- Производство на предприятии. Производственный цикл

Содержание
- 2. Что такое производительный цикл? Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для
- 3. Структура производственного цикла Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении
- 4. Расчет производственного цикла Тп.ц, Ттехн - соответственно длительность производственного и технологического циклов; Тпер — продолжительность перерывов;
- 5. Поточное производство Поточное производство — прогрессивный метод организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно
- 6. Поточное производство (Массовое производство часть1) Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно
- 7. Поточное производство (Массовое производство часть2) Требуемая точность достигается методом автоматического получения размеров при обработке на металлорежущем
- 8. Преимущества поточного производства повышение производительности труда сокращение длительности производственного цикла; уменьшение заделов незавершенного производства и ускорение
- 9. Партионный метод организации производства (ч/1) Партионный метод организации производства представляет собой построение производственного процесса при изготовлении
- 10. Партионный метод организации производства (ч/2) - Периодическая переналадка оборудования, количество которого зависит от размера партии деталей
- 12. Скачать презентацию
Что такое производительный цикл?
Производственный цикл — один из важнейших технико-экономических показателей,
Что такое производительный цикл?
Производственный цикл — один из важнейших технико-экономических показателей,
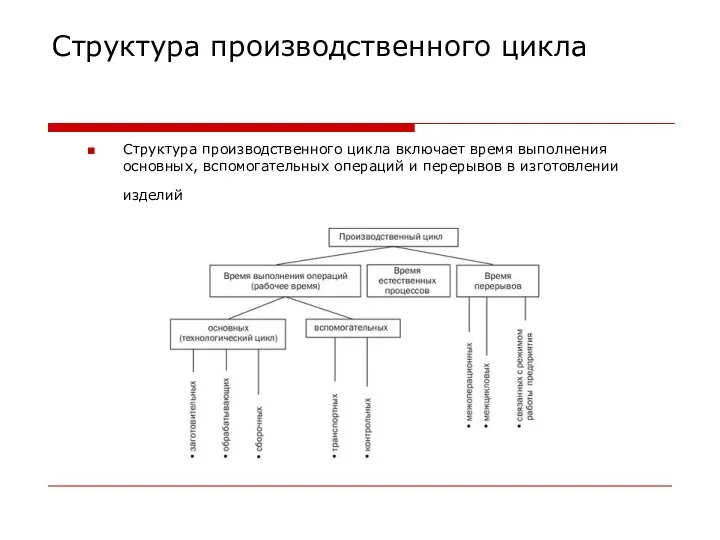
Структура производственного цикла
Структура производственного цикла включает время выполнения основных, вспомогательных операций
Структура производственного цикла
Структура производственного цикла включает время выполнения основных, вспомогательных операций
Расчет производственного цикла
Тп.ц, Ттехн - соответственно длительность производственного и технологического циклов;
Тпер — продолжительность перерывов;
Тест.пр — время
Расчет производственного цикла
Тп.ц, Ттехн - соответственно длительность производственного и технологического циклов;
Тпер — продолжительность перерывов;
Тест.пр — время
Поточное производство
Поточное производство — прогрессивный метод организации производства, характеризующийся расчленением производственного процесса на
Поточное производство
Поточное производство — прогрессивный метод организации производства, характеризующийся расчленением производственного процесса на
Поточное производство (Массовое производство часть1)
Массовое производство характеризуется узкой номенклатурой и большим
Поточное производство (Массовое производство часть1)
Массовое производство характеризуется узкой номенклатурой и большим
Поточное производство (Массовое производство часть2)
Требуемая точность достигается методом автоматического получения размеров
Поточное производство (Массовое производство часть2)
Требуемая точность достигается методом автоматического получения размеров

Преимущества поточного производства
повышение производительности труда
сокращение длительности производственного цикла;
уменьшение заделов незавершенного производства
