- Базовые инструменты бережливого производства: 5С, СОП, КПСЦ

Содержание
- 2. Основные правила безопасности Курение разрешено только в специально отведенных для этого местах При ходьбе по лестнице
- 3. Задачи тренинга по базовым инструментам бережливого производства Познакомить участников обучения с базовыми инструментами бережливого производства Готовность
- 4. Ключевые правила участия
- 5. 5С Методика рациональной организации рабочих мест и пространств
- 6. 5С - это подход по рациональной организации рабочего пространства SUSTAIN
- 7. Как может выглядеть рабочее место……
- 8. 1С. «Сортировка» Принципы СОРТИРОВКИ: Принадлежность Частота использования «Сомневаешься в нужности вещи – избавься от нее!» Частота
- 9. Красный ярлык Основная цель размещения в «Зоне красных ярлыков» - это поиск востребованности данного предмета на
- 10. Провели сортировку, избавились от ненужного, покрасили стеллажи Было : Стало : Пример проведения сортировки в производственном
- 11. 2С. «Соблюдение порядка» Рациональное размещение и хранение инструментов Удобно: «взял – поработал – положил на место»
- 12. На красных полках располагаются детали и узлы, подлежащие первоочередному ремонту На желтых полках – детали и
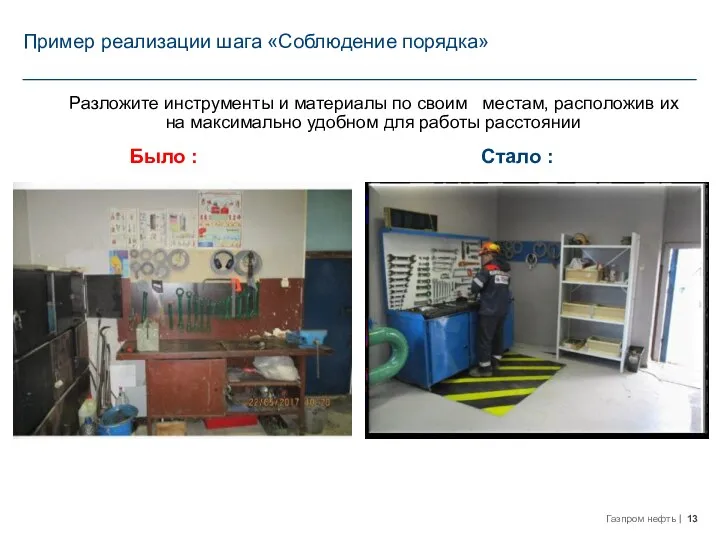
- 13. Пример реализации шага «Соблюдение порядка» Разложите инструменты и материалы по своим местам, расположив их на максимально
- 14. Пример реализации шага «Соблюдение порядка» Разложите инструменты и материалы по своим местам, расположив их на максимально
- 15. Пример. Схема размещения и хранения инструмента в АМРВ
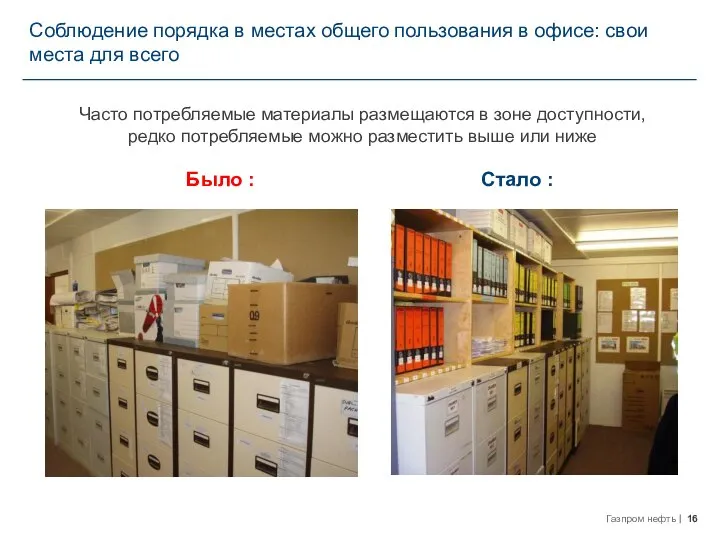
- 16. Заменить фото Было : Стало : Часто потребляемые материалы размещаются в зоне доступности, редко потребляемые можно
- 17. В производстве уже используются элементы визуализации. Направление движения потоков
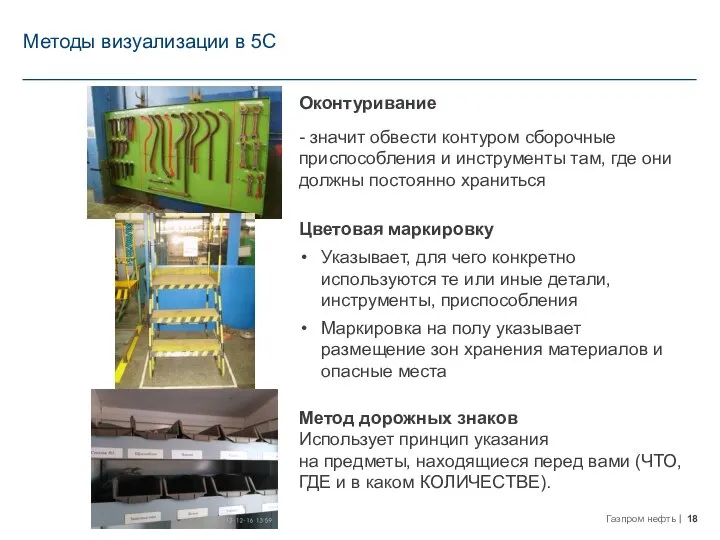
- 18. Методы визуализации в 5С Оконтуривание - значит обвести контуром сборочные приспособления и инструменты там, где они
- 19. Устраните все формы загрязнения – протечки воды и масла, грязь, пыль, скопления грязи в труднодоступных местах.
- 20. Устраните все формы загрязнения – протечки воды и масла, грязь, пыль, скопления грязи в труднодоступных местах.
- 21. Наведи порядок и поддерживай его Ежедневно проводите уборку на рабочих местах. Совмещайте уборку с выявлением и
- 22. Пример. Разделение на производственные участки Закрепление рабочих зон и участков за персоналом Создание стандартов рабочих мест
- 23. Чем отличается 5С от уборки ПОСТОЯННЫЕ УЛУЧШЕНИЯ: идея тестирование внедрение СТАБИЛЬНОСТЬ: порядок сохраняется беспорядок устраняется быстро
