- Лекция 1

Содержание
- 3. Чтение чертежа детали Чтение чертежа детали заключается в уяснении по плоским изображениям объемной формы детали и
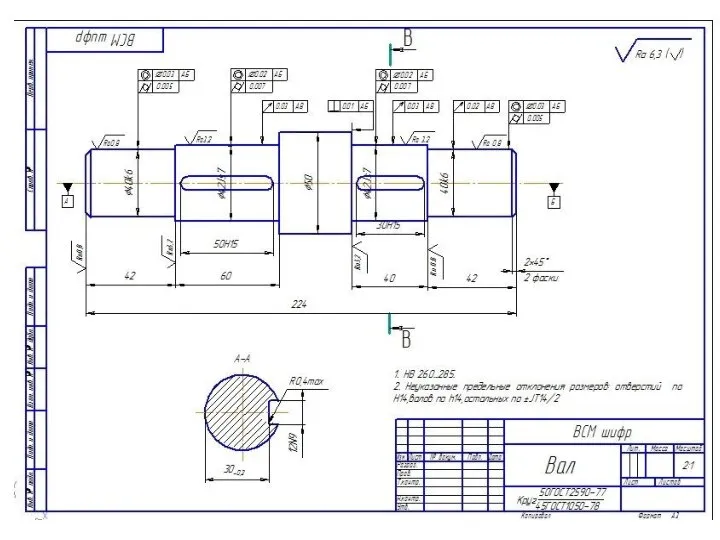
- 6. 1. Чертеж выполнен на формате А3. Деталь называется "Вал", изготовлена из материала Сталь 45 ГОСТ1050-74, масса
- 7. Требования, предъявляемые к деталям К конструкторскому составу изделия, в том числе к детали, в первую очередь
- 8. При назначении уровней точности на размеры деталей, руководствуются рекомендациями стандартов ЕСДП: Квалитеты 01; 0 и 1
- 9. Абсолютная величина допуска (в микрометрах) в зависимости от квалитета и размера
- 10. Точность размеров деталей определяется характером их сопряжения Рассмотрим сопряжение с зазором (рис. , а). Для получения
- 11. Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также
- 12. Определения терминов по ГОСТ 25346–89 Размер — числовое значение линейной величины (диаметра, длины и т. п.)
- 13. Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно
- 14. Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей
