- Соединения деталей. Неразъемные соединения

Содержание
- 2. СОЕДИНЕНИЯ ДЕТАЛЕЙ Разъемные соединения применяются в тех случаях, когда необходимо осуществлять разборку, настройку, ремонт изделия. Их
- 3. Основные виды разъемных соединений
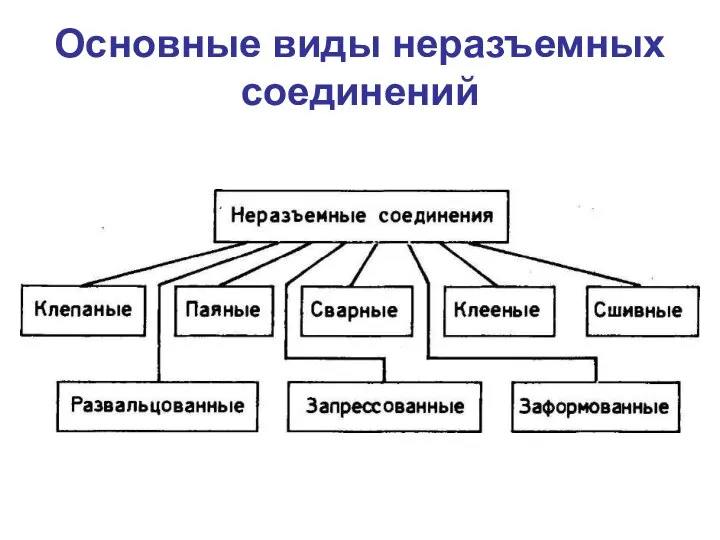
- 4. Основные виды неразъемных соединений
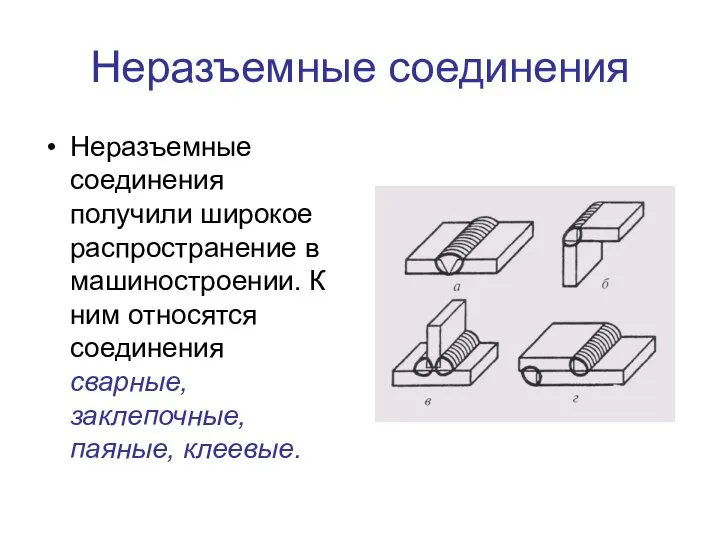
- 5. Неразъемные соединения Неразъемные соединения получили широкое распространение в машиностроении. К ним относятся соединения сварные, заклепочные, паяные,
- 7. Чертежи неразъемных соединений
- 8. Сварное соединение – неразъемное. Оно образуется путем сваривания материалов деталей в зоне стыка и не требует
- 9. Способы сварки. Электродуговая сварка Электрошлаковая сварка Контактная сварка Газовая сварка
- 10. Контактная сварка
- 11. Типы сварных швов. стыковые (а – г), нахлесточные (д), тавровые (е) и угловые (ж).