- 24. 4C. «Стандартизация» «Если ты не видишь – ты не знаешь, а если ты не знаешь, то
- 25. Пример. Стандарт оснащения и комплектации АМРВ
- 26. Пример. Стандарт рабочего мест Пост электрогазосварщика Рабочее место станочника
- 27. «Поддерживай достигнутое, совершенствуй» 5C. «Совершенствование» Регулярные самооценки, перекрестные оценки, аудиты Планы корректирующих действий по результатам аудитов
- 28. Всегда можно сделать лучше
- 29. Проведение самооценки/оценки и разработка плана корректирующих действий
- 30. Фактическое состояние рабочих мест требует улучшений
- 31. Зачем использовать методологию 5С? Преимущество методологии 5С 5С - необходимое условие для устранения потерь Системный подход
- 32. 5С Деловая игра «Числа»
- 33. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
- 34. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
- 37. Стандарт
- 38. Стандарт
- 39. Стандартная операционная процедура Стандартизация приводит к сокращению непредсказуемых отклонений и позволяет системно улучшать процессы и операции
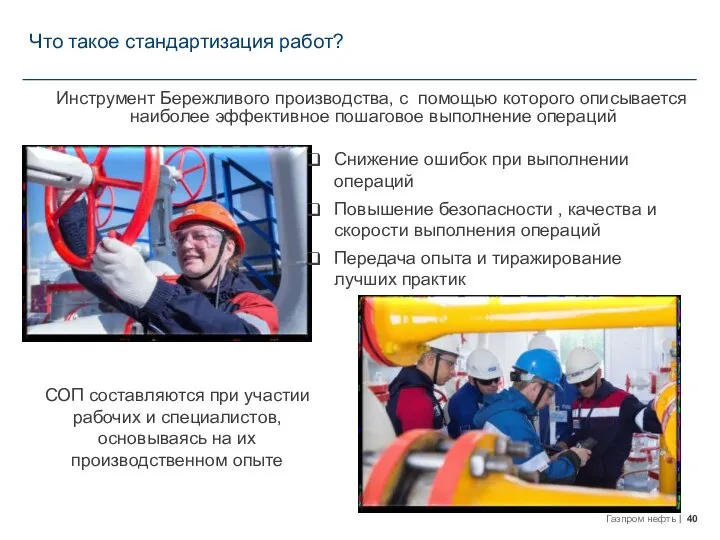
- 40. Что такое стандартизация работ? Инструмент Бережливого производства, с помощью которого описывается наиболее эффективное пошаговое выполнение операций
- 41. Стандартизация – отправная точка для улучшений Стандарт - это наиболее эффективный способ выполнения работ. Обеспечивает сохранение
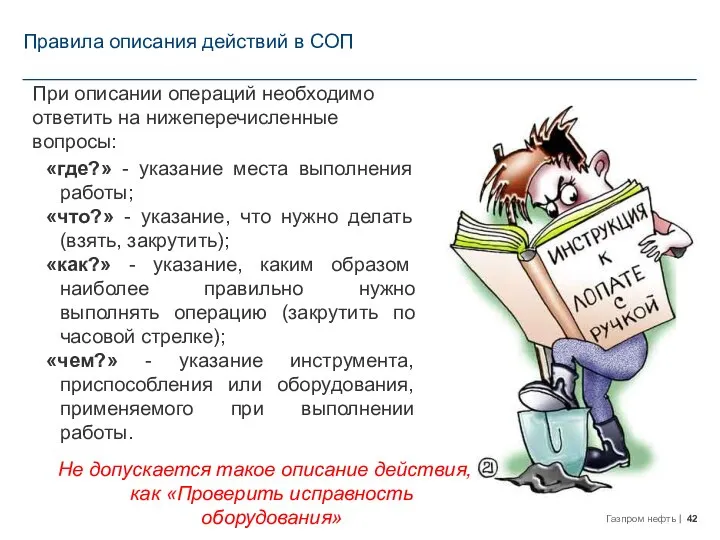
- 42. Правила описания действий в СОП «где?» - указание места выполнения работы; «что?» - указание, что нужно
- 43. Пример Стандартные операционные процедуры в производстве Мнение: Машинист компрессорных установок Сергей Кожевников: «Внедрение СОП ведет к
- 44. Пример ОАО «Татнефть» - Стандарт обслуживания КНС Пример ГПН-Восток - Операционная карта процесса замены торцового уплотнения
- 45. Пример. Стандарт обслуживания оборудования Стандарт рабочего места в производстве
- 46. Диагностика и совершенствование процессов и операций Картирование операций – инструмент диагностики выявления потерь и потенциала для
- 47. Карта потока создания ценности – основной инструмент диагностики процессов Карта потока создания ценности (КПСЦ) — это
- 48. Инструменты для анализа текущего состояния операций и процессов
- 49. Картирование процессов и анализ операций позволяет сократить время выполнения работ C01 C02 C09 C03 C04 C05
- 50. Деловая игра «КОФЕ»
- 51. ЖЕЛАНИЕ ВНИМАНИЯ ТЕРПЕНИЯ УЧАСТИЕ КАЖДОГО Развитие непрерывных улучшений ЛИНиЯ и повышение эффективности производства и Общества требует
- 53. Скачать презентацию