- 15. Нанесение предельных отклонений размеров
- 16. Рекомендуемые посадки с зазором В сопряжении образуются зазоры
- 17. Посадки H/h — «скользящие». Наименьший зазор в посадках равен нулю. Они установлены во всем диапазоне точностей
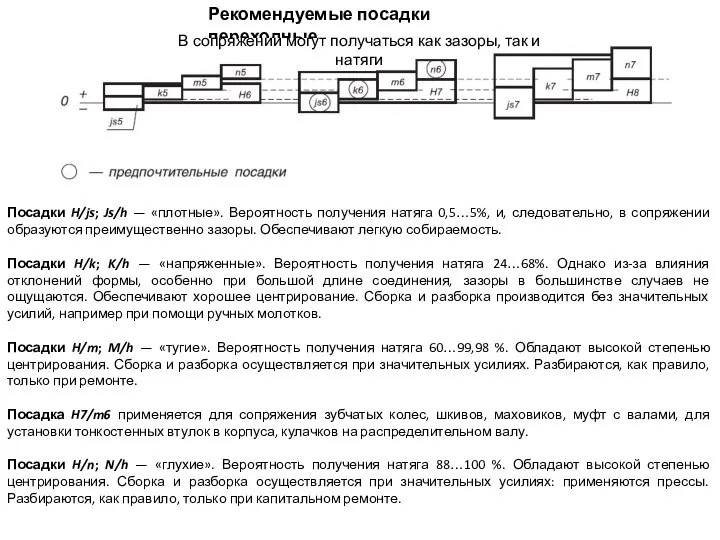
- 18. Рекомендуемые посадки переходные Посадки H/js; Js/h — «плотные». Вероятность получения натяга 0,5…5%, и, следовательно, в сопряжении
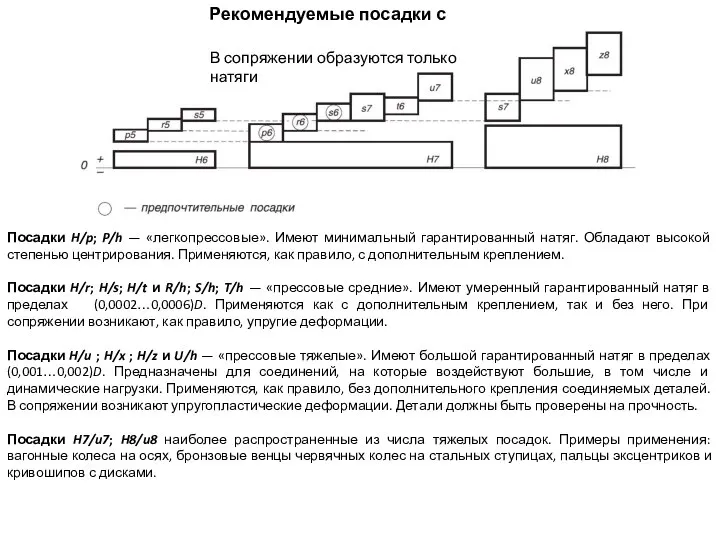
- 19. Рекомендуемые посадки с натягом Посадки H/p; P/h — «легкопрессовые». Имеют минимальный гарантированный натяг. Обладают высокой степенью
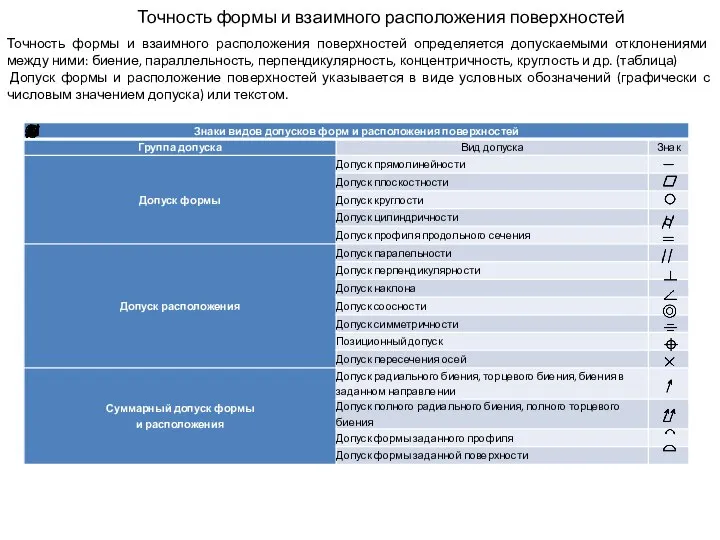
- 20. Точность формы и взаимного расположения поверхностей Точность формы и взаимного расположения поверхностей определяется допускаемыми отклонениями между
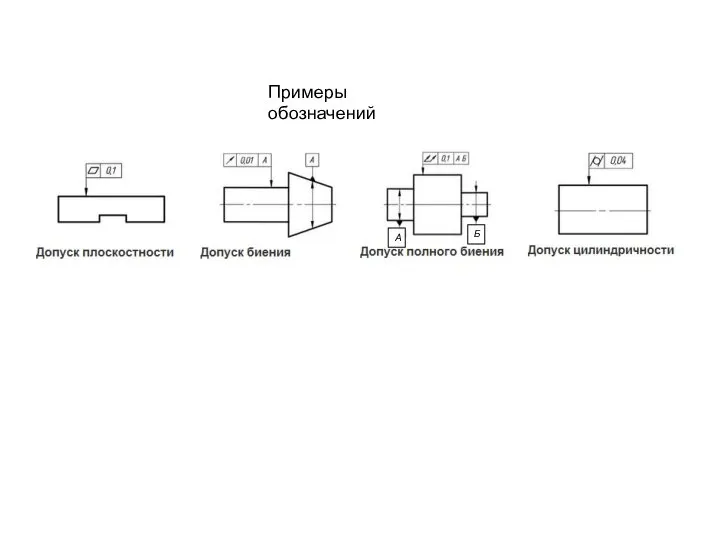
- 21. Примеры обозначений А Б
- 22. Шероховатость поверхности Типовой микропрофиль шероховатой поверхности Регламентированные параметры шероховатости поверхности ГОСТ 2789-73 Высотные параметры: Rmax -
