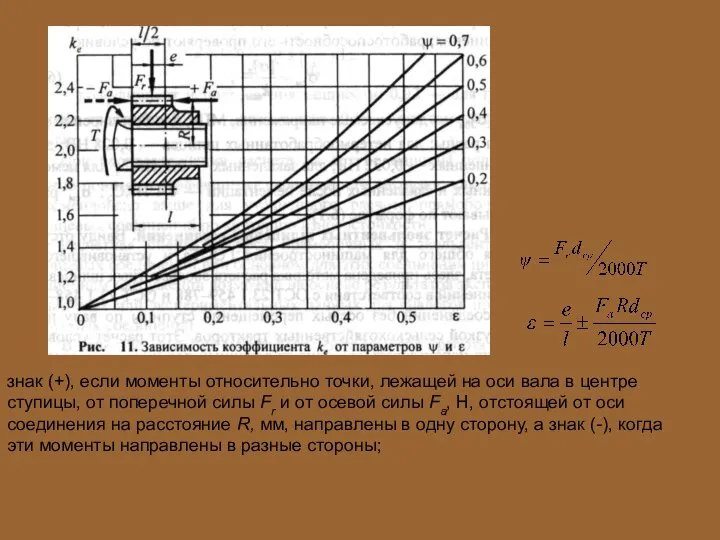
знак (+), если моменты относительно точки, лежащей на оси вала в
знак (+), если моменты относительно точки, лежащей на оси вала в
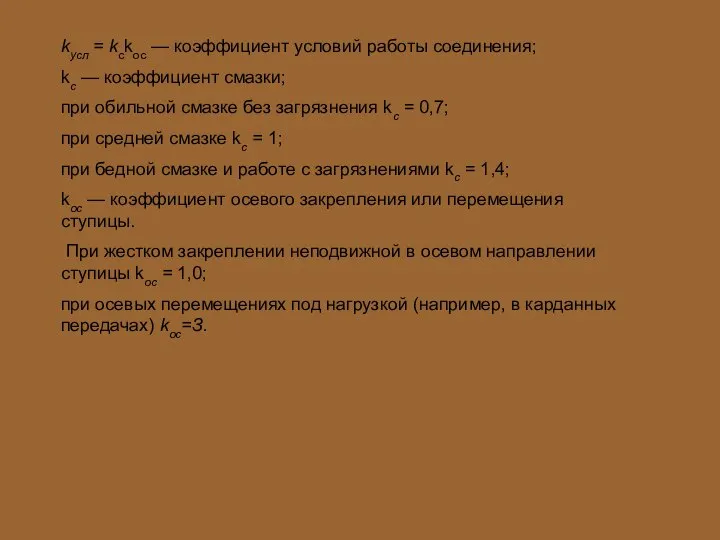
kусл = kсkос — коэффициент условий работы соединения;
kс — коэффициент
kусл = kсkос — коэффициент условий работы соединения;
kс — коэффициент
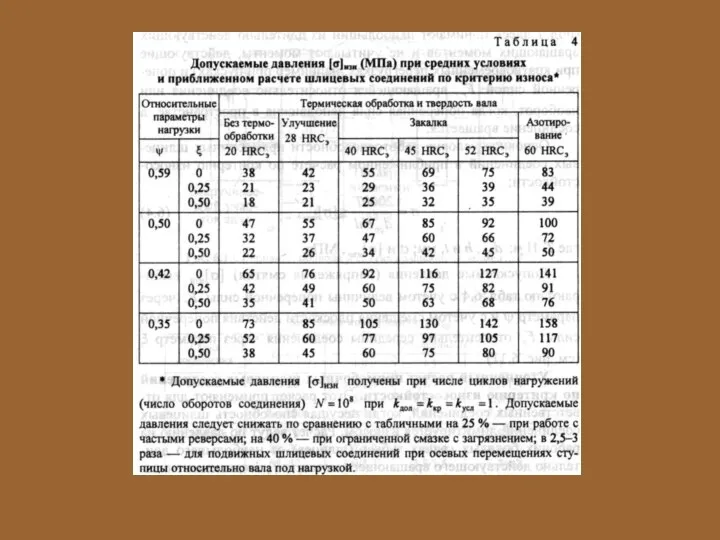
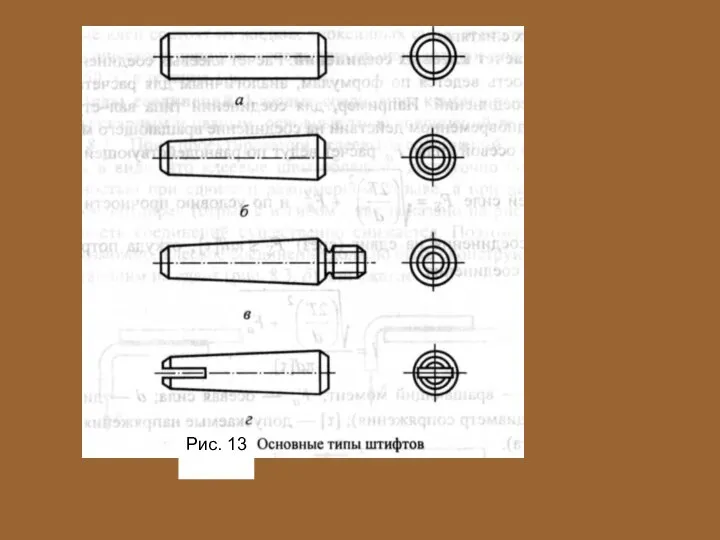
Рис. 13
Рис. 13
 Проект_группы_13
Проект_группы_13 Economic Theory 1
Economic Theory 1 Сравнение (simile – [`simili]) – фигура речи
Сравнение (simile – [`simili]) – фигура речи Editing and proofreading
Editing and proofreading Трансформация идеологий современного российского общества в условиях концептуальной неопределенности
Трансформация идеологий современного российского общества в условиях концептуальной неопределенности Slayd-lektsia_po_travme_pozvonochnika
Slayd-lektsia_po_travme_pozvonochnika Алгоритмы комбинаторной оптимизации. Тема 10 - 11
Алгоритмы комбинаторной оптимизации. Тема 10 - 11 Проектирование на ПЛИС
Проектирование на ПЛИС бир сене ичинде...
бир сене ичинде... Правила игры в футбол
Правила игры в футбол Ремонт рамы тележки электровоза
Ремонт рамы тележки электровоза Конец света
Конец света Презентация на тему "Лекция 8. Желудочковые нарушения ритма сердца. Классификация, риск-стратификация" - скачать презентации п
Презентация на тему "Лекция 8. Желудочковые нарушения ритма сердца. Классификация, риск-стратификация" - скачать презентации п EleSyProject (1)
