- Технология сварки упрочненных сталей. Билет 11 (1)

Содержание
- 3. Применение низколегированных сталей в строительстве вместо углеродистых позволяет уменьшить массу строительных конструкций, получить значительную экономию металла
- 4. Сварка распространенных строительных сталей 09Г2С, 10Г2С1, 14Г2 и др., имеющих предел текучести не более 390 МПа,
- 6. Особенности технологии сварки низколегированных сталей. Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных
- 7. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва. Низколегированные стали
- 8. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят
- 9. Технология сварки под флюсом. В большинстве случаев применяют те же сварочные материалы, что и при сварке
- 10. Технология сварки низколегированных упрочненных сталей. Детали эксплуатируемых в энергостроении машин обычно характеризуются сложностью формы, разнообразием конструктивных
- 11. Газосварочный пост и резак Р1П-100 Билет 11 (2)
- 13. Резак инжекторный для ручной кислородной резки типа Р1П ОКП 36 4522. Предназначен для ручной газокислородной резки
- 15. Современный газосварочный пост должен иметь в обязательной комплектации хорошую вентиляцию и низковольтное оснащение для работы в
- 16. Основные элементы оборудования, которые входят в газосварочный пост. Баллон – кислородный и ацетиленовый. Специальные шланги стандартных
- 17. Пост газосварочный ПГУ-40П предназначен для ручной сварки и пайки металлов, резки углеродистых и легированных сталей и
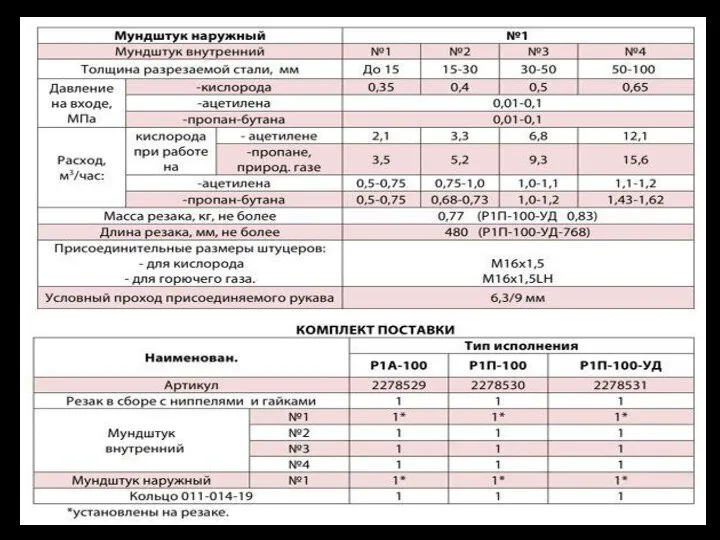
- 18. Технические характеристики
- 20. Скачать презентацию
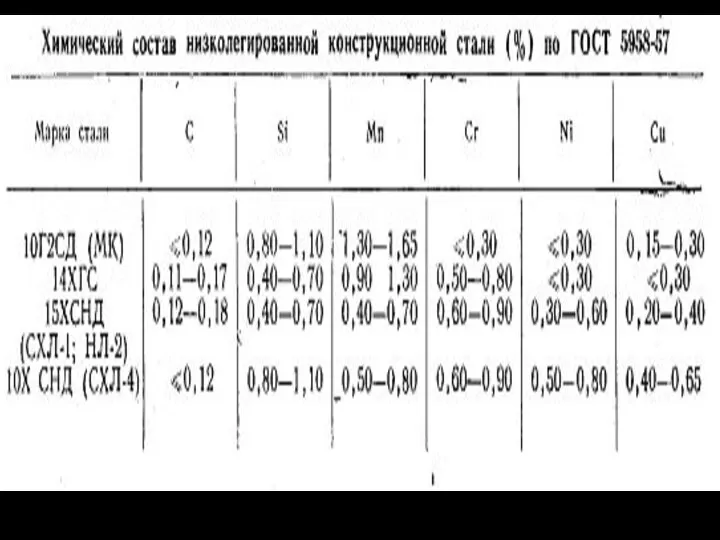
Применение низколегированных сталей в строительстве вместо углеродистых позволяет уменьшить массу строительных
Применение низколегированных сталей в строительстве вместо углеродистых позволяет уменьшить массу строительных
Сварка распространенных строительных сталей 09Г2С, 10Г2С1, 14Г2 и др., имеющих предел
Сварка распространенных строительных сталей 09Г2С, 10Г2С1, 14Г2 и др., имеющих предел
Особенности технологии сварки низколегированных сталей.
