- Производственный цикл изготовления изделия. Тема 1.7

Содержание
- 2. Производственный цикл изготовления изделия Производственный цикл изготовления изделия Производственный цикл изготовления изделия Производственный цикл изготовления изделия
- 3. Производственный цикл изготовления изделия Производственный цикл изготовления изделия Производственный цикл изготовления изделия Продолжительность (длительность) производственного цикла
- 4. Производственный цикл изготовления изделия Производственный цикл изготовления изделия Производственный цикл изготовления изделия
- 5. Производственный цикл изготовления изделия Производственный цикл состоит из трех частей: Производственный цикл изготовления изделия 1. из
- 6. Производственный цикл изготовления изделия Производственный цикл состоит из трех частей: Производственный цикл изготовления изделия 2. времени
- 7. Производственный цикл изготовления изделия Производственный цикл состоит из трех частей: Производственный цикл изготовления изделия 3. из
- 8. Производственный цикл изготовления изделия Производственный цикл состоит из трех частей: Производственный цикл изготовления изделия Перерывы партийности
- 9. Производственный цикл изготовления изделия Производственный цикл состоит из трех частей: Производственный цикл изготовления изделия Межцеховые перерывы
- 10. Производственный цикл изготовления изделия Производственный цикл (Тц) можно выразить формулой: Производственный цикл изготовления изделия Тц =
- 11. Производственный цикл изготовления изделия В течение рабочего периода выполняются технологические операции: Производственный цикл изготовления изделия Тврп
- 12. Производственный цикл изготовления изделия Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр): Производственный цикл
- 13. Производственный цикл изготовления изделия Оперативное время Топ в свою очередь состоит из Производственный цикл изготовления изделия
- 14. Производственный цикл изготовления изделия Вспомогательное время выражается формулой: Производственный цикл изготовления изделия Тв = Ту +
- 15. Производственный цикл изготовления изделия Время перерывов Производственный цикл изготовления изделия Твпр = Тмо + Трт +
- 16. Производственный цикл изготовления изделия Время межоперационного пролеживания Производственный цикл изготовления изделия Тмо = Тпар + Тож
- 17. Производственный цикл изготовления изделия В общем виде производственный цикл выражается формулой: Производственный цикл изготовления изделия Тц
- 18. Производственный цикл изготовления изделия Исходя из сказанного, производственный цикл можно выразить формулой: Производственный цикл изготовления изделия
- 19. Производственный цикл изготовления изделия На основании вышеизложенного можно сделать следующие выводы: Производственный цикл изготовления изделия Длительность
- 20. Производственный цикл изготовления изделия Цикловой график сборки узла Производственный цикл изготовления изделия Цикловой график содержит: краткий
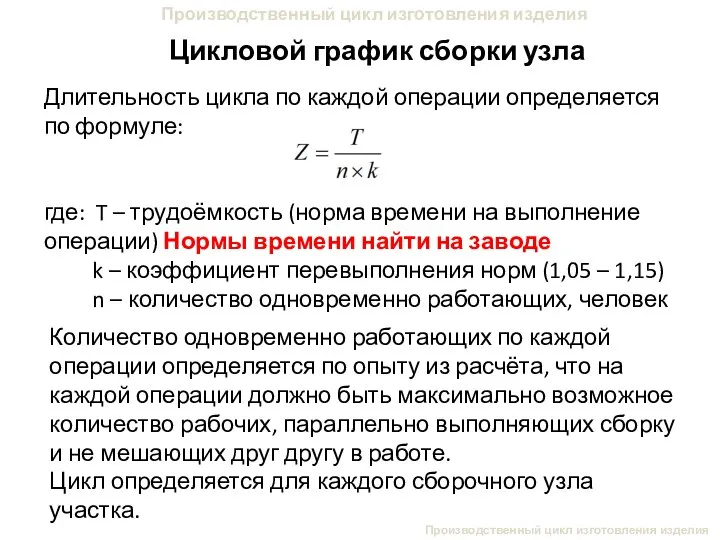
- 21. Производственный цикл изготовления изделия Цикловой график сборки узла Производственный цикл изготовления изделия Длительность цикла по каждой
- 22. Производственный цикл изготовления изделия Цикловой график Производственный цикл изготовления изделия
- 24. Скачать презентацию
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Продолжительность (длительность)
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Продолжительность (длительность)

Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл состоит из трех частей:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл (Тц) можно выразить формулой:
Производственный цикл изготовления
Производственный цикл изготовления изделия
Производственный цикл (Тц) можно выразить формулой:
Производственный цикл изготовления
Производственный цикл изготовления изделия
В течение рабочего периода выполняются технологические операции:
Производственный цикл
Производственный цикл изготовления изделия
В течение рабочего периода выполняются технологические операции:
Производственный цикл
Производственный цикл изготовления изделия
Сумму времен штучного, контрольных операций, транспортирования называют операционным
Производственный цикл изготовления изделия
Сумму времен штучного, контрольных операций, транспортирования называют операционным
Производственный цикл изготовления изделия
Оперативное время Топ в свою очередь состоит из
Производственный цикл изготовления изделия
Оперативное время Топ в свою очередь состоит из
Производственный цикл изготовления изделия
Вспомогательное время выражается формулой:
Производственный цикл изготовления изделия
Тв =
Производственный цикл изготовления изделия
Вспомогательное время выражается формулой:
Производственный цикл изготовления изделия
Тв =
Производственный цикл изготовления изделия
Время перерывов
Производственный цикл изготовления изделия
Твпр = Тмо
Производственный цикл изготовления изделия
Время перерывов
Производственный цикл изготовления изделия
Твпр = Тмо
Производственный цикл изготовления изделия
Время межоперационного пролеживания
Производственный цикл изготовления изделия
Тмо =
Производственный цикл изготовления изделия
Время межоперационного пролеживания
Производственный цикл изготовления изделия
Тмо =
Производственный цикл изготовления изделия
В общем виде производственный цикл выражается формулой:
Производственный цикл
Производственный цикл изготовления изделия
В общем виде производственный цикл выражается формулой:
Производственный цикл
Производственный цикл изготовления изделия
Исходя из сказанного, производственный цикл можно выразить формулой:
Производственный
Производственный цикл изготовления изделия
Исходя из сказанного, производственный цикл можно выразить формулой:
Производственный
Производственный цикл изготовления изделия
На основании вышеизложенного можно сделать следующие выводы:
Производственный цикл
Производственный цикл изготовления изделия
На основании вышеизложенного можно сделать следующие выводы:
Производственный цикл
Производственный цикл изготовления изделия
Цикловой график сборки узла
Производственный цикл изготовления изделия
Цикловой график
Производственный цикл изготовления изделия
Цикловой график сборки узла
Производственный цикл изготовления изделия
Цикловой график
Производственный цикл изготовления изделия
Цикловой график сборки узла
Производственный цикл изготовления изделия
Длительность цикла
Производственный цикл изготовления изделия
Цикловой график сборки узла
Производственный цикл изготовления изделия
Длительность цикла

Производственный цикл изготовления изделия
Цикловой график
Производственный цикл изготовления изделия
Производственный цикл изготовления изделия
Цикловой график
Производственный цикл изготовления изделия
 Миграционные потоки населения
Миграционные потоки населения Типология стран мира. (10 класс)
Типология стран мира. (10 класс) Экономика в ребусах
Экономика в ребусах Технико-экономическое обоснование инвестиционных проектов
Технико-экономическое обоснование инвестиционных проектов Анализ экономических показателей на основе применения метода динамических рядов
Анализ экономических показателей на основе применения метода динамических рядов Международное разделение труда как материальная основа мирового хозяйства
Международное разделение труда как материальная основа мирового хозяйства Экономическая теория: предмет, цели и задачи
Экономическая теория: предмет, цели и задачи Возможности внутреннего рынка
Возможности внутреннего рынка Общая характеристика экономической конфликтологии. Лекция 1
Общая характеристика экономической конфликтологии. Лекция 1 Равновесие в экономике (модель AD/AS)
Равновесие в экономике (модель AD/AS) Производство человеческого капитала на уровне фирмы
Производство человеческого капитала на уровне фирмы Реформы Петра Великого
Реформы Петра Великого Презентация Теории экономических систем и их практическое значение. Эволюция и основные типы экономических систем
Презентация Теории экономических систем и их практическое значение. Эволюция и основные типы экономических систем Динамика общественного развития
Динамика общественного развития Методы товароведения классификация и кодирование товаров
Методы товароведения классификация и кодирование товаров Интеграционные процессы в мировом хозяйстве
Интеграционные процессы в мировом хозяйстве Теоретичні основи та методологічна база конкурентоспроможності підприємства. (Тема 1)
Теоретичні основи та методологічна база конкурентоспроможності підприємства. (Тема 1) Управленческая экономика Managerial Economics
Управленческая экономика Managerial Economics Введение в экономическую теорию
Введение в экономическую теорию Оценка ресурсообеспеченности стран и регионов мира. Практическая работа
Оценка ресурсообеспеченности стран и регионов мира. Практическая работа Ценообразование во внешнеторговой деятельности
Ценообразование во внешнеторговой деятельности Тест по экономике
Тест по экономике Услуги на мировом рынке. Специфика международной торговли услугами Подготовил студент ФТД-2 группы Т-102 Рожков Алексей
Услуги на мировом рынке. Специфика международной торговли услугами Подготовил студент ФТД-2 группы Т-102 Рожков Алексей Эластичность спроса и предложения
Эластичность спроса и предложения Энергетическое развитие Катара
Энергетическое развитие Катара Цифровая экономика. Блокчейн
Цифровая экономика. Блокчейн Сказка о спросе, доходе и ценовой эластичности
Сказка о спросе, доходе и ценовой эластичности Рынки экономических ресурсов
Рынки экономических ресурсов