- 31. Скачать презентацию
Чтение чертежа детали
Чтение чертежа детали заключается в уяснении по плоским изображениям
Чтение чертежа детали
Чтение чертежа детали заключается в уяснении по плоским изображениям

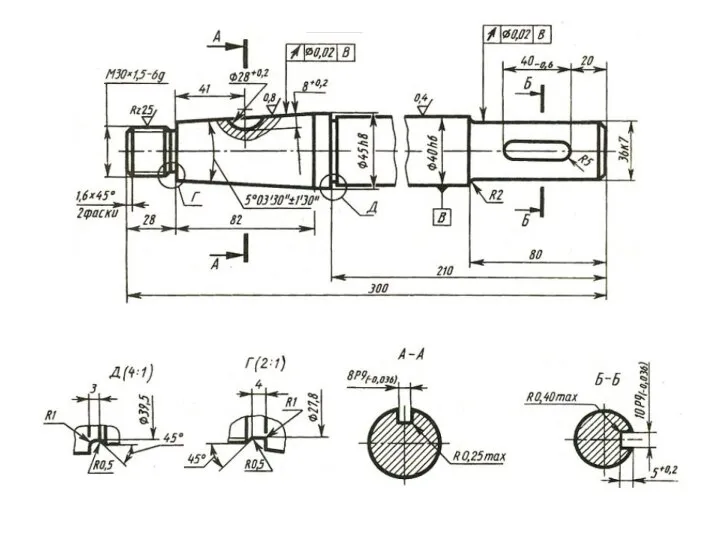
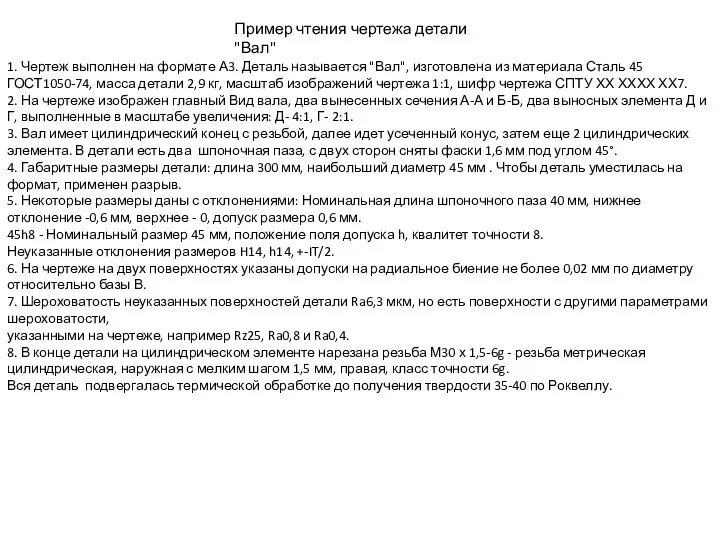
1. Чертеж выполнен на формате А3. Деталь называется "Вал", изготовлена из
1. Чертеж выполнен на формате А3. Деталь называется "Вал", изготовлена из
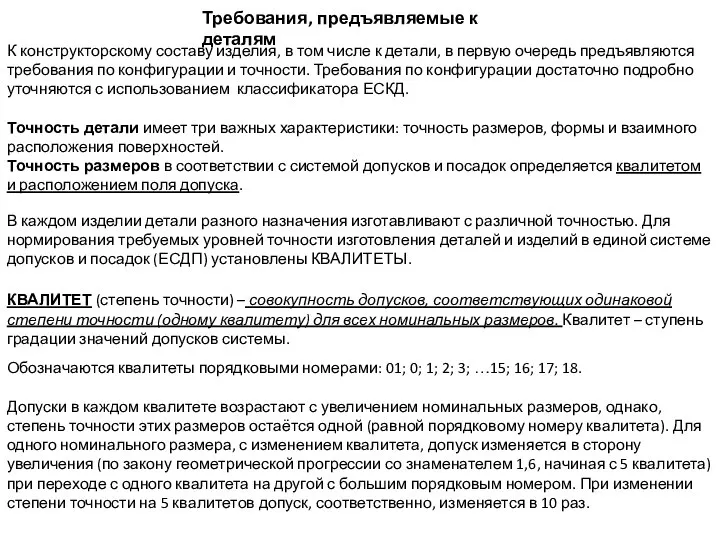
Требования, предъявляемые к деталям
К конструкторскому составу изделия, в том числе к
Требования, предъявляемые к деталям
К конструкторскому составу изделия, в том числе к
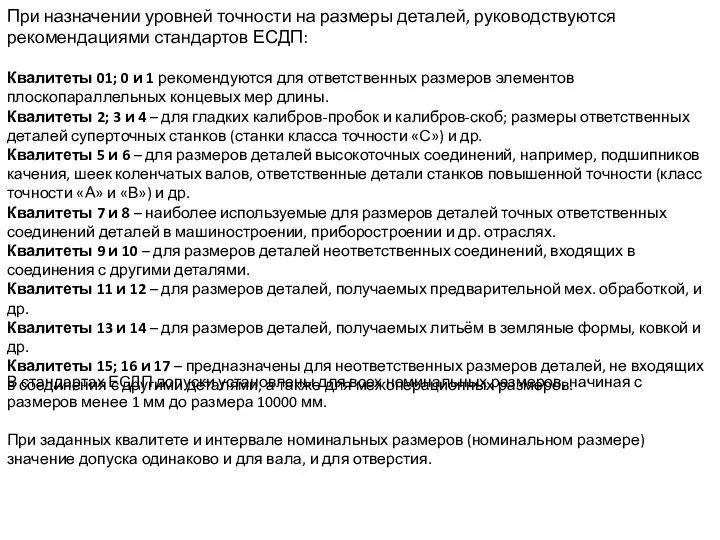
При назначении уровней точности на размеры деталей, руководствуются рекомендациями стандартов ЕСДП:
Квалитеты
При назначении уровней точности на размеры деталей, руководствуются рекомендациями стандартов ЕСДП:
Квалитеты

Абсолютная величина допуска (в микрометрах) в зависимости от квалитета и размера