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют
Особенности технологии сварки низколегированных сталей. Низколегированные низкоуглеродистые конструкционные стали, как правило, используют
Прихватки при сборке необходимо выполнять теми же электродами, что и при
Прихватки при сборке необходимо выполнять теми же электродами, что и при
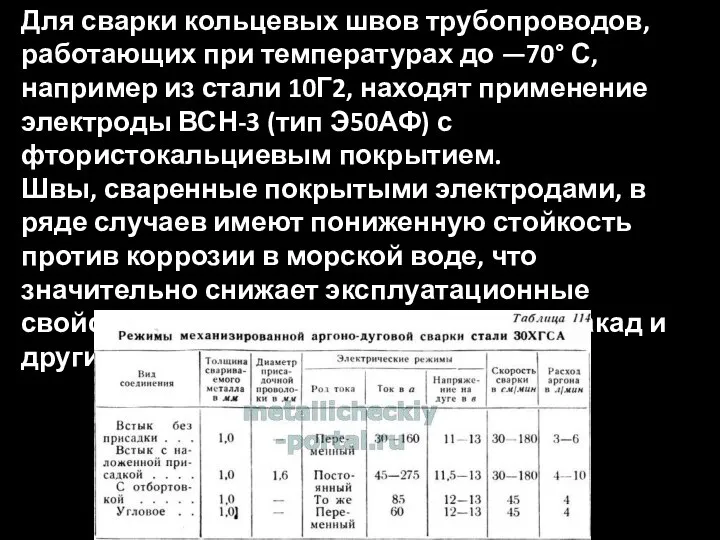
Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С,
Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С,
Технология сварки под флюсом.
В большинстве случаев применяют те же сварочные материалы,
Технология сварки под флюсом.
В большинстве случаев применяют те же сварочные материалы,
Технология сварки низколегированных упрочненных сталей.
Детали эксплуатируемых в энергостроении машин обычно характеризуются
Технология сварки низколегированных упрочненных сталей. Детали эксплуатируемых в энергостроении машин обычно характеризуются
Газосварочный пост и резак Р1П-100
Билет 11 (2)
Газосварочный пост и резак Р1П-100
Билет 11 (2)

Резак инжекторный для ручной кислородной резки типа Р1П ОКП 36 4522.
Предназначен
Резак инжекторный для ручной кислородной резки типа Р1П ОКП 36 4522.
Предназначен
Современный газосварочный пост должен иметь в обязательной комплектации хорошую вентиляцию и низковольтное
Современный газосварочный пост должен иметь в обязательной комплектации хорошую вентиляцию и низковольтное
Основные элементы оборудования, которые входят в газосварочный пост.
Баллон – кислородный и ацетиленовый.
Специальные
Основные элементы оборудования, которые входят в газосварочный пост.
Баллон – кислородный и ацетиленовый.
Специальные
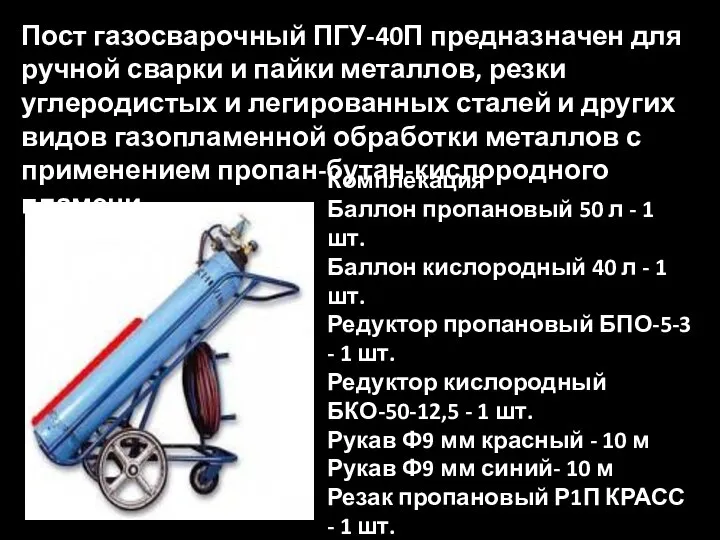
Пост газосварочный ПГУ-40П предназначен для ручной сварки и пайки металлов, резки углеродистых
Пост газосварочный ПГУ-40П предназначен для ручной сварки и пайки металлов, резки углеродистых

Технические характеристики
Технические характеристики
 Автоматизована система оплати проїзду
Автоматизована система оплати проїзду Права и обязанности супругов в исламе
Права и обязанности супругов в исламе Финансовая среда предпринимательства и предпринимательские риски
Финансовая среда предпринимательства и предпринимательские риски Основные черты права Древнего Китая Выполнила студентка группы ю104 Рыжкова Анастасия
Основные черты права Древнего Китая Выполнила студентка группы ю104 Рыжкова Анастасия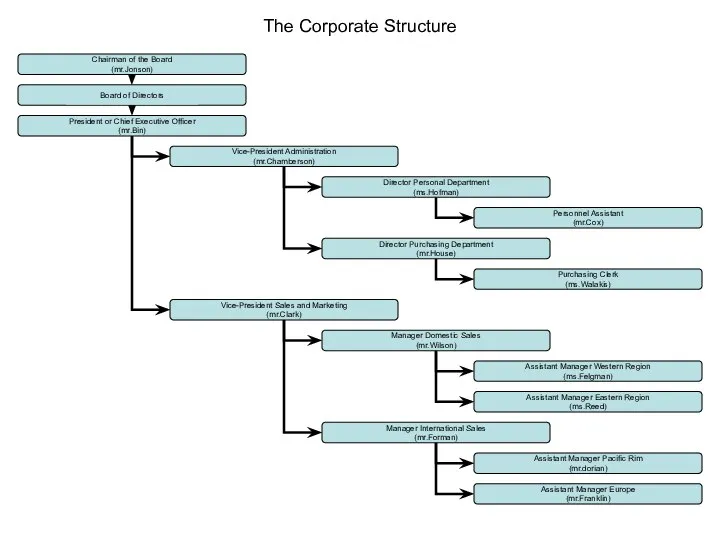 The Corporate Structure
