- Усовершенствование технологического процесса обработки детали вал с целью снижения трудоемкости

Содержание
- 3. Масса детали где π=3,14 ρ=7,8⋅10^-6 кг/мм3 – плотность стали, d1 ,d2 ,d3 – диаметр ступней вала,
- 4. Анализ технологичности конструкций изделия Деталь технологична по следующим показателям: Небольшая масса детали, менее 5кг. Удобное расположение
- 5. Анализ технологичности конструкций изделия Деталь не технологична по следующим показателям: Высокая точность и качество поверхностей детали.
- 6. Обоснование типа производства Определяем тип производства исходя из годового объёма выпуска и массы детали. Масса детали
- 7. Выбор вида заготовки и её конструирование. Конструирование заготовки из проката. Норма расхода для проката Масса проката
- 8. Конструирование заготовки штамповки Нрасх=1,1*2,7=2,97кг
- 9. Выбираем вид заготовки где тд – масса детали, Мпр – масса заготовки из проката, Мшт. –
- 10. Расчет припусков
- 12. Разработка маршрутно-операционного технологического процесса изготовления детали на станке с ЧПУ.
- 17. Разработка токарных операций и расчет режимов резания на универсальных станках Токарно-винторезная операция 010 То. общ=0.23+0.01+0,40+0.43=1,26 мин
- 18. Разработка токарных операций и расчет режимов резания на станке с ЧПУ Токарная с ЧПУ 010 Основное