- 12. Стандартные сварные швы: а — форма поперечного сечения, б — условное обозначение; І — стыковое соединение,
- 13. Сварные швы По своей протяженности сварные швы могут быть: непрерывными по замкнутому контуру (рис. а) и
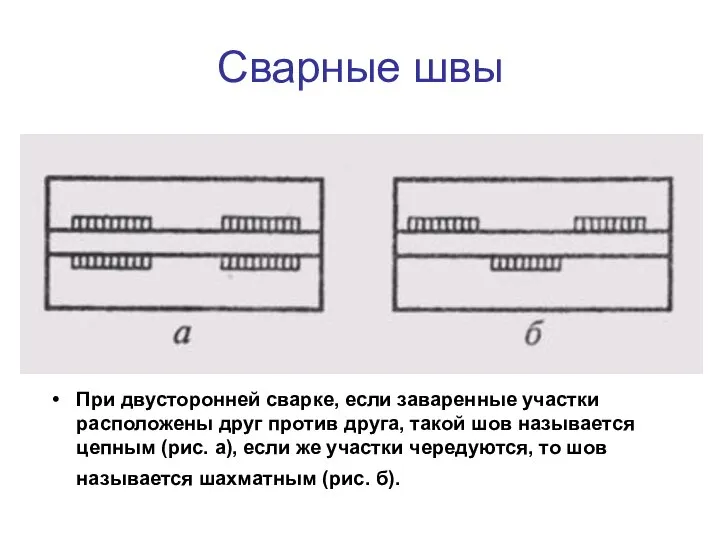
- 14. Сварные швы При двусторонней сварке, если заваренные участки расположены друг против друга, такой шов называется цепным
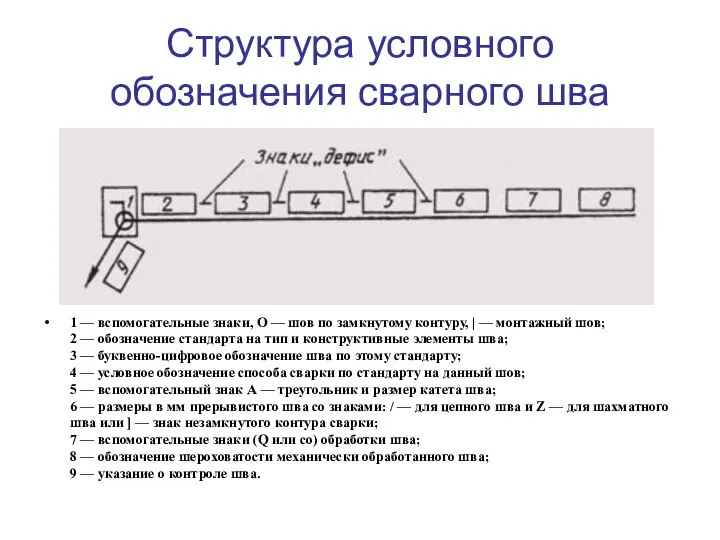
- 15. Структура условного обозначения сварного шва 1 — вспомогательные знаки, О — шов по замкнутому контуру, |
- 16. Клепаные соединения Клепаные соединения применяются в конструкциях, подверженных действию высокой температуры, коррозии, вибрации, а также в
- 17. Инструменты
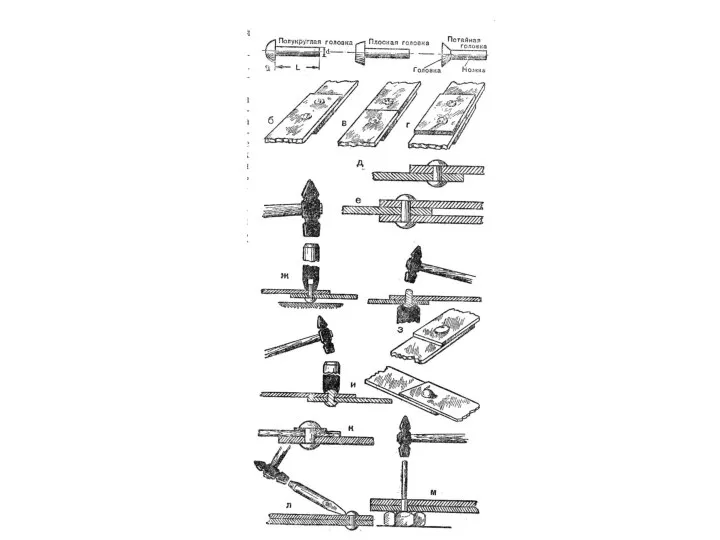