Основные правила безопасности
Курение разрешено только в специально отведенных для этого местах
При
Основные правила безопасности
Курение разрешено только в специально отведенных для этого местах
При

Задачи тренинга по базовым инструментам бережливого производства
Познакомить участников обучения с
Задачи тренинга по базовым инструментам бережливого производства
Познакомить участников обучения с
Ключевые правила участия
Ключевые правила участия

5С
Методика рациональной организации рабочих мест и пространств
5С
Методика рациональной организации рабочих мест и пространств

5С - это подход по рациональной организации рабочего пространства
SUSTAIN
5С - это подход по рациональной организации рабочего пространства
SUSTAIN

Как может выглядеть рабочее место……
Как может выглядеть рабочее место……
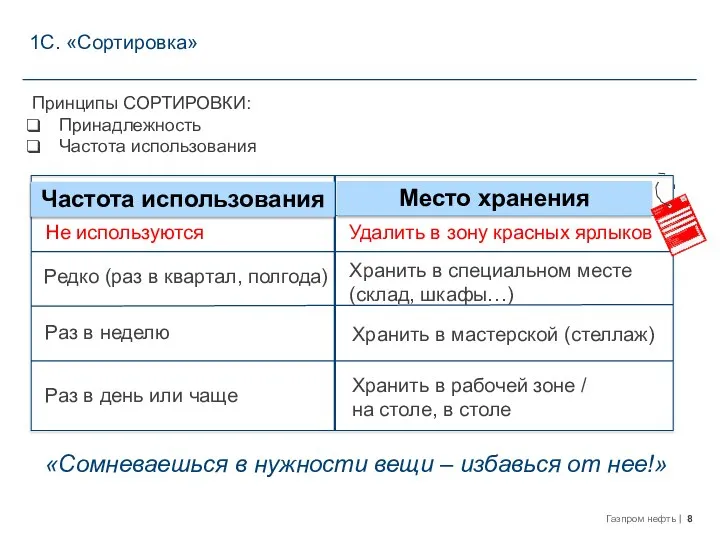
1С. «Сортировка»
Принципы СОРТИРОВКИ:
Принадлежность
Частота использования
«Сомневаешься в нужности вещи – избавься от нее!»
Частота
1С. «Сортировка»
Принципы СОРТИРОВКИ:
Принадлежность
Частота использования
«Сомневаешься в нужности вещи – избавься от нее!»
Частота
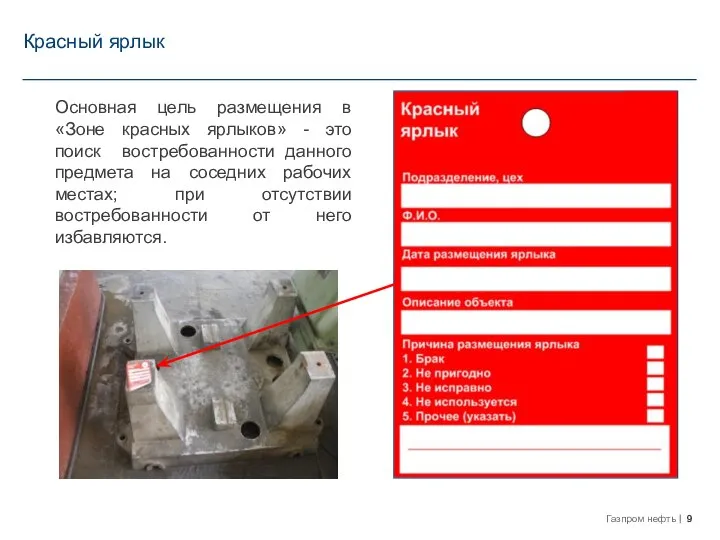
Красный ярлык
Основная цель размещения в «Зоне красных ярлыков» - это поиск
Красный ярлык
Основная цель размещения в «Зоне красных ярлыков» - это поиск

