- Сварные соединения

Содержание
- 2. Электродуговая сварка Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми деталями. Дуга создаёт
- 3. Виды электродуговой сварки Ручная Наименее качественная; Осуществляется электродами с обмазкой; Используется для монтажных швов. Автоматическая Наиболее
- 4. Виды сварных швов Торцы деталей приставляют один к другому встык и сваривают Условные обозначения Выполняются на
- 5. Виды сварных соединений Фланговые швы расположены параллельно действующему усилию Лобовые швы расположены перпендикулярно действующему усилию Стыковое
- 6. Виды сварных соединений
- 7. Расчёт угловых швов Корень шва Угловые швы рассчитываются на срез. Предполагается, что разрушение шва может произойти
- 8. Расчёт угловых швов Условия расчёта: 1 – по металлу шва: 2 – по металлу границы сплавления:
- 9. Выбор типа электродов Прочность шва должна несколько превышать прочность основного металла Нормативное сопротивление 375 МПа (38
- 10. Конструктивные требования к угловым швам Из двух швов с одинаковой несущей способностью более экономичным является шов
- 11. Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые швы принимаются: - при
- 12. Конструктивные требования к стыковым швам Подварка корня шва (для монтажных швов) Вывод концов шва на технологические
- 13. Сварочные деформации Последовательность сварки монтажного стыка Продольная усадка угловых швов (или почему невозможно изготовить сварной профиль
- 15. Скачать презентацию
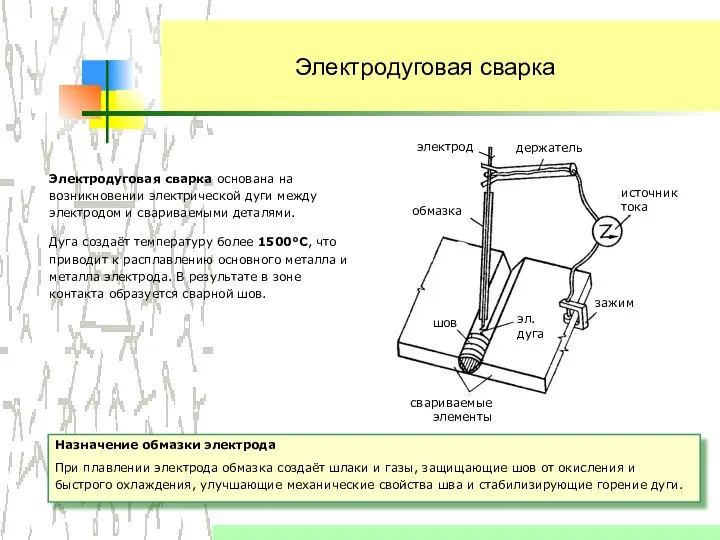
Электродуговая сварка
Электродуговая сварка основана на возникновении электрической дуги между электродом и
Электродуговая сварка
Электродуговая сварка основана на возникновении электрической дуги между электродом и
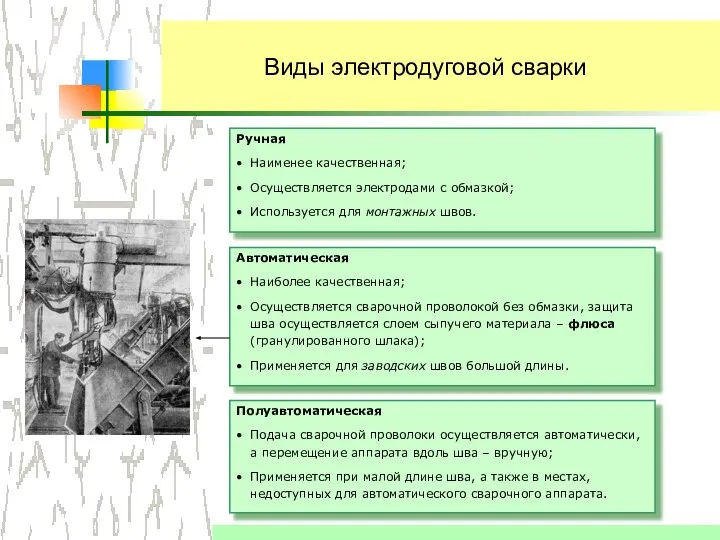
Виды электродуговой сварки
Ручная
Наименее качественная;
Осуществляется электродами с обмазкой;
Используется для монтажных швов.