- 20. Сравнительный анализ двух технологических процессов обработки детали на универсальных станках и станках с ЧПУ Тш-к У=10,85
- 21. Экономический эффект Срок окупаемости равен 0,16 года, что меньше нормативного (Ток. н. = 5 лет) и
- 23. Скачать презентацию
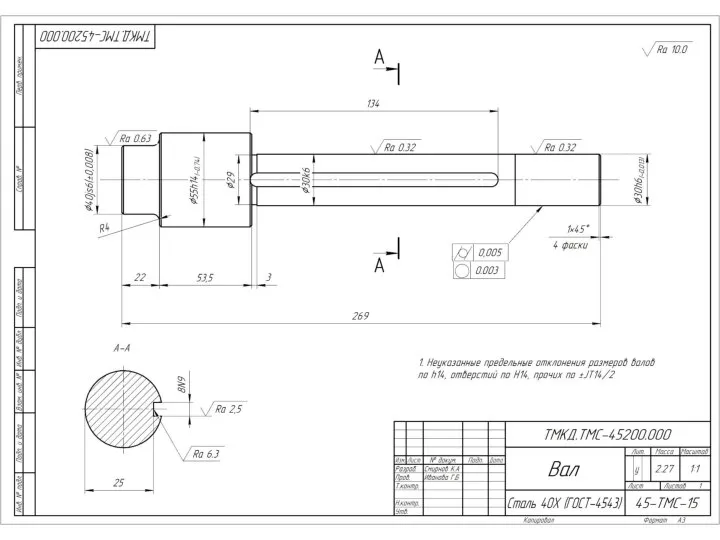
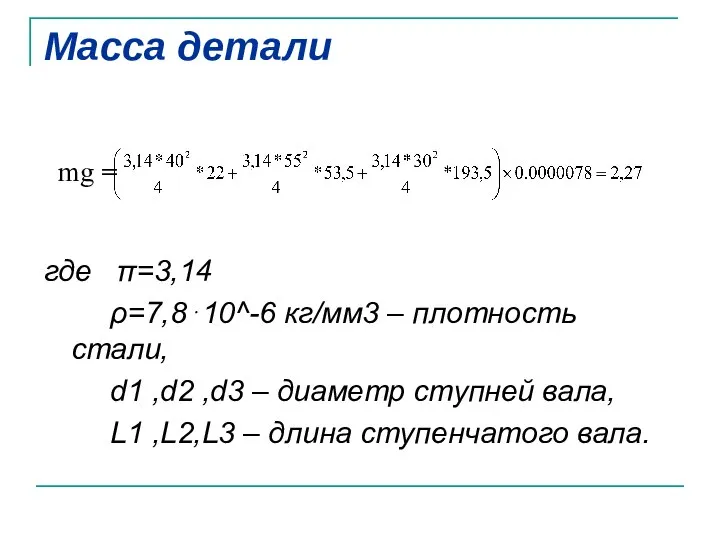
Масса детали
где π=3,14
ρ=7,8⋅10^-6 кг/мм3 – плотность стали,
d1 ,d2
Масса детали
где π=3,14
ρ=7,8⋅10^-6 кг/мм3 – плотность стали,
d1 ,d2
Анализ технологичности конструкций изделия
Деталь технологична по следующим показателям:
Небольшая масса детали, менее
Анализ технологичности конструкций изделия
Деталь технологична по следующим показателям:
Небольшая масса детали, менее
Анализ технологичности конструкций изделия
Деталь не технологична по следующим показателям:
Высокая точность и
Анализ технологичности конструкций изделия
Деталь не технологична по следующим показателям:
Высокая точность и
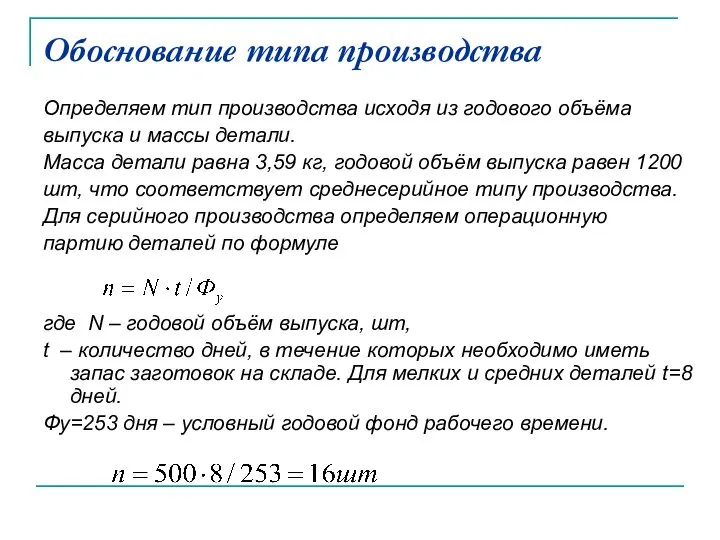
Обоснование типа производства
Определяем тип производства исходя из годового объёма
выпуска и
Обоснование типа производства
Определяем тип производства исходя из годового объёма
выпуска и
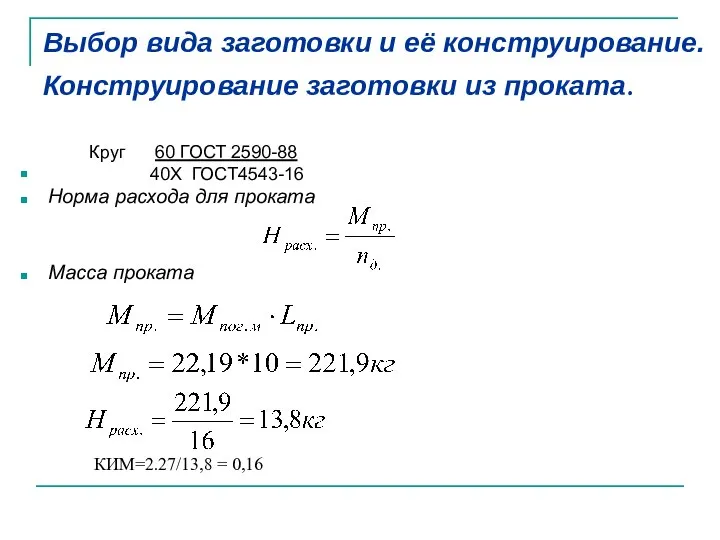
Выбор вида заготовки и её конструирование.
Конструирование заготовки из проката.
Норма расхода
Выбор вида заготовки и её конструирование.