Провели сортировку, избавились от ненужного, покрасили стеллажи
Было :
Стало :
Пример проведения сортировки
Провели сортировку, избавились от ненужного, покрасили стеллажи
Было :
Стало :
Пример проведения сортировки
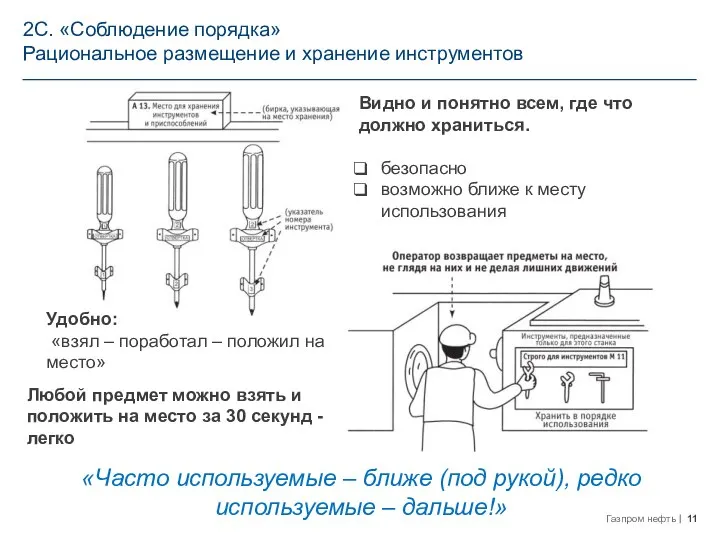
2С. «Соблюдение порядка»
Рациональное размещение и хранение инструментов
Удобно:
«взял – поработал –
2С. «Соблюдение порядка»
Рациональное размещение и хранение инструментов
Удобно:
«взял – поработал –
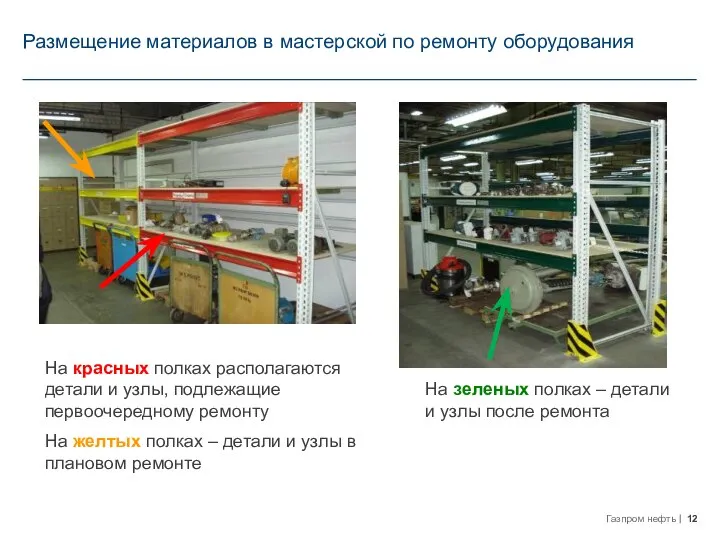
На красных полках располагаются детали и узлы, подлежащие первоочередному ремонту
На желтых
На красных полках располагаются детали и узлы, подлежащие первоочередному ремонту
На желтых
Пример реализации шага «Соблюдение порядка»
Разложите инструменты и материалы по своим
Пример реализации шага «Соблюдение порядка»
Разложите инструменты и материалы по своим

Пример реализации шага «Соблюдение порядка»
Разложите инструменты и материалы по своим местам,
Пример реализации шага «Соблюдение порядка»
Разложите инструменты и материалы по своим местам,

Пример.
Схема размещения и хранения инструмента в АМРВ
Пример.
Схема размещения и хранения инструмента в АМРВ
Заменить фото
Было :
Стало :
Часто потребляемые материалы размещаются в зоне доступности,
редко потребляемые
Заменить фото
Было :
Стало :
Часто потребляемые материалы размещаются в зоне доступности,
редко потребляемые

В производстве уже используются элементы визуализации. Направление движения потоков
В производстве уже используются элементы визуализации. Направление движения потоков
Методы визуализации в 5С
Оконтуривание
- значит обвести контуром сборочные приспособления и
Методы визуализации в 5С
Оконтуривание
- значит обвести контуром сборочные приспособления и

Устраните все формы загрязнения – протечки воды и масла, грязь,
Устраните все формы загрязнения – протечки воды и масла, грязь,