- 18. Клепаные соединения . Соединение при помощи трубчатых заклепок: а — процесс развальцовки заклепки при помощи кернера
- 19. Клепаные соединения Типы заклепок
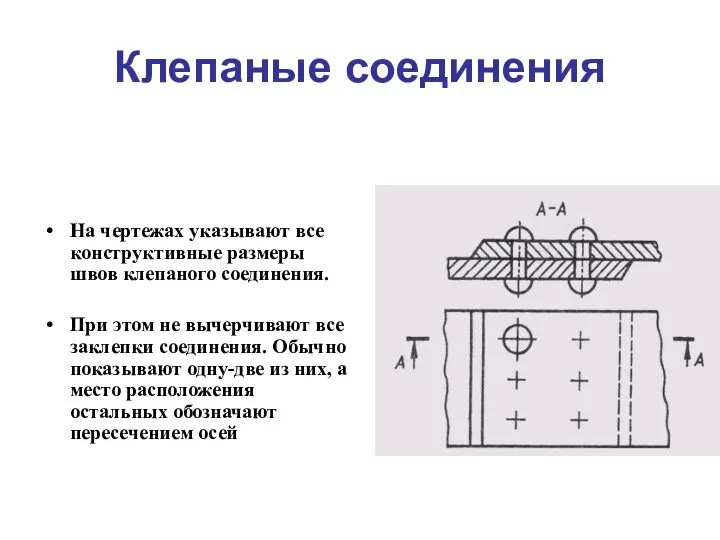
- 21. Клепаные соединения На чертежах указывают все конструктивные размеры швов клепаного соединения. При этом не вычерчивают все
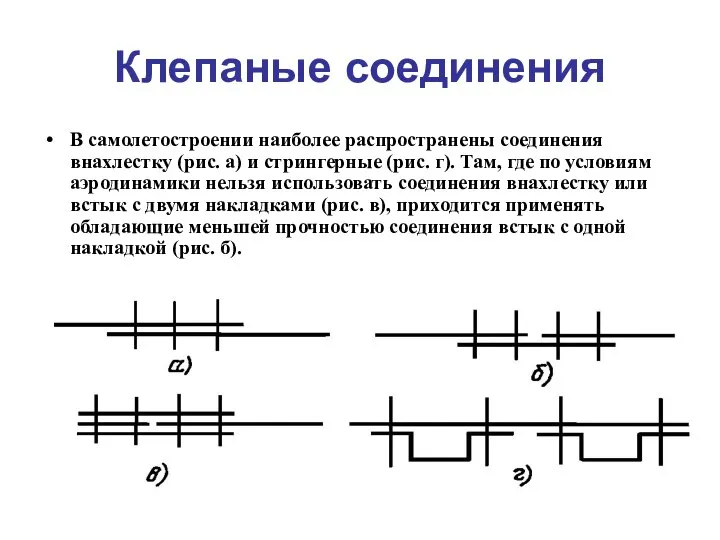
- 22. Клепаные соединения В самолетостроении наиболее распространены соединения внахлестку (рис. а) и стрингерные (рис. г). Там, где
- 23. Соединение пайкой и склеиванием Паяные панели Рис. 5.10. Паяные панели
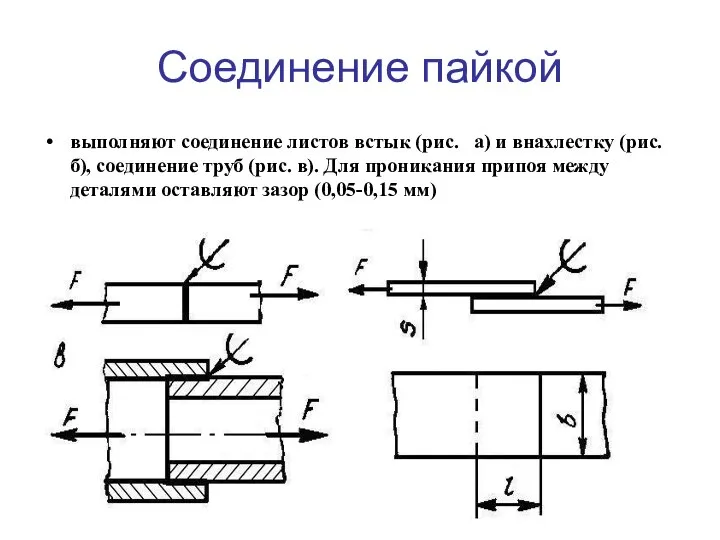
- 24. Соединение пайкой выполняют соединение листов встык (рис. а) и внахлестку (рис. б), соединение труб (рис. в).