Автоматическая
Наиболее качественная;
Осуществляется
Виды электродуговой сварки
Ручная
Наименее качественная;
Осуществляется электродами с обмазкой;
Используется для монтажных швов.
Автоматическая
Наиболее качественная;
Осуществляется

Виды сварных швов
Торцы деталей приставляют один к другому встык и сваривают
Условные
Виды сварных швов
Торцы деталей приставляют один к другому встык и сваривают
Условные
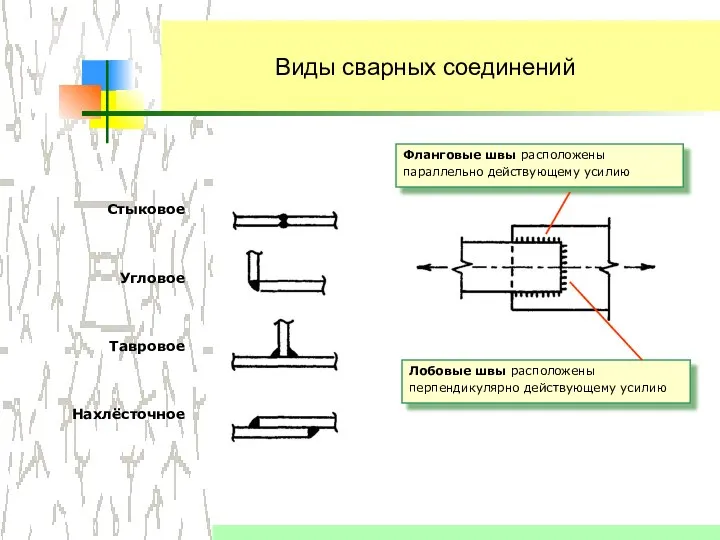
Виды сварных соединений
Фланговые швы расположены параллельно действующему усилию
Лобовые швы расположены перпендикулярно
Виды сварных соединений
Фланговые швы расположены параллельно действующему усилию
Лобовые швы расположены перпендикулярно
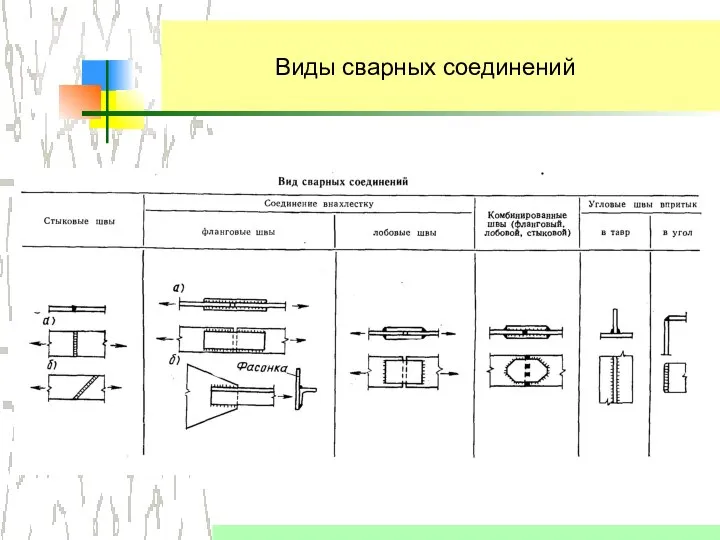
Виды сварных соединений
Виды сварных соединений
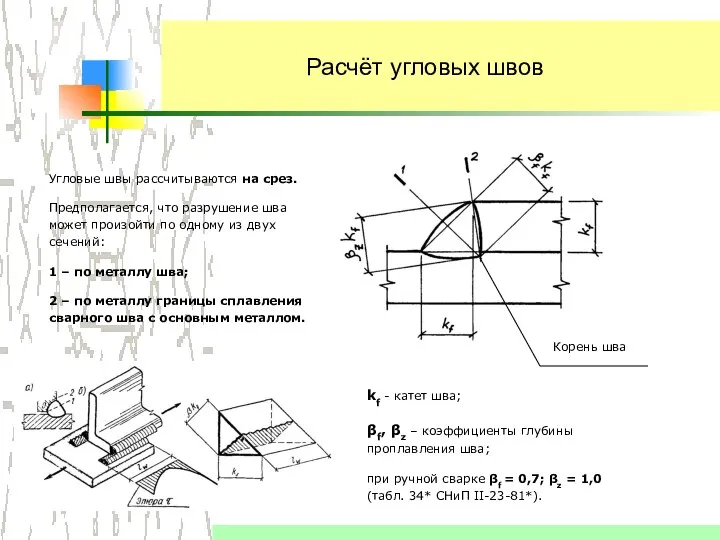
Расчёт угловых швов
Корень шва
Угловые швы рассчитываются на срез.
Предполагается, что разрушение шва
Расчёт угловых швов
Корень шва
Угловые швы рассчитываются на срез.
Предполагается, что разрушение шва
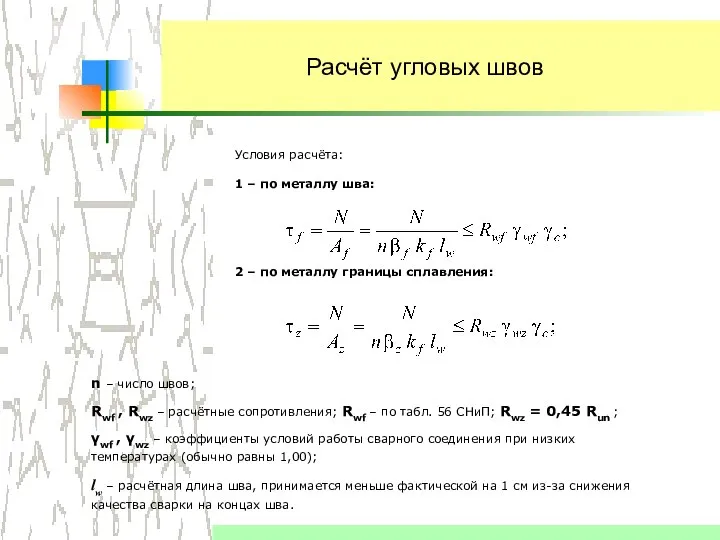
Расчёт угловых швов
Условия расчёта:
1 – по металлу шва:
2 – по металлу
Расчёт угловых швов
Условия расчёта:
1 – по металлу шва:
2 – по металлу
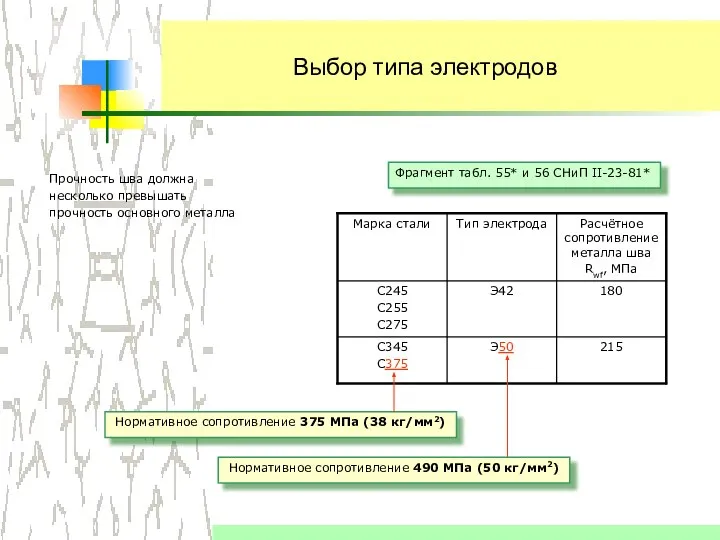