Устраните все формы загрязнения – протечки воды и масла, грязь,
Устраните все формы загрязнения – протечки воды и масла, грязь,
Наведи порядок и поддерживай его
Ежедневно проводите уборку на рабочих местах. Совмещайте
Наведи порядок и поддерживай его
Ежедневно проводите уборку на рабочих местах. Совмещайте
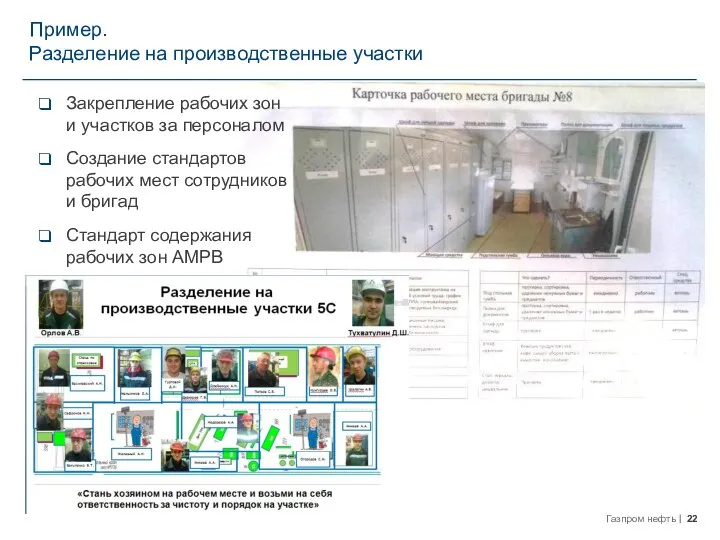
Пример.
Разделение на производственные участки
Закрепление рабочих зон и участков за персоналом
Создание стандартов
Пример.
Разделение на производственные участки
Закрепление рабочих зон и участков за персоналом
Создание стандартов
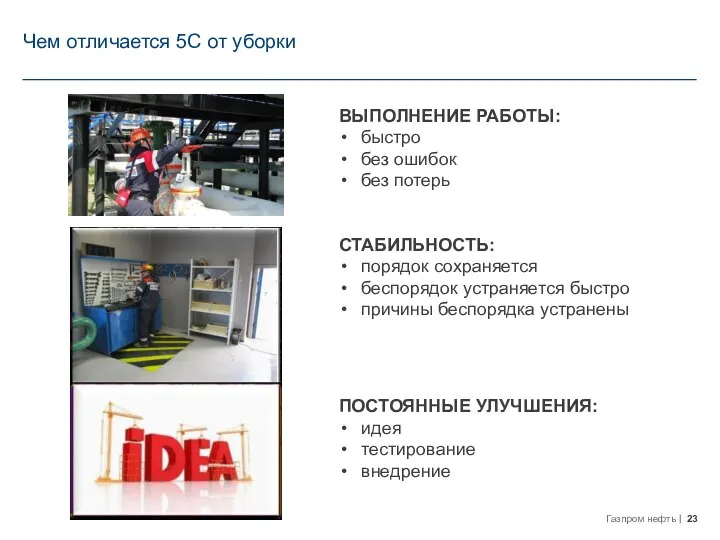
Чем отличается 5С от уборки
ПОСТОЯННЫЕ УЛУЧШЕНИЯ:
идея
тестирование
внедрение
СТАБИЛЬНОСТЬ:
порядок
Чем отличается 5С от уборки
ПОСТОЯННЫЕ УЛУЧШЕНИЯ:
идея
тестирование
внедрение
СТАБИЛЬНОСТЬ:
порядок
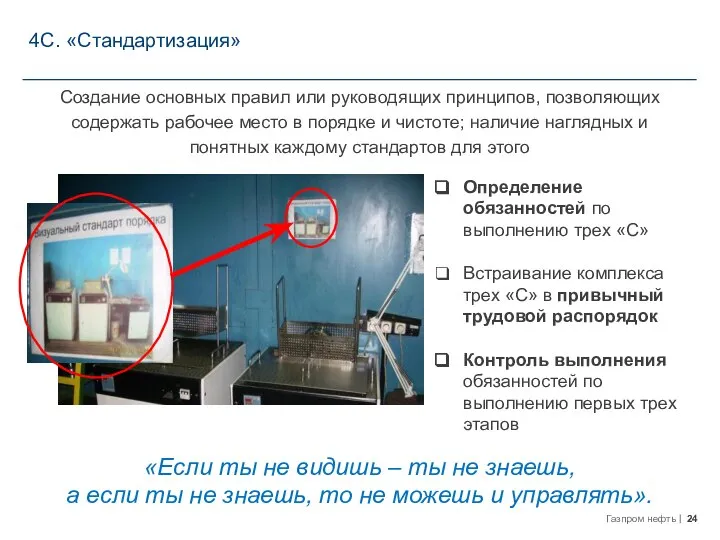
4C. «Стандартизация»
«Если ты не видишь – ты не знаешь,
а если
4C. «Стандартизация»
«Если ты не видишь – ты не знаешь,
а если

Пример.
Стандарт оснащения и комплектации АМРВ
Пример.
Стандарт оснащения и комплектации АМРВ
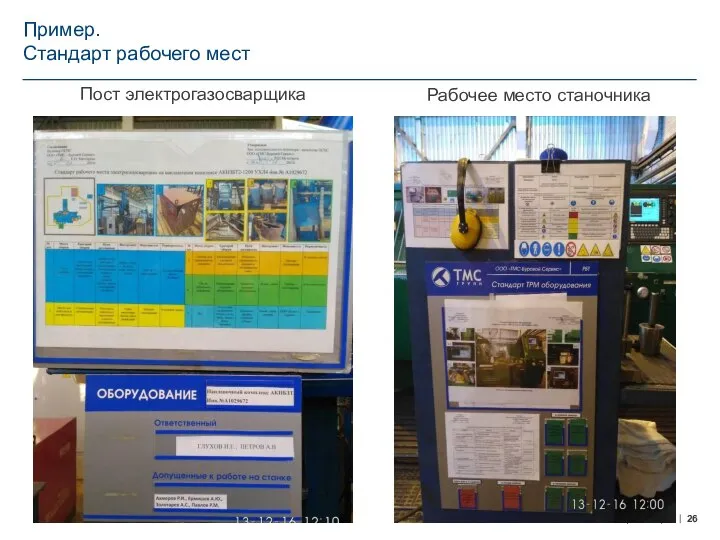
Пример.
Стандарт рабочего мест
Пост электрогазосварщика
Рабочее место станочника
Пример.
Стандарт рабочего мест
Пост электрогазосварщика
Рабочее место станочника
«Поддерживай достигнутое, совершенствуй»
5C. «Совершенствование»
Регулярные самооценки, перекрестные оценки, аудиты
Планы корректирующих действий
«Поддерживай достигнутое, совершенствуй»
5C. «Совершенствование»
Регулярные самооценки, перекрестные оценки, аудиты
Планы корректирующих действий

