- Внешний и внутренний теплообмен при спекании, плавлении и вспучивании строительных материалов

Содержание
- 2. Содержание Введение Процессы вспучивания и спекания Процессы плавления
- 3. Введение В условиях интенсификации технологических процессов, разработки и освоения новой техники существенное значение получают мероприятия направленные
- 4. Процессы вспучивания и спекания Вспучивание — это увеличение материала в объеме за счет образования и давления
- 5. Процесс формирования структуры при обжиге керамических материалов развивается в три температурных этапа. Этап I (интервал температур
- 6. Этапы процесса агломерации: 1 — сушка: II — подогрев; III — горение топлива и спекание; IV
- 7. Спекание — это соединение мелкозернистых и порошкообразных материалов в куски при повышенных температурах. В качестве исходного
- 9. Скачать презентацию
Содержание
Введение
Процессы вспучивания и спекания
Процессы плавления
Содержание
Введение
Процессы вспучивания и спекания
Процессы плавления
Введение
В условиях интенсификации технологических процессов, разработки и освоения новой техники
Введение
В условиях интенсификации технологических процессов, разработки и освоения новой техники
Процессы вспучивания и спекания
Вспучивание — это увеличение материала в объеме за счет
Процессы вспучивания и спекания
Вспучивание — это увеличение материала в объеме за счет
Процесс формирования структуры при обжиге керамических материалов развивается в три температурных
Процесс формирования структуры при обжиге керамических материалов развивается в три температурных
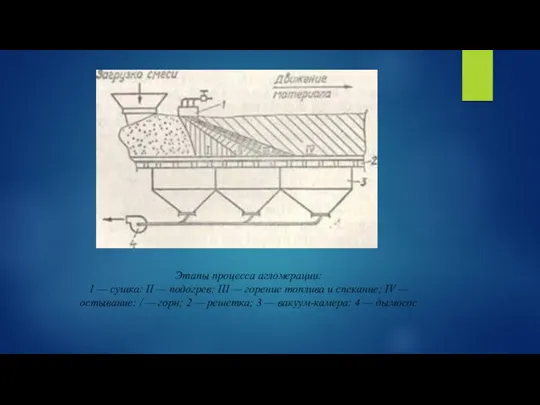
Этапы процесса агломерации:
1 — сушка: II — подогрев; III — горение
Этапы процесса агломерации:
1 — сушка: II — подогрев; III — горение
Спекание — это соединение мелкозернистых и порошкообразных материалов в куски при повышенных температурах. В
Спекание — это соединение мелкозернистых и порошкообразных материалов в куски при повышенных температурах. В
 Значение массажа в системе устранения заикания
Значение массажа в системе устранения заикания Загадки про транспорт
Загадки про транспорт  А кто, если не учитель
А кто, если не учитель Использование игр и упражнений по развитию психических процессов
Использование игр и упражнений по развитию психических процессов Классификация осушителей
Классификация осушителей Нравственный поступок
Нравственный поступок Физические лица, дееспособность, представительство
Физические лица, дееспособность, представительство Тема: Платежный баланс как отражение международных валютно-кредитных операций страны
Тема: Платежный баланс как отражение международных валютно-кредитных операций страны  Кәсіпкерлік қызметтегі тәуекелдер. (Такырып 3)
Кәсіпкерлік қызметтегі тәуекелдер. (Такырып 3) Базовые свойства многопоточности
Базовые свойства многопоточности Три уровня психического отражения
Три уровня психического отражения Jahreszeiten
Jahreszeiten СИЛОВАЯ И ОПТОЭЛЕКТРОНИКА
СИЛОВАЯ И ОПТОЭЛЕКТРОНИКА УРОК № 196 Подогрев двигателя
УРОК № 196 Подогрев двигателя Презентация "Ожоги. Виды ожогов. Солнечные ожоги. Тепловой удар" - скачать презентации по ОБЖ
Презентация "Ожоги. Виды ожогов. Солнечные ожоги. Тепловой удар" - скачать презентации по ОБЖ Культура Індії
Культура Індії Аттестационная работа. Дополнительная образовательная программа. Авиамоделизм. Сверхлегкие летающие модели
Аттестационная работа. Дополнительная образовательная программа. Авиамоделизм. Сверхлегкие летающие модели Использование джазовых чантов на уроках английского языка при личностно-ориентированном обучении
Использование джазовых чантов на уроках английского языка при личностно-ориентированном обучении Ситуационная модель руководства Фидлера
Ситуационная модель руководства Фидлера Минерально-сырьевые ресурсы Российской Федерации Подготовили: Студенты 2-го курса ФТД Группы Т-081 Приходько Ю., Прокопенко Н., Че
Минерально-сырьевые ресурсы Российской Федерации Подготовили: Студенты 2-го курса ФТД Группы Т-081 Приходько Ю., Прокопенко Н., Че Политика и власть
Политика и власть Чупику2
Чупику2 Правила росписи хохломских изделий
Правила росписи хохломских изделий РОЛЬ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ РОЛЬ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ в процессе формирования информационной компетентности учащихся на
РОЛЬ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ РОЛЬ КОМПЬЮТЕРНЫХ ТЕХНОЛОГИЙ в процессе формирования информационной компетентности учащихся на Презентация на тему "ГИА 2015" - скачать презентации по Педагогике
Презентация на тему "ГИА 2015" - скачать презентации по Педагогике Развитие массового спорта в городском поселении Свердловский
Развитие массового спорта в городском поселении Свердловский ГИГИЕНА И ФИЗИОЛОГИЯ ВОЕННОГО ТРУДА
ГИГИЕНА И ФИЗИОЛОГИЯ ВОЕННОГО ТРУДА  Введение в менеджмент
Введение в менеджмент