- 25. Клеевые соединения Склеивание – один из наиболее прогрессивных методов соединения деталей, получивший в последнее время широкое
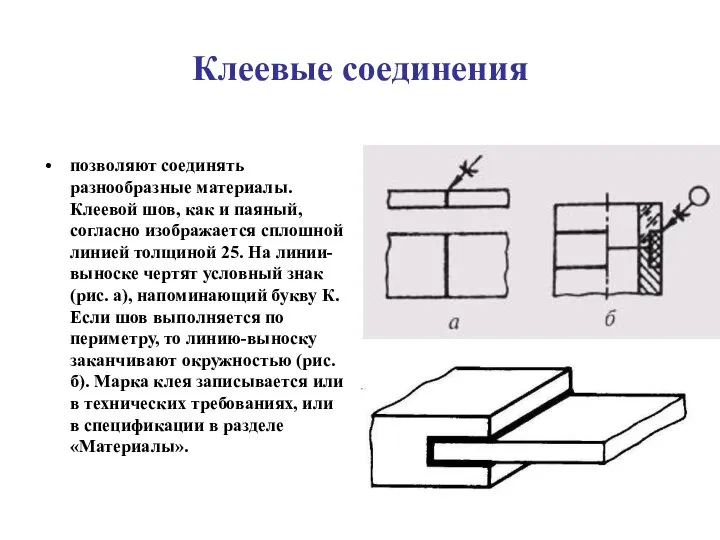
- 26. Клеевые соединения позволяют соединять разнообразные материалы. Клеевой шов, как и паяный, согласно изображается сплошной линией толщиной
- 27. Сшивное соединение применяется для соединения мягких материалов (ткани, кожи, а иногда дерева) между собой в различном
- 28. Вопросы и задания 1.Каковы типы заклёпок и их условные обозначения на чертеже? 2.Как условно на чертеже
- 29. Два основных способа соединения в судостроении В судостроении существуют два основных способа соединения деталей корпусных конструкций:
- 30. Типы сварных соединений, применяемые в судостроении а — встык; б — тавровые; в — угловые; г
- 31. Расположение сварных швов в пространстве: а — нижний; б — вертикальный; в — горизонтальный; г —
- 33. Скачать презентацию
СОЕДИНЕНИЯ ДЕТАЛЕЙ
Разъемные соединения применяются в тех случаях, когда необходимо осуществлять разборку,
СОЕДИНЕНИЯ ДЕТАЛЕЙ
Разъемные соединения применяются в тех случаях, когда необходимо осуществлять разборку,

Основные виды разъемных соединений
Основные виды разъемных соединений
Основные виды неразъемных соединений
Основные виды неразъемных соединений
Неразъемные соединения
Неразъемные соединения получили широкое распространение в машиностроении. К ним
Неразъемные соединения
Неразъемные соединения получили широкое распространение в машиностроении. К ним
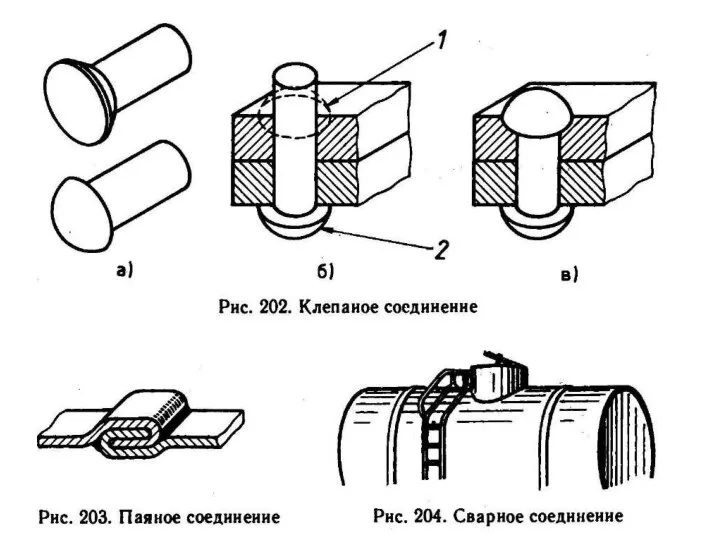

Чертежи неразъемных соединений
Чертежи неразъемных соединений
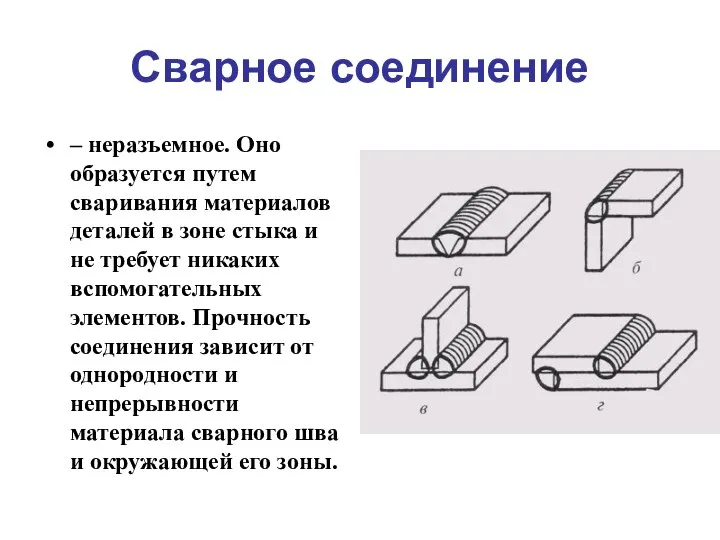
Сварное соединение
– неразъемное. Оно образуется путем сваривания материалов деталей в зоне
Сварное соединение
– неразъемное. Оно образуется путем сваривания материалов деталей в зоне
Способы сварки.