Преимущества поточного производства
повышение производительности труда
сокращение длительности производственного цикла;
уменьшение заделов незавершенного производства
Партионный метод организации производства (ч/1)
Партионный метод организации производства представляет собой
Партионный метод организации производства (ч/1)
Партионный метод организации производства представляет собой
Партионный метод организации производства (ч/2)
- Периодическая переналадка оборудования, количество которого зависит
Партионный метод организации производства (ч/2)
- Периодическая переналадка оборудования, количество которого зависит
 Введение в макроэкономику. Макроэкономика, как наука
Введение в макроэкономику. Макроэкономика, как наука Равновесие совокупного спроса и совокупного предложения
Равновесие совокупного спроса и совокупного предложения Энергетические ресурсы и пути коммуникации Южной Америки
Энергетические ресурсы и пути коммуникации Южной Америки Новости. Миллер сообщил о начале проектирования газопровода Сила Сибири-2
Новости. Миллер сообщил о начале проектирования газопровода Сила Сибири-2 Сибирский федеральный округ в системе внешнеэкономических связей России: состояние и перспективы развития
Сибирский федеральный округ в системе внешнеэкономических связей России: состояние и перспективы развития Формирование целей и метод дерева целей
Формирование целей и метод дерева целей Теория потребительского выбора
Теория потребительского выбора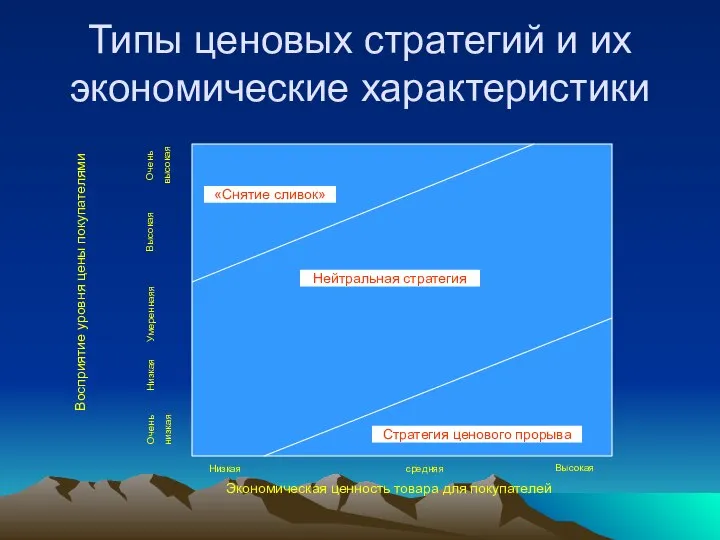 Типы ценовых стратегий и их экономические характеристики
Типы ценовых стратегий и их экономические характеристики Транснационализация мировой экономики
Транснационализация мировой экономики Школы и направления экономической теории
Школы и направления экономической теории Внешнеэкономическая деятельность предприятий
Внешнеэкономическая деятельность предприятий Общие проблемы экономического роста
Общие проблемы экономического роста Экономика семьи
Экономика семьи Национальная инновационная система Швейцарии
Национальная инновационная система Швейцарии Ведущие капиталистические страны
Ведущие капиталистические страны Статистические таблицы
Статистические таблицы Государственно – частное партнерство (ГЧП). Лекция №11
Государственно – частное партнерство (ГЧП). Лекция №11 Статистикалық бақылау
Статистикалық бақылау Жаhандану дану тұжырымдамасы мен оның мәселелері
Жаhандану дану тұжырымдамасы мен оның мәселелері Экономикалық талдау әдістері. Негізгі экономикалық көрсеткіштерді болжау әдістері
Экономикалық талдау әдістері. Негізгі экономикалық көрсеткіштерді болжау әдістері Методы определения ресурсных потребностей проекта
Методы определения ресурсных потребностей проекта Исследование товарной политики торговой организации
Исследование товарной политики торговой организации Проект- огород «Успешная ферма»
Проект- огород «Успешная ферма» Ēnu ekonomika
Ēnu ekonomika Экономика Китая
Экономика Китая Демографическая ситуация
Демографическая ситуация Производственная и предпринимательская структура организации
Производственная и предпринимательская структура организации Презентация Финансы и Финансы и финансовая система
Презентация Финансы и Финансы и финансовая система