Абсолютная величина допуска (в микрометрах) в зависимости от квалитета и размера

Точность размеров деталей определяется характером их сопряжения
Рассмотрим сопряжение с зазором
Точность размеров деталей определяется характером их сопряжения
Рассмотрим сопряжение с зазором
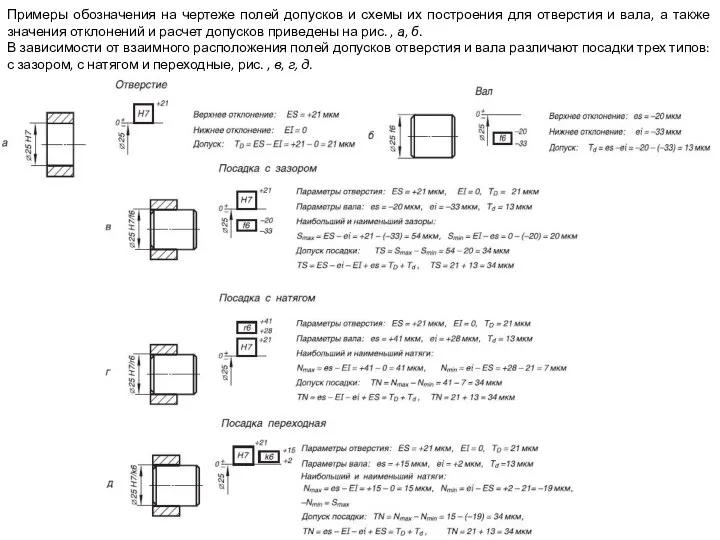
Примеры обозначения на чертеже полей допусков и схемы их построения для
Примеры обозначения на чертеже полей допусков и схемы их построения для
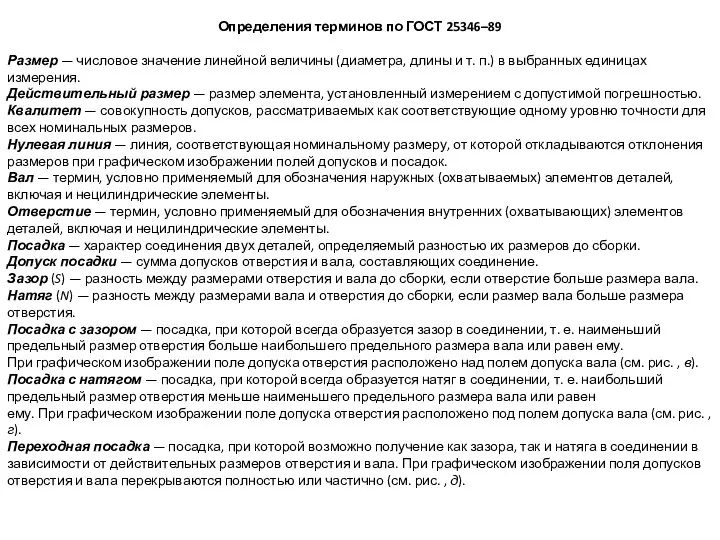
Определения терминов по ГОСТ 25346–89
Размер — числовое значение линейной величины (диаметра,
Определения терминов по ГОСТ 25346–89
Размер — числовое значение линейной величины (диаметра,
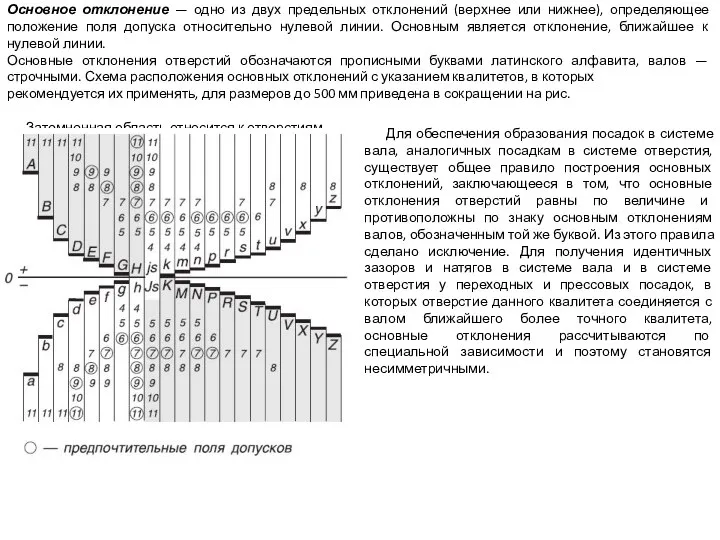
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее),
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее),
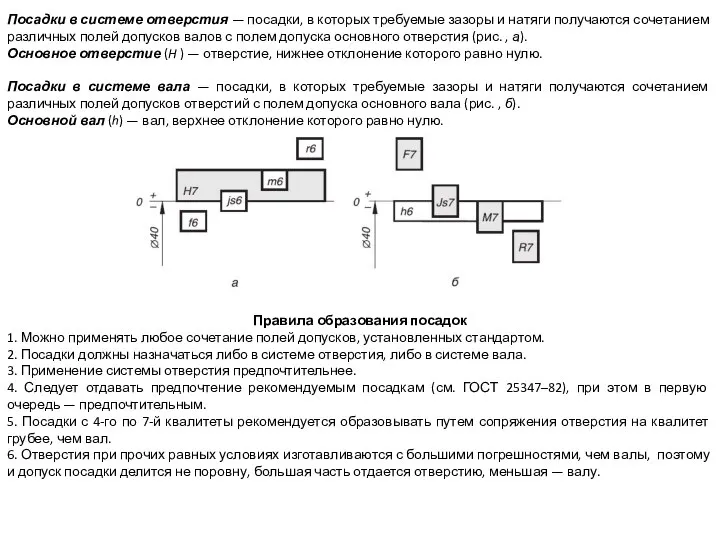
Посадки в системе отверстия — посадки, в которых требуемые зазоры и
Посадки в системе отверстия — посадки, в которых требуемые зазоры и
