- Виды движения предметов труда

Содержание
- 2. План 1. Формы организации производства 2. Методы организации производства. 3. Виды движения предметов труда в процессе
- 3. ВВЕДЕНИЕ Организация производства комплекс мероприятий по эффективному сочетанию живого труда с материальными элементами производства при конкретных
- 4. К ФОРМАМ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ОТНОСЯТСЯ КОНЦЕНТРАЦИЯ, СПЕЦИАЛИЗАЦИЯ, КООПЕРИРОВАНИЕ И КОМБИНИРОВАНИЕ. КОНЦЕНТРАЦИЯ ПРЕДСТАВЛЯЕТ СОБОЙ ПРОЦЕСС СОСРЕДОТОЧЕНИЯ ИЗГОТОВЛЕНИЯ
- 6. МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА.
- 7. Поточный метод характеризуется: - глубоким расчленением производственного процесса на операции; - четкой специализацией рабочих мест на
- 8. Партионный метод. Партионный метод характеризуется: одновременная обработка продукции нескольких наименований; закрепление за каждым рабочим местом нескольких
- 9. ЕДИНИЧНОГО МЕТОДА. Единичный метод характеризуется: большая неповторяющаяся номенклатура продукции; использование универсального оборудования и специальной оснастки; расположение
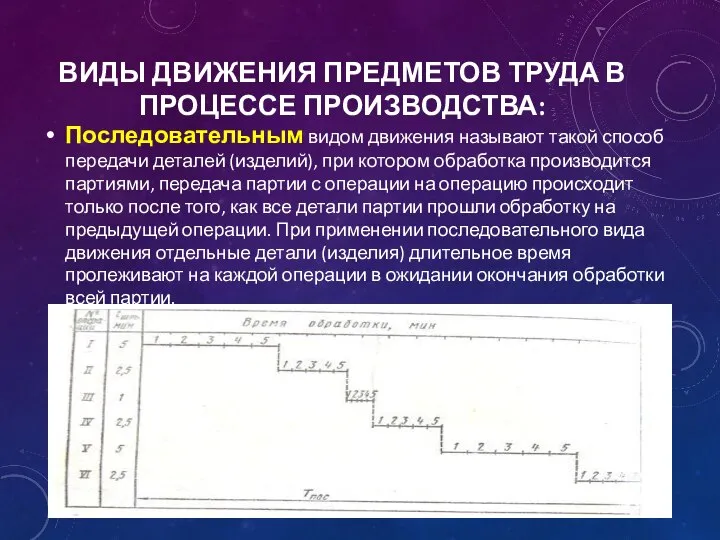
- 10. ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕ ПРОИЗВОДСТВА: Последовательным видом движения называют такой способ передачи деталей (изделий),
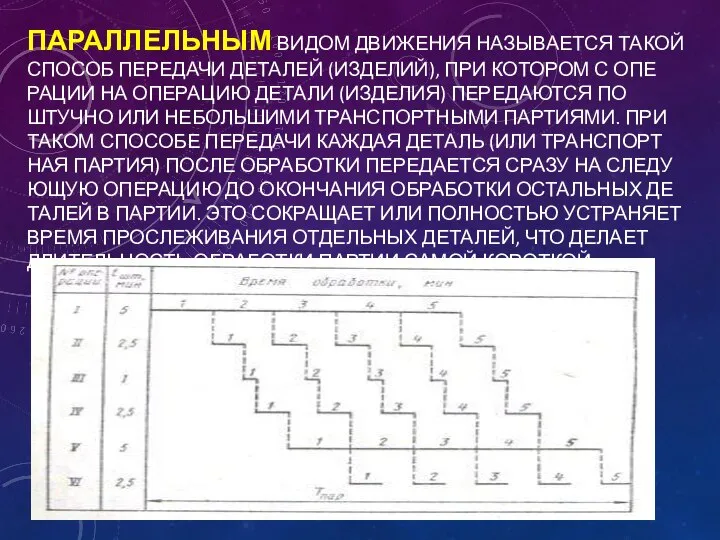
- 11. ПАРАЛЛЕЛЬНЫМ ВИДОМ ДВИЖЕНИЯ НАЗЫВАЕТСЯ ТАКОЙ СПОСОБ ПЕРЕДАЧИ ДЕТАЛЕЙ (ИЗДЕЛИЙ), ПРИ КОТОРОМ С ОПЕРАЦИИ НА ОПЕРАЦИЮ ДЕТАЛИ
- 12. Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором отдельные детали в партии
- 13. ПРИНЦИПЫ ОРГАНИЗАЦИИ:
- 14. ЗАКЛЮЧЕНИЕ Анализ особенностей видов движения предметов труда позволяет сделать следующие выводы: во-первых, уровень параллельности, непрерывности и
- 16. Скачать презентацию
План
1. Формы организации производства
2. Методы организации производства.
3. Виды движения предметов труда
План
1. Формы организации производства
2. Методы организации производства.
3. Виды движения предметов труда
ВВЕДЕНИЕ
Организация производства комплекс мероприятий по эффективному сочетанию живого труда с
ВВЕДЕНИЕ
Организация производства комплекс мероприятий по эффективному сочетанию живого труда с
К ФОРМАМ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ОТНОСЯТСЯ КОНЦЕНТРАЦИЯ, СПЕЦИАЛИЗАЦИЯ, КООПЕРИРОВАНИЕ И КОМБИНИРОВАНИЕ.
КОНЦЕНТРАЦИЯ
К ФОРМАМ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ОТНОСЯТСЯ КОНЦЕНТРАЦИЯ, СПЕЦИАЛИЗАЦИЯ, КООПЕРИРОВАНИЕ И КОМБИНИРОВАНИЕ.
КОНЦЕНТРАЦИЯ

МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА.
МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА.

Поточный метод характеризуется:
- глубоким расчленением производственного процесса на операции;
- четкой специализацией
Поточный метод характеризуется:
- глубоким расчленением производственного процесса на операции;
- четкой специализацией
Партионный метод.
Партионный метод характеризуется:
одновременная обработка продукции нескольких наименований;
закрепление за каждым
Партионный метод.
Партионный метод характеризуется:
одновременная обработка продукции нескольких наименований;
закрепление за каждым

ЕДИНИЧНОГО МЕТОДА.
Единичный метод характеризуется:
большая неповторяющаяся номенклатура продукции;
использование универсального оборудования и специальной
ЕДИНИЧНОГО МЕТОДА.
Единичный метод характеризуется:
большая неповторяющаяся номенклатура продукции;
использование универсального оборудования и специальной
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕ ПРОИЗВОДСТВА:
Последовательным видом движения называют такой
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕ ПРОИЗВОДСТВА:
Последовательным видом движения называют такой
ПАРАЛЛЕЛЬНЫМ ВИДОМ ДВИЖЕНИЯ НАЗЫВАЕТСЯ ТАКОЙ СПОСОБ ПЕРЕДАЧИ ДЕТАЛЕЙ (ИЗДЕЛИЙ), ПРИ КОТОРОМ С
ПАРАЛЛЕЛЬНЫМ ВИДОМ ДВИЖЕНИЯ НАЗЫВАЕТСЯ ТАКОЙ СПОСОБ ПЕРЕДАЧИ ДЕТАЛЕЙ (ИЗДЕЛИЙ), ПРИ КОТОРОМ С
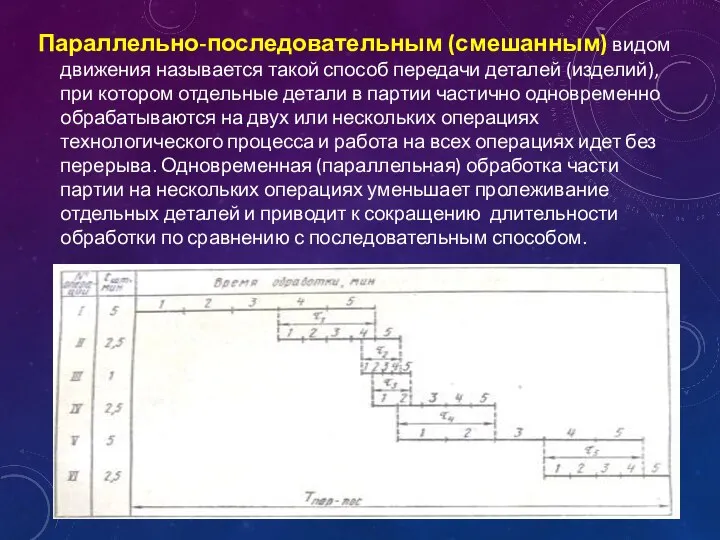
Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором
Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором

ПРИНЦИПЫ ОРГАНИЗАЦИИ:
ПРИНЦИПЫ ОРГАНИЗАЦИИ:
ЗАКЛЮЧЕНИЕ
Анализ особенностей видов движения предметов труда позволяет сделать следующие выводы:
во-первых, уровень
ЗАКЛЮЧЕНИЕ
Анализ особенностей видов движения предметов труда позволяет сделать следующие выводы:
во-первых, уровень
 Модель IS – LM (совместное равновесие на рынке благ и денежном рынке)
Модель IS – LM (совместное равновесие на рынке благ и денежном рынке) Краткосрочное финансовое прогнозирование
Краткосрочное финансовое прогнозирование Ущерб от загрязнения окружающей природной среды
Ущерб от загрязнения окружающей природной среды Экономиалық өсу және нарық экономикасының циклділігі. Дәріс 12
Экономиалық өсу және нарық экономикасының циклділігі. Дәріс 12 Правовые режимы экономической деятельности
Правовые режимы экономической деятельности Анализ рисков и экономическая безопасность
Анализ рисков и экономическая безопасность Реформы С.Ю. Витте в сфере прямого и косвенного налогообложения
Реформы С.Ю. Витте в сфере прямого и косвенного налогообложения Развитые страны
Развитые страны Методы измерения ВВП по расходам и по доходам
Методы измерения ВВП по расходам и по доходам Экономический Суд Содружества Независимых Государств
Экономический Суд Содружества Независимых Государств Государственное казенное образовательное учреждение высшего профессионального образования «РОССИЙСКАЯ ТАМОЖЕННАЯ АКАДЕМИЯ» К
Государственное казенное образовательное учреждение высшего профессионального образования «РОССИЙСКАЯ ТАМОЖЕННАЯ АКАДЕМИЯ» К Экономика предприятия
Экономика предприятия Транспортне обслуговування зовнішньоекономічної діяльності
Транспортне обслуговування зовнішньоекономічної діяльності Поддержка начинающих фермеров в 2012-2014 годах
Поддержка начинающих фермеров в 2012-2014 годах Команда «Хранители природы».Муезерский дом творчества. Задание «Высокая волна»
Команда «Хранители природы».Муезерский дом творчества. Задание «Высокая волна» Несовершенная конкуренция и рыночная власть
Несовершенная конкуренция и рыночная власть ТОО «Досфарм»
ТОО «Досфарм» Виды и формы государственного (муниципального) долга
Виды и формы государственного (муниципального) долга Модели олигополии и их проявление в современной экономике
Модели олигополии и их проявление в современной экономике Модель специфических факторов производства
Модель специфических факторов производства Международные валютно-финансовые отношения. Характеристики финансовой системы. Типы валютных курсов. (Тема 16)
Международные валютно-финансовые отношения. Характеристики финансовой системы. Типы валютных курсов. (Тема 16) Экономикалық теорияның пәні және зерттеу әдістері аға оқытушы
Экономикалық теорияның пәні және зерттеу әдістері аға оқытушы Рыночная экономика. Экономические системы. Источники финансирования бизнеса
Рыночная экономика. Экономические системы. Источники финансирования бизнеса Экономика семьи
Экономика семьи Уругвай
Уругвай Потребительские кооперативы как инструмент развития отрасли органических продуктов
Потребительские кооперативы как инструмент развития отрасли органических продуктов Институциональная теория фирмы. (Тема 9)
Институциональная теория фирмы. (Тема 9) Глобализация мирового хозяйства
Глобализация мирового хозяйства