Электродуговая сварка
Электрошлаковая сварка
Контактная сварка
Газовая сварка
Способы сварки.
Электродуговая сварка
Электрошлаковая сварка
Контактная сварка
Газовая сварка

Контактная сварка
Контактная сварка
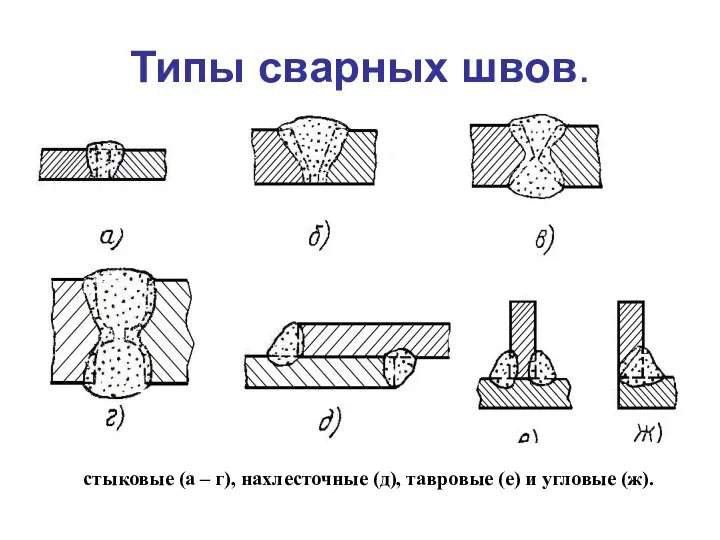
Типы сварных швов.
стыковые (а – г), нахлесточные (д), тавровые (е) и угловые
Типы сварных швов.
стыковые (а – г), нахлесточные (д), тавровые (е) и угловые
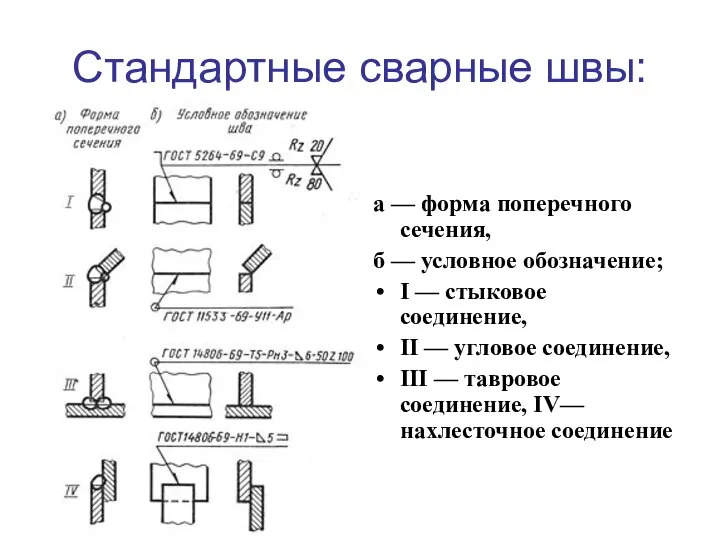
Стандартные сварные швы:
а — форма поперечного сечения,
б — условное обозначение;
Стандартные сварные швы:
а — форма поперечного сечения,
б — условное обозначение;

Сварные швы
По своей протяженности сварные швы могут быть: непрерывными по замкнутому
Сварные швы
По своей протяженности сварные швы могут быть: непрерывными по замкнутому
Сварные швы
При двусторонней сварке, если заваренные участки расположены друг против друга,
Сварные швы
При двусторонней сварке, если заваренные участки расположены друг против друга,
Структура условного обозначения сварного шва
1 — вспомогательные знаки, О —
Структура условного обозначения сварного шва
1 — вспомогательные знаки, О —

Клепаные соединения
Клепаные соединения применяются в конструкциях, подверженных действию высокой температуры,
Клепаные соединения
Клепаные соединения применяются в конструкциях, подверженных действию высокой температуры,

Инструменты
Инструменты

Клепаные соединения
. Соединение при помощи трубчатых заклепок: а — процесс развальцовки
Клепаные соединения
. Соединение при помощи трубчатых заклепок: а — процесс развальцовки

Клепаные соединения
Типы заклепок
Клепаные соединения
Типы заклепок
Клепаные соединения
На чертежах указывают все конструктивные размеры швов клепаного соединения.