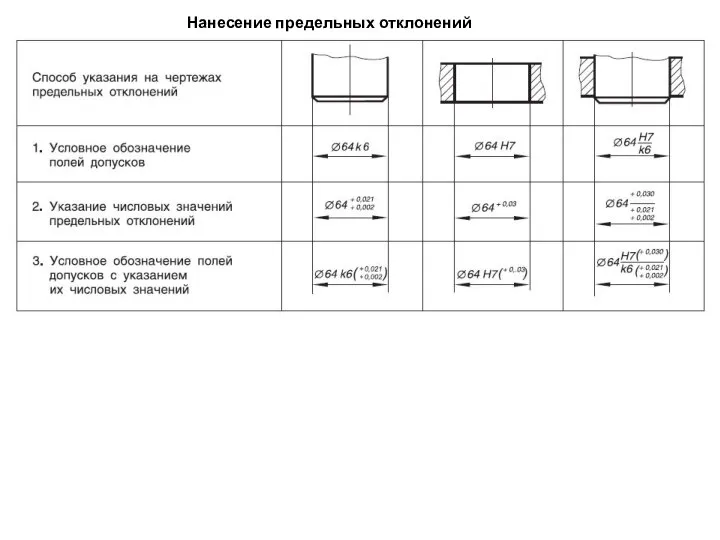
Нанесение предельных отклонений размеров
Нанесение предельных отклонений размеров

Рекомендуемые посадки с зазором
В сопряжении образуются зазоры
Рекомендуемые посадки с зазором
В сопряжении образуются зазоры
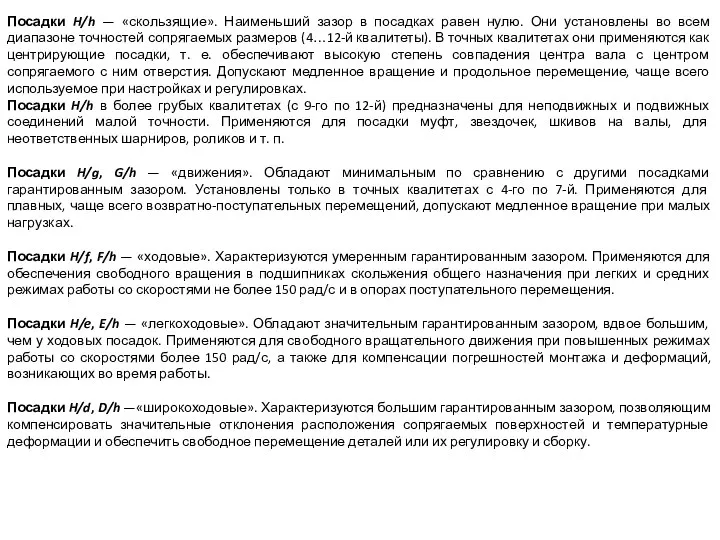
Посадки H/h — «скользящие». Наименьший зазор в посадках равен нулю. Они
Посадки H/h — «скользящие». Наименьший зазор в посадках равен нулю. Они
Рекомендуемые посадки переходные
Посадки H/js; Js/h — «плотные». Вероятность получения натяга 0,5…5%,
Рекомендуемые посадки переходные
Посадки H/js; Js/h — «плотные». Вероятность получения натяга 0,5…5%,
Рекомендуемые посадки с натягом
Посадки H/p; P/h — «легкопрессовые». Имеют минимальный гарантированный
Рекомендуемые посадки с натягом
Посадки H/p; P/h — «легкопрессовые». Имеют минимальный гарантированный
Точность формы и взаимного расположения поверхностей
Точность формы и взаимного расположения
Точность формы и взаимного расположения поверхностей
Точность формы и взаимного расположения