Выбор типа электродов
Прочность шва должна несколько превышать прочность основного металла
Нормативное сопротивление
Выбор типа электродов
Прочность шва должна несколько превышать прочность основного металла
Нормативное сопротивление
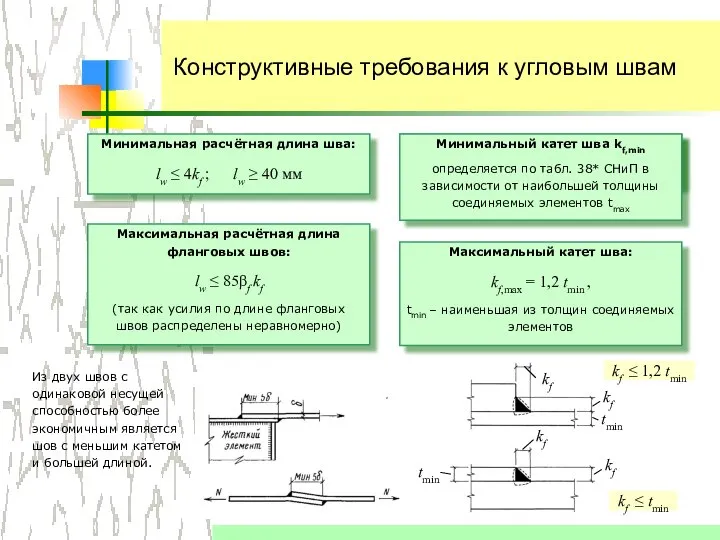
Конструктивные требования к угловым швам
Из двух швов с одинаковой несущей способностью
Конструктивные требования к угловым швам
Из двух швов с одинаковой несущей способностью
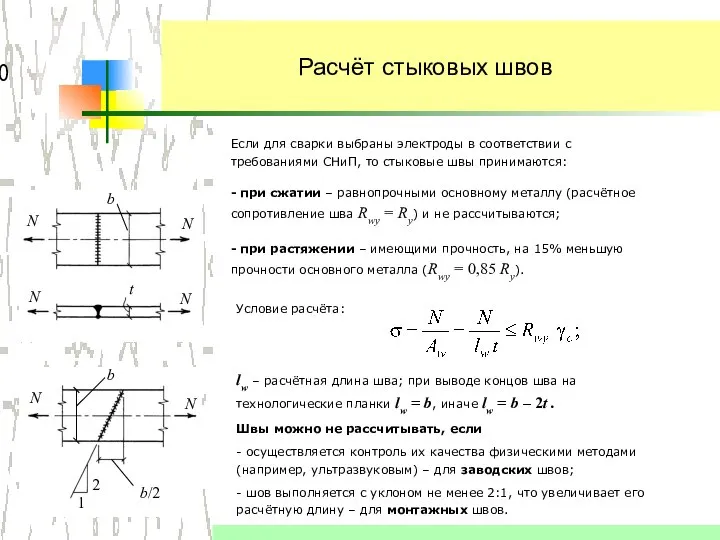
Если для сварки выбраны электроды в соответствии с требованиями СНиП, то
Если для сварки выбраны электроды в соответствии с требованиями СНиП, то
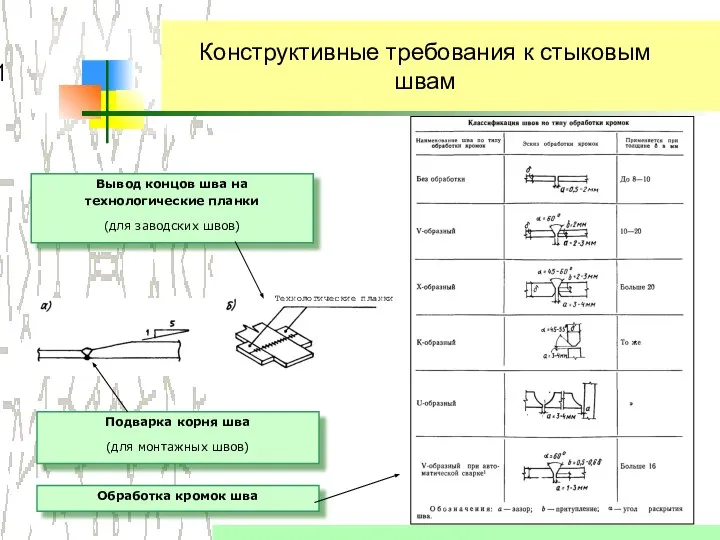
Конструктивные требования к стыковым швам
Подварка корня шва
(для монтажных швов)
Вывод концов шва
Конструктивные требования к стыковым швам
Подварка корня шва
(для монтажных швов)
Вывод концов шва

Сварочные деформации
Последовательность сварки монтажного стыка
Продольная усадка угловых швов
(или почему невозможно изготовить
Сварочные деформации
Последовательность сварки монтажного стыка
Продольная усадка угловых швов
(или почему невозможно изготовить
 Концепция «Мягкой силы» в мировой политике
Концепция «Мягкой силы» в мировой политике Правовые основы местного самоуправления