При этом
Клепаные соединения
На чертежах указывают все конструктивные размеры швов клепаного соединения.
При этом
Клепаные соединения
В самолетостроении наиболее распространены соединения внахлестку (рис. а) и стрингерные
Клепаные соединения
В самолетостроении наиболее распространены соединения внахлестку (рис. а) и стрингерные

Соединение пайкой и склеиванием
Паяные панели
Рис. 5.10. Паяные панели
Соединение пайкой и склеиванием
Паяные панели
Рис. 5.10. Паяные панели
Соединение пайкой
выполняют соединение листов встык (рис. а) и внахлестку (рис. б),
Соединение пайкой
выполняют соединение листов встык (рис. а) и внахлестку (рис. б),
Клеевые соединения
Склеивание – один из наиболее прогрессивных методов соединения деталей, получивший
Клеевые соединения
Склеивание – один из наиболее прогрессивных методов соединения деталей, получивший
Клеевые соединения
позволяют соединять разнообразные материалы. Клеевой шов, как и паяный, согласно
Клеевые соединения
позволяют соединять разнообразные материалы. Клеевой шов, как и паяный, согласно
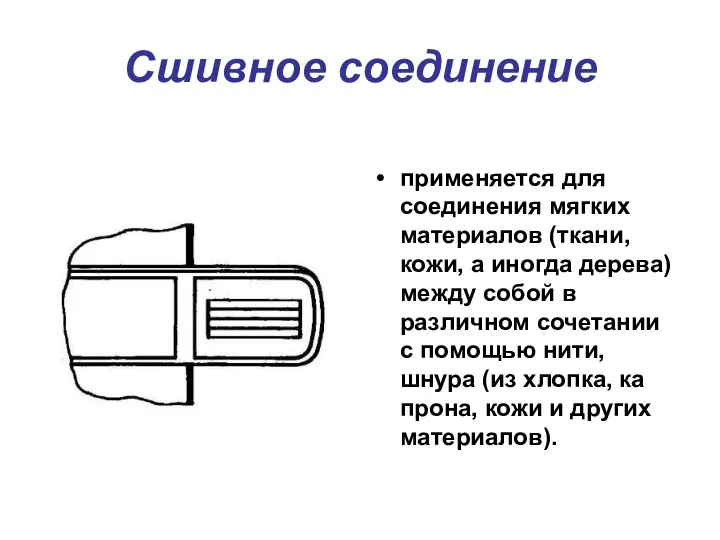
Сшивное соединение
применяется для соединения мягких материалов (ткани, кожи, а иногда дерева)
Сшивное соединение
применяется для соединения мягких материалов (ткани, кожи, а иногда дерева)
Вопросы и задания
1.Каковы типы заклёпок и их условные обозначения на чертеже?
2.Как
Вопросы и задания
1.Каковы типы заклёпок и их условные обозначения на чертеже?