Примеры обозначений
А
Б
Примеры обозначений
А
Б
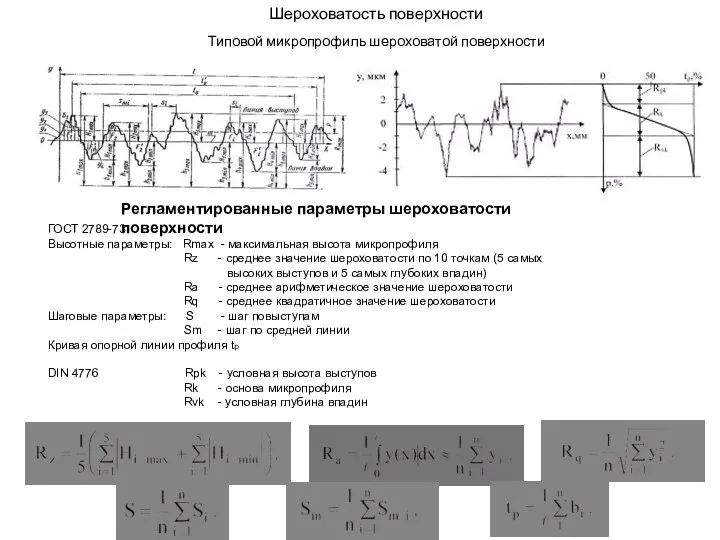
Шероховатость поверхности
Типовой микропрофиль шероховатой поверхности
Регламентированные параметры шероховатости поверхности
ГОСТ 2789-73
Высотные
Шероховатость поверхности
Типовой микропрофиль шероховатой поверхности
Регламентированные параметры шероховатости поверхности
ГОСТ 2789-73
Высотные







 Системы автоматического управления (САУ). Теория автоматического управления (ТАУ)
Системы автоматического управления (САУ). Теория автоматического управления (ТАУ) ОКРУЖНОЙ НАУЧНО-ПРАКТИЧЕСКИЙ СЕМИНАР ЛИЧНОСТНО ОРИЕНТИРОВАННОЕ ОБУЧЕНИЕ 7класс урок физики по теме: учитель высше
ОКРУЖНОЙ НАУЧНО-ПРАКТИЧЕСКИЙ СЕМИНАР ЛИЧНОСТНО ОРИЕНТИРОВАННОЕ ОБУЧЕНИЕ 7класс урок физики по теме: учитель высше Презентация по физике Скорость света
Презентация по физике Скорость света  Галилео Галилей
Галилео Галилей Розробка математичної моделі фазованої антенної решітки СВЦ 9С18М1
Розробка математичної моделі фазованої антенної решітки СВЦ 9С18М1 Сообщающиеся сосуды