Всегда можно сделать лучше
Всегда можно сделать лучше
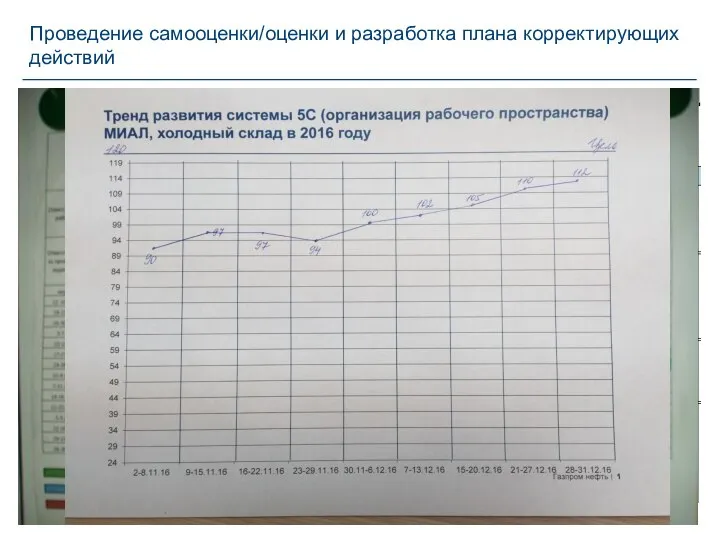
Проведение самооценки/оценки и разработка плана корректирующих действий
Проведение самооценки/оценки и разработка плана корректирующих действий

Фактическое состояние рабочих мест требует улучшений
Фактическое состояние рабочих мест требует улучшений
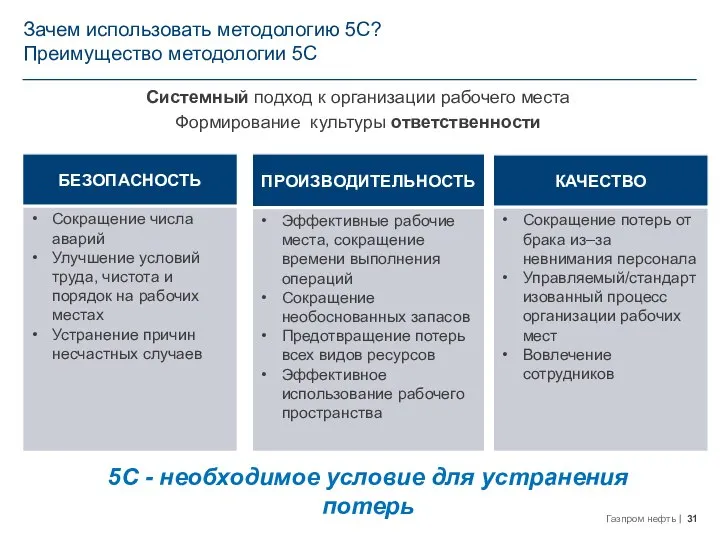
Зачем использовать методологию 5С?
Преимущество методологии 5С
5С - необходимое условие для устранения
Зачем использовать методологию 5С?
Преимущество методологии 5С
5С - необходимое условие для устранения
5С
Деловая игра «Числа»
5С
Деловая игра «Числа»
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
41
43
44
45
63
40
18
42
A
B
C
D
E
F
g
H
i
J
K
L
M
N
O
46
47
48
49
p
q
R
S
T
u
V
w
x
Y
z
α
β
χ
δ
φ
γ
ι
ϕ
κ
λ
μ
ν
π
θ
ρ
σ
ϖ
ω
ζ
ψ
ξ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
41
43
44
45
63
40
18
42
A
B
C
D
E
F
g
H
i
J
K
L
M
N
O
46
47
48
49
p
q
R
S
T
u
V
w
x
Y
z
α
β
χ
δ
φ
γ
ι
ϕ
κ
λ
μ
ν
π
θ
ρ
σ
ϖ
ω
ζ
ψ
ξ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
41
43
44
45
63
40
18
42
46
47
48
49
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
41
43
44
45
63
40
18
42
46
47
48
49

Стандарт
Стандарт
Стандарт
Стандарт

Стандартная операционная процедура
Стандартизация приводит к сокращению непредсказуемых отклонений и позволяет системно
Стандартная операционная процедура
Стандартизация приводит к сокращению непредсказуемых отклонений и позволяет системно
Что такое стандартизация работ?
Инструмент Бережливого производства, с помощью которого описывается
Что такое стандартизация работ?
Инструмент Бережливого производства, с помощью которого описывается