2.Как
Два основных способа соединения в судостроении
В судостроении существуют два основных
Два основных способа соединения в судостроении
В судостроении существуют два основных

Типы сварных соединений, применяемые в судостроении
а — встык;
б —
Типы сварных соединений, применяемые в судостроении
а — встык;
б —
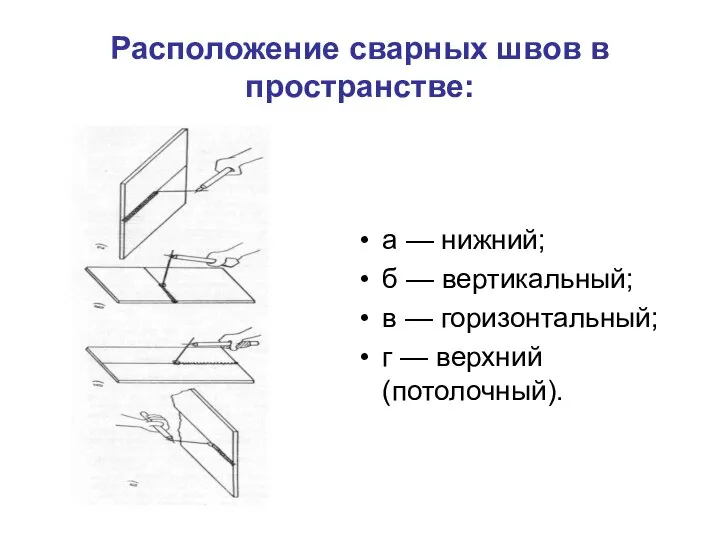
Расположение сварных швов в пространстве:
а — нижний;
б — вертикальный;
в
Расположение сварных швов в пространстве:
а — нижний;
б — вертикальный;
в
 Фольклорно-этнографический коллектив «Тюрагай»
Фольклорно-этнографический коллектив «Тюрагай» Лечебно-профилактические фитнес-программы для детей
Лечебно-профилактические фитнес-программы для детей Геометрическая вероятность
Геометрическая вероятность  Ситуация по ВИЧ/СПИД в мире и в Республике Армения
Ситуация по ВИЧ/СПИД в мире и в Республике Армения Реверс Ксрёзо. Проект мультсериала
Реверс Ксрёзо. Проект мультсериала Visual basic программалау тілі
Visual basic программалау тілі Презентация "Статистика уровня жизни населения" - скачать презентации по Экономике
Презентация "Статистика уровня жизни населения" - скачать презентации по Экономике Кислотно- основное равновесие в организме
Кислотно- основное равновесие в организме Общероссийское движение «Готов к труду и обороне». (1-4 класс)
Общероссийское движение «Готов к труду и обороне». (1-4 класс) Политология как наука и учебная дисциплина
Политология как наука и учебная дисциплина Автор: Грязева Светлана Анатольевна
Автор: Грязева Светлана Анатольевна  American media Perception of the north Korean threat
American media Perception of the north Korean threat Технология процессов каменной кладки
Технология процессов каменной кладки Презентация "елочные игрушки Гараевой" - скачать презентации по МХК
Презентация "елочные игрушки Гараевой" - скачать презентации по МХК Solar radiation extinction in the atmosphere
Solar radiation extinction in the atmosphere  Практическая часть работы супервайзера
Практическая часть работы супервайзера Проектирование защиты информации от утечки по электромагнитному каналу в ООО «Нефтекамская база»
Проектирование защиты информации от утечки по электромагнитному каналу в ООО «Нефтекамская база» Экономика и ее основные участники Д/З: § 12, читать, вопросы, пересказ, Р/Т
Экономика и ее основные участники Д/З: § 12, читать, вопросы, пересказ, Р/Т  Конституционное судопроизводство по жалобам на нарушение конституционных прав и свобод граждан
Конституционное судопроизводство по жалобам на нарушение конституционных прав и свобод граждан  Схема размещения кондиционеров. (2 этап)
Схема размещения кондиционеров. (2 этап) Metódy a nástroje manažmentu kvality
Metódy a nástroje manažmentu kvality Возрождение в Венеции Краткая история искусств
Возрождение в Венеции Краткая история искусств Обзор процесса создания дочерних процессов. Стандарт ISO
Обзор процесса создания дочерних процессов. Стандарт ISO Презентация Жиры
Презентация Жиры Заболевания детей раннего возраста. Заболевания слизистой полости рта (стоматиты, молочница).
Заболевания детей раннего возраста. Заболевания слизистой полости рта (стоматиты, молочница).  Перспектива. Деление отрезков в перспективе на равные и пропорциональные части
Перспектива. Деление отрезков в перспективе на равные и пропорциональные части Шайхиева Надежда Ивановна, учитель изобразительного искусства МОБУ СОШ№3 им.Ю.Гагарина г. Таганрога Ростовской области
Шайхиева Надежда Ивановна, учитель изобразительного искусства МОБУ СОШ№3 им.Ю.Гагарина г. Таганрога Ростовской области Стили в искусстве «Бонсай»
Стили в искусстве «Бонсай»