Правовые основы местного самоуправления Презентация Джон Локк о гражданском обществе
Презентация Джон Локк о гражданском обществе Java Collections
Java Collections Процедуры. Назначение процедур
Процедуры. Назначение процедур Праздник окончания уборки урожая Erntedankfest (праздник благодарения)
Праздник окончания уборки урожая Erntedankfest (праздник благодарения) Производственное обучение
Производственное обучение Разработка урока по ФГОС 2 поколения: теория и практика составления конспекта урока. Шушкова Светлана Александровна учитель нач
Разработка урока по ФГОС 2 поколения: теория и практика составления конспекта урока. Шушкова Светлана Александровна учитель нач Правонарушение
Правонарушение  Ортодонтия
Ортодонтия СИСТЕМА ДИСТАНЦИОННОГО ОБУЧЕНИЯ MOODLE Руководство преподавателя
СИСТЕМА ДИСТАНЦИОННОГО ОБУЧЕНИЯ MOODLE Руководство преподавателя Презентация Назначение и выплата пособий по временной нетрудоспособности
Презентация Назначение и выплата пособий по временной нетрудоспособности  Классификация проектов и разновидности проектного управления. Глава 3
Классификация проектов и разновидности проектного управления. Глава 3 Золотой век русской культуры
Золотой век русской культуры Правила этикета за столом