Стандартизация – отправная точка для улучшений
Стандарт - это наиболее эффективный способ
Стандартизация – отправная точка для улучшений
Стандарт - это наиболее эффективный способ
Правила описания действий в СОП
«где?» - указание места выполнения работы;
«что?» -
Правила описания действий в СОП
«где?» - указание места выполнения работы;
«что?» -
Пример
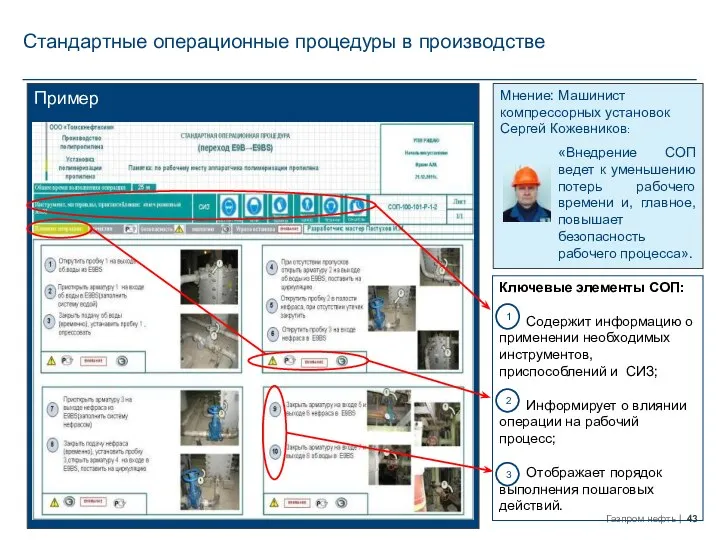
Стандартные операционные процедуры в производстве
Мнение: Машинист компрессорных установок Сергей Кожевников:
«Внедрение СОП
Пример
Стандартные операционные процедуры в производстве
Мнение: Машинист компрессорных установок Сергей Кожевников:
«Внедрение СОП
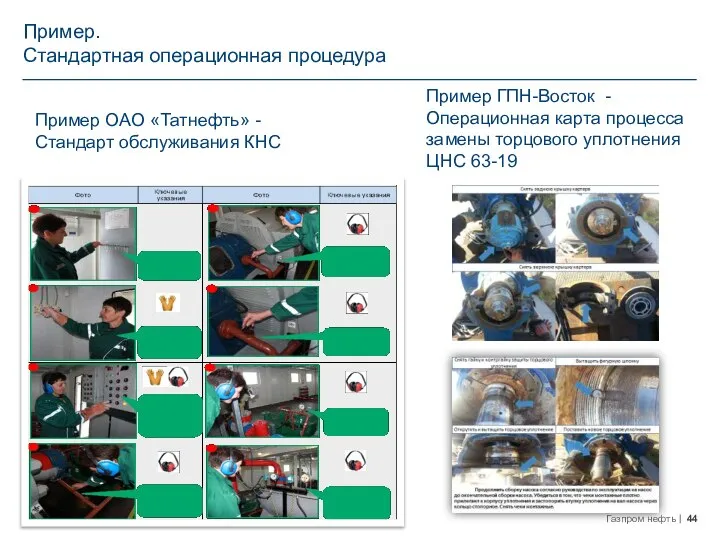
Пример ОАО «Татнефть» -
Стандарт обслуживания КНС
Пример ГПН-Восток - Операционная карта
Пример ОАО «Татнефть» -
Стандарт обслуживания КНС
Пример ГПН-Восток - Операционная карта

Пример.
Стандарт обслуживания оборудования
Стандарт рабочего места в производстве
Пример.
Стандарт обслуживания оборудования
Стандарт рабочего места в производстве
Диагностика и совершенствование процессов и операций
Картирование операций – инструмент диагностики выявления
Диагностика и совершенствование процессов и операций
Картирование операций – инструмент диагностики выявления
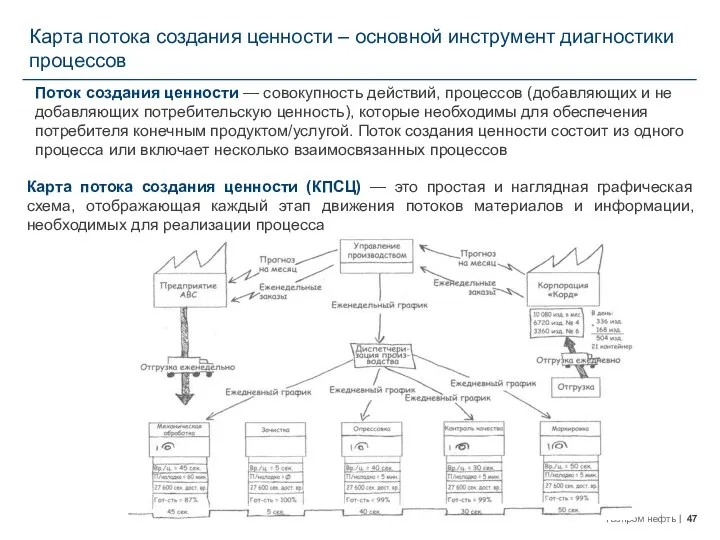
Карта потока создания ценности – основной инструмент диагностики процессов
Карта потока создания
Карта потока создания ценности – основной инструмент диагностики процессов
Карта потока создания
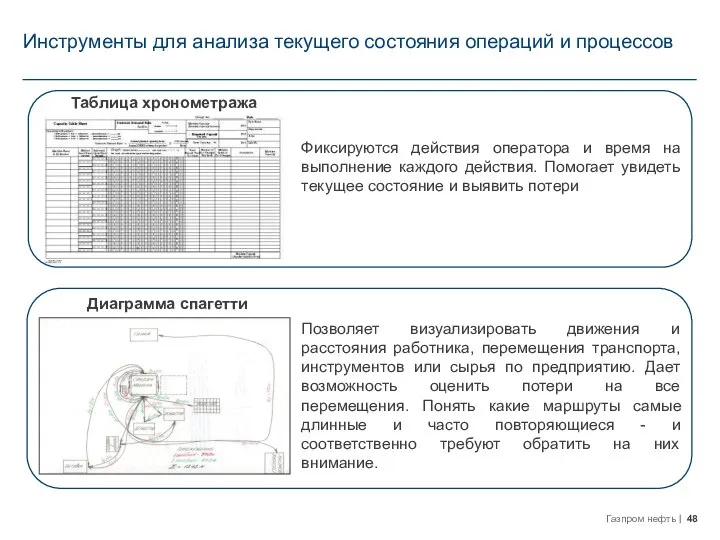
Инструменты для анализа текущего состояния операций и процессов
Инструменты для анализа текущего состояния операций и процессов
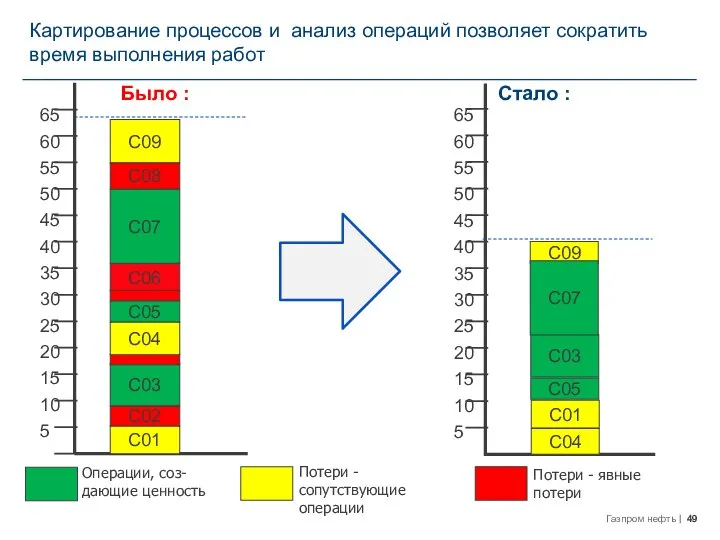
Картирование процессов и анализ операций позволяет сократить время выполнения работ
C01
C02
C09
C03
C04
C05
C06
5
10
15
20
25
30
35
40
45
50
55
60
65
C07
C08
C01
C03
C04
C05
C09
5
10
15
20
25
30
35
40
45
50
55
60
65
C07
Потери -
Картирование процессов и анализ операций позволяет сократить время выполнения работ
C01
C02
C09
C03
C04
C05
C06
5
10
15
20
25
30
35
40
45
50
55
60
65
C07
C08
C01
C03
C04
C05
C09
5
10
15
20
25
30
35
40
45
50
55
60
65
C07
Потери -
Деловая игра «КОФЕ»
Деловая игра «КОФЕ»