EleSyProject (1) Электрические трансформаторы. Конструкции обмоток трансформаторов
Электрические трансформаторы. Конструкции обмоток трансформаторов проверка безударных гласных - презентация для начальной школы
проверка безударных гласных - презентация для начальной школы С октивной нагрузкой
С октивной нагрузкой  Конвенция о правах ребенка
Конвенция о правах ребенка Особенности силовых ресурсов власти. Возможности их применения в современном мире
Особенности силовых ресурсов власти. Возможности их применения в современном мире Мебель в жилых и общественных помещениях гостиницы
Мебель в жилых и общественных помещениях гостиницы Теоретические основы методики физического воспитания ребёнка
Теоретические основы методики физического воспитания ребёнка Презентация Примирительная теория права
Презентация Примирительная теория права  Проектирование фасада промышленного здания
Проектирование фасада промышленного здания Технологический процесс приспособления и управляющих программ для изготовления детали «Крышка» в производстве
Технологический процесс приспособления и управляющих программ для изготовления детали «Крышка» в производстве Божий мир
Божий мир А.Б.Турчевич Пермский архитектор
А.Б.Турчевич Пермский архитектор Организация работы по пожарной безопасности в МОУ «Подгорненская средняя общеобразовательная школа»
Организация работы по пожарной безопасности в МОУ «Подгорненская средняя общеобразовательная школа» ХРОНИЧЕСКИЙ ПАНКРЕАТИТ
ХРОНИЧЕСКИЙ ПАНКРЕАТИТ