Правила этикета за столом Интеллектуальная собственность
Интеллектуальная собственность Технология VLSM. Маски подсети переменной длины
Технология VLSM. Маски подсети переменной длины Локальные компьютерные сети. 8 класс
Локальные компьютерные сети. 8 класс Клинические формы поствакцинальных осложнений
Клинические формы поствакцинальных осложнений Карплюк Т.И., Карплюк Т.И., учитель биологии высшей категории МОУ СОШ № 9 г. Усть-Кут
Карплюк Т.И., Карплюк Т.И., учитель биологии высшей категории МОУ СОШ № 9 г. Усть-Кут  Урок_1
Урок_1 Запрещение химического и биологического оружия. Проблемы соблюдения договора о ликвидации ракет средней и меньшей дальности
Запрещение химического и биологического оружия. Проблемы соблюдения договора о ликвидации ракет средней и меньшей дальности Активный тимбилдинг. Сценарий выездного мероприятия
Активный тимбилдинг. Сценарий выездного мероприятия Дін ілімінің негіздері. Суннизм
Дін ілімінің негіздері. Суннизм Современные концепции коммуникации
Современные концепции коммуникации  Проектирование сборочных участков и цехов
Проектирование сборочных участков и цехов Перспектива – вид центральной проекции
Перспектива – вид центральной проекции Получение металлов
Получение металлов