ЖЕЛАНИЕ
ВНИМАНИЯ
ТЕРПЕНИЯ
УЧАСТИЕ КАЖДОГО
Развитие непрерывных улучшений ЛИНиЯ и повышение эффективности производства и Общества
ЖЕЛАНИЕ
ВНИМАНИЯ
ТЕРПЕНИЯ
УЧАСТИЕ КАЖДОГО
Развитие непрерывных улучшений ЛИНиЯ и повышение эффективности производства и Общества
 Экономика и её основные участники
Экономика и её основные участники Рынок. Принципы рынка
Рынок. Принципы рынка Нефтяная компания ПАО «Лукойл»
Нефтяная компания ПАО «Лукойл» Восстановление экономики послевоенной Западной Европы и ее интеграция. (Лекция 19)
Восстановление экономики послевоенной Западной Европы и ее интеграция. (Лекция 19) Основные проблемы экономики
Основные проблемы экономики Основные понятия и определения туризма как сферы деятельности
Основные понятия и определения туризма как сферы деятельности Организационно-кадровый и социальный аудит
Организационно-кадровый и социальный аудит Энергетическая проблема
Энергетическая проблема Что такое инфляция
Что такое инфляция Ущерб от чрезвычайных ситуаций
Ущерб от чрезвычайных ситуаций Модель IS-LM. Предпосылки модели
Модель IS-LM. Предпосылки модели Материальный поток. Логистическая система. Продукт в логистике
Материальный поток. Логистическая система. Продукт в логистике Соотношение менеджмента и маркетинга в инновационной экономике
Соотношение менеджмента и маркетинга в инновационной экономике Экономическая культура
Экономическая культура Кәсіпорынның табысы мен пайдасы
Кәсіпорынның табысы мен пайдасы АСЕАН
АСЕАН  Изъяны рынка
Изъяны рынка Несовершенная конкуренция и рыночная власть
Несовершенная конкуренция и рыночная власть Фирмы. Экономическая и бухгалтерская прибыль
Фирмы. Экономическая и бухгалтерская прибыль Экономика и экономическая наука
Экономика и экономическая наука ПОЧЕМУ АГЕНТЫ СНИЖАЮТ ... И ЧТО ВЫ МОЖЕТЕ С ЭТИМ ПОДЕЛАТЬ!
ПОЧЕМУ АГЕНТЫ СНИЖАЮТ ... И ЧТО ВЫ МОЖЕТЕ С ЭТИМ ПОДЕЛАТЬ! Экономическое развитие и инновационная экономика
Экономическое развитие и инновационная экономика Мир глазами экономического натуралиста
Мир глазами экономического натуралиста Глобальна економіка. Функціонування глобальних ринків. (Лекція 4)
Глобальна економіка. Функціонування глобальних ринків. (Лекція 4) Планово-прогнозная деятельность государства
Планово-прогнозная деятельность государства Теоретические аспекты государственного и муниципального управления
Теоретические аспекты государственного и муниципального управления Экономические показатели стран мира. Испания
Экономические показатели стран мира. Испания Collaboration proposal between NCSR “Demokritos” & almaty Кazakhstan
Collaboration proposal between NCSR “Demokritos” & almaty Кazakhstan