Конструирование заготовки из проката.
Норма расхода

Конструирование заготовки штамповки
Нрасх=1,1*2,7=2,97кг
Конструирование заготовки штамповки
Нрасх=1,1*2,7=2,97кг
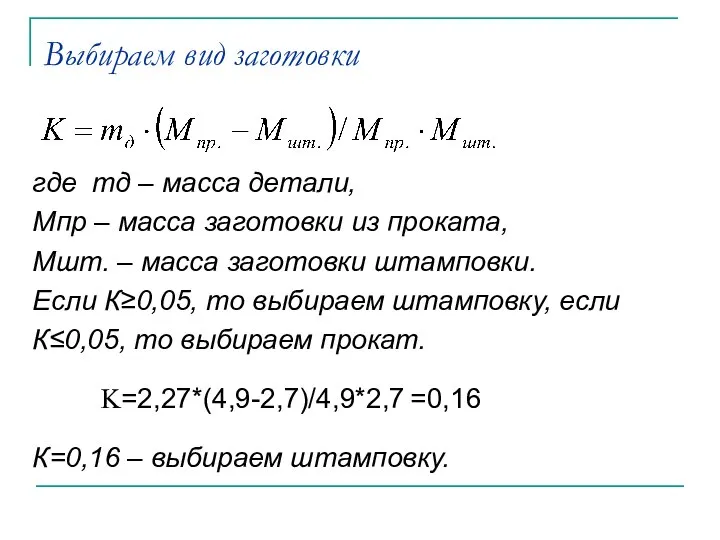
Выбираем вид заготовки
где тд – масса детали,
Мпр – масса заготовки
Выбираем вид заготовки
где тд – масса детали,
Мпр – масса заготовки
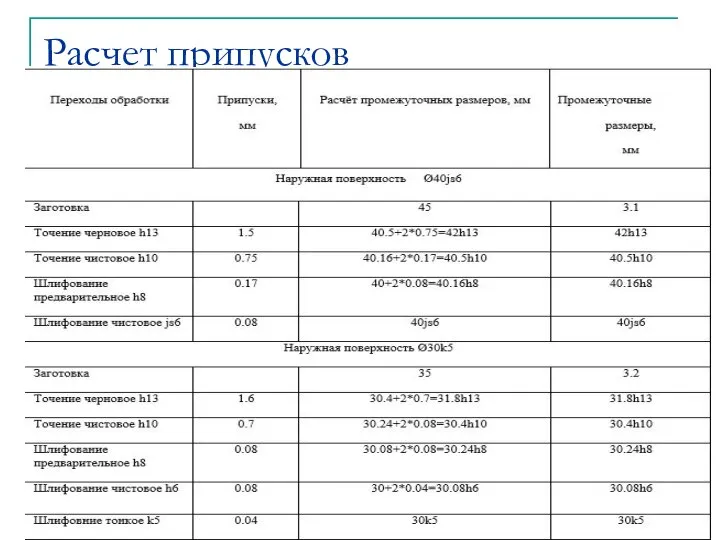
Расчет припусков
Расчет припусков


Разработка маршрутно-операционного технологического процесса изготовления детали на станке с ЧПУ.
Разработка маршрутно-операционного технологического процесса изготовления детали на станке с ЧПУ.