The Corporate Structure Самоактуализация и самосовершенствование личности
Самоактуализация и самосовершенствование личности Русская красавица
Русская красавица Декупаж «Лесная поляна» Выполнила: ученица 10 «А» класса МОУ СОШ №8 Минаева Наталья Магнитогорск 2011
Декупаж «Лесная поляна» Выполнила: ученица 10 «А» класса МОУ СОШ №8 Минаева Наталья Магнитогорск 2011 Контрольные вопросы по физической культуре и здоровью
Контрольные вопросы по физической культуре и здоровью Культура. Функции культуры
Культура. Функции культуры Псалтирь 35:9: А моя душа будет радоваться о Господе
Псалтирь 35:9: А моя душа будет радоваться о Господе Система государственного управления административными территориями. (Тема 5)
Система государственного управления административными территориями. (Тема 5) Классы вычетов - презентация по Алгебре
Классы вычетов - презентация по Алгебре Военно-спортивный лагерь "Партизан"
Военно-спортивный лагерь "Партизан" Тілдің құрылымдық және жүйелілік сипаты. Тілге
Тілдің құрылымдық және жүйелілік сипаты. Тілге Презентация по физике на тему: Основной закон релятивистской динамики материальной точки. Решение задач на использование зак
Презентация по физике на тему: Основной закон релятивистской динамики материальной точки. Решение задач на использование зак «GDP» Склад медикаментов
«GDP» Склад медикаментов Экзаменационная работа по алгебре, 9 класс (демонстрационный вариант) ГИА
Экзаменационная работа по алгебре, 9 класс (демонстрационный вариант) ГИА Валы, подшипники, муфты
Валы, подшипники, муфты Н.Гумилёв «Слово»
Н.Гумилёв «Слово» Сущность понятия конкуренция. Поведенческий, структурный и функциональный подход к определению конкуренции Подготивили: Жвакин
Сущность понятия конкуренция. Поведенческий, структурный и функциональный подход к определению конкуренции Подготивили: Жвакин Род и число существительных и прилагательных. Курс испанского для начинающих
Род и число существительных и прилагательных. Курс испанского для начинающих Правила выполнения рабочей документации автоматизации технологических процессов
Правила выполнения рабочей документации автоматизации технологических процессов Хронический панкреатит
Хронический панкреатит  Презентация "Живопись шерстью" - скачать презентации по МХК
Презентация "Живопись шерстью" - скачать презентации по МХК It’s Halloween
It’s Halloween Народные художественные ремесла ( работа с берестой)
Народные художественные ремесла ( работа с берестой) Открытие тату-салона
Открытие тату-салона