Сообщающиеся сосуды Основы хроматографического анализа
Основы хроматографического анализа Биомеханические принципы в технике Носова Дарья, ученица 10 А класса МОУ «Средняя общеобразовательная школа» №57 г. Курска
Биомеханические принципы в технике Носова Дарья, ученица 10 А класса МОУ «Средняя общеобразовательная школа» №57 г. Курска Передачи винт- гайка
Передачи винт- гайка Звуки
Звуки  Оптические методы анализа
Оптические методы анализа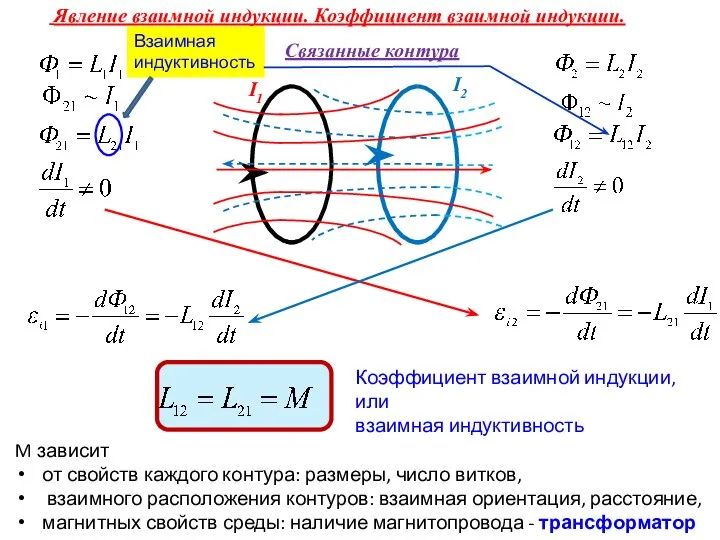 Явление взаимной индукции. Коэффициент взаимной индукции. Взаимная индуктивность
Явление взаимной индукции. Коэффициент взаимной индукции. Взаимная индуктивность Механическое движение
Механическое движение Автоколебания. Трансформатор
Автоколебания. Трансформатор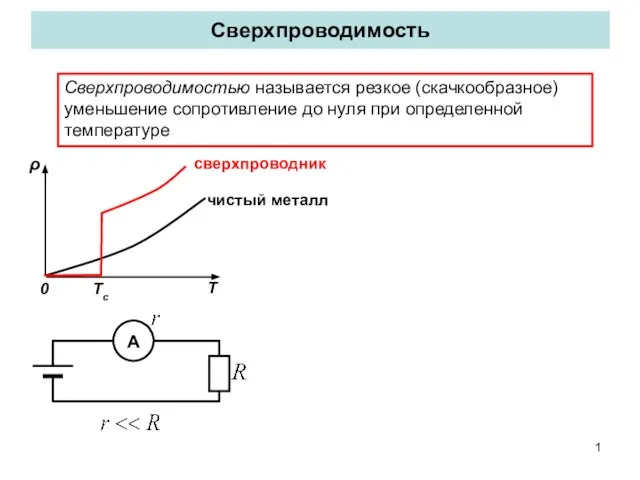 Сверхпроводимость. Криопроводники
Сверхпроводимость. Криопроводники Линейные электрические цепи постоянного тока
Линейные электрические цепи постоянного тока Физика - первые шаги (3 класс)
Физика - первые шаги (3 класс) Энергия топлива
Энергия топлива Презентация по физике "Определение поверхностного натяжения" - скачать
Презентация по физике "Определение поверхностного натяжения" - скачать  Высокоэнергетические материалы в системах детонационной автоматики аэрокосмических аппаратов
Высокоэнергетические материалы в системах детонационной автоматики аэрокосмических аппаратов Эквивалентные преобразования схем
Эквивалентные преобразования схем Механическая работа. Единицы работы. Мощность. Единицы мощности
Механическая работа. Единицы работы. Мощность. Единицы мощности Наша группа работала над вопросом
Наша группа работала над вопросом Функциональная схема скоростной САР
Функциональная схема скоростной САР Строение атома. Урок №7
Строение атома. Урок №7 Передача электрической энергии на расстояние
Передача электрической энергии на расстояние Тепловые машины. (8 класс)
Тепловые машины. (8 класс) Электротехника и электроника. Электрические цепи постоянного тока. (Лекция 1)
Электротехника и электроника. Электрические цепи постоянного тока. (Лекция 1)