Разработка токарных операций и расчет режимов резания на универсальных станках
Токарно-винторезная
Разработка токарных операций и расчет режимов резания на универсальных станках
Токарно-винторезная
Разработка токарных операций и расчет режимов резания на станке с ЧПУ
Токарная
Разработка токарных операций и расчет режимов резания на станке с ЧПУ
Токарная


Сравнительный анализ двух технологических процессов обработки детали на универсальных станках и
Сравнительный анализ двух технологических процессов обработки детали на универсальных станках и
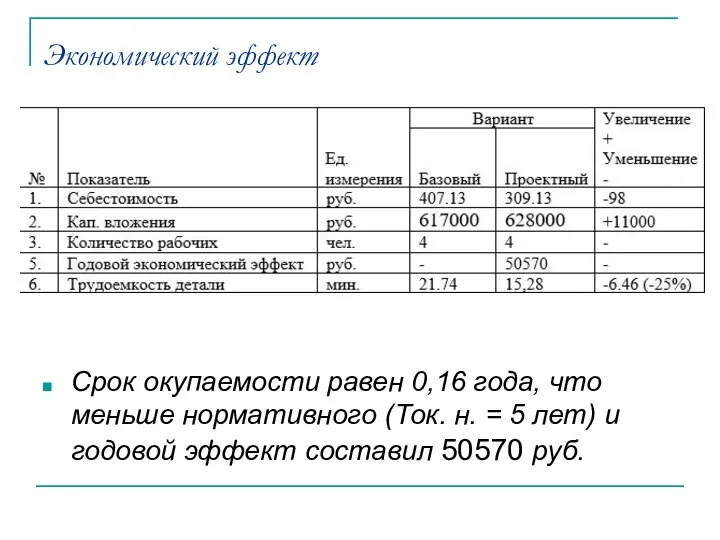
Экономический эффект
Срок окупаемости равен 0,16 года, что меньше нормативного (Ток.
Экономический эффект
Срок окупаемости равен 0,16 года, что меньше нормативного (Ток.
 Интеллектуальные информационные системы
Интеллектуальные информационные системы Функции культуры
Функции культуры Презентация Понятия «управление», «социальное управление», «государственное управление»: соотношение и отличительные черты
Презентация Понятия «управление», «социальное управление», «государственное управление»: соотношение и отличительные черты  Понятие и виды логистики
Понятие и виды логистики Железобетонные конструкции
Железобетонные конструкции Двумерные массивы
Двумерные массивы Влияние занятий спортом на гендерные характеристики личности женщин
Влияние занятий спортом на гендерные характеристики личности женщин О Пифагоре
О Пифагоре Францыск Скарына
Францыск Скарына Факты о солнце
Факты о солнце Классификация ишемической болезни сердца
Классификация ишемической болезни сердца Презентация Нетканые материалы
Презентация Нетканые материалы Политические конфликты
Политические конфликты Basics of software development O. Fedorova, associate professor of Department PMI
Basics of software development O. Fedorova, associate professor of Department PMI Тема: Наклонение глагола. (урок - сказка) Учитель: Шитова С.И.
Тема: Наклонение глагола. (урок - сказка) Учитель: Шитова С.И. Процесс управления маркетингом на предприятиях сервиса
Процесс управления маркетингом на предприятиях сервиса  Система GTD Дэвида Аллена
Система GTD Дэвида Аллена Современное архитектурное сооружение
Современное архитектурное сооружение ВПМ. Математичне програмування та дослідження операцій. Предмет та основні завдання математичного програмування та ДО. (Лекція1)
ВПМ. Математичне програмування та дослідження операцій. Предмет та основні завдання математичного програмування та ДО. (Лекція1) Чернильная система
Чернильная система Основы технологии двигателя
Основы технологии двигателя История ВТ и ОС. Назначение и функции операционных систем
История ВТ и ОС. Назначение и функции операционных систем Проверки моделей и чертежей Siemens PLM Software
Проверки моделей и чертежей Siemens PLM Software Язык программирования JAVA
Язык программирования JAVA Оружейная палата
Оружейная палата Дробь как одна или несколько равных долей - презентация по Алгебре
Дробь как одна или несколько равных долей - презентация по Алгебре Сертификация – это процедура подтверждения соответствия, посредством которой независимая от изготовителя и потребителя организ
Сертификация – это процедура подтверждения соответствия, посредством которой независимая от изготовителя и потребителя организ Проблемы защиты права на честь, достоинство и деловую репутацию Подготовили студентки 2 курса Группы ЮБ03/1303 Брагина анна Еро
Проблемы защиты права на честь, достоинство и деловую репутацию Подготовили студентки 2 курса Группы ЮБ03/1303